




目前,厚铜热容量的"惯性效应"已超越传统工艺认知,温度曲线调整需从"经验驱动"转向"数据驱动"。
厚铜热特性带来哪些挑战?
1. 热惯性效应可能导致塌陷:
厚铜的比热容(385J/kg·K)是FR-4基材的5倍,导致常规回流曲线在厚铜区域出现"温度塌陷"现象。其中铜层热容补偿量需占整体温升的40%以上。
2. 热应力集中导致微裂纹
铜层与基材的CTE差值(16ppm/℃ vs 22ppm/℃)在多次热循环中累积应变。某5次回流案例显示,厚铜焊点裂纹密度达3.2条/mm²,远超薄铜板的0.8条/mm²。
应力释放策略:
-
在铜层表面镀覆1μm镍层,降低CTE差至8ppm/℃
-
采用Sn88.7Ag3.5Cu7.8合金,提升高温强度
3. 界面反应失控:
厚铜表面氧化层(厚度>5μm)在高温下与焊料反应加剧。实验表明,厚铜焊点Cu6Sn5生成速率比薄铜快2.3倍,导致抗疲劳性下降40%。
温度曲线重构三大技术
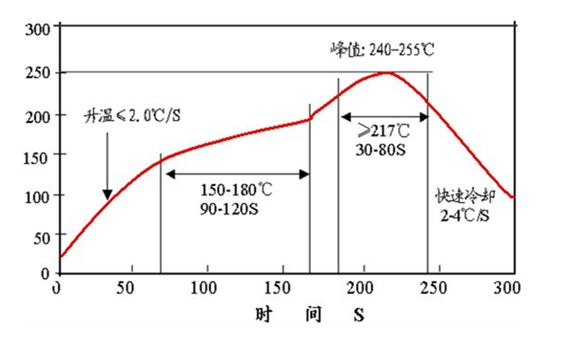
1. 分段梯度温控策略
-
预热阶段:双线性升温(0-150℃斜率1.5℃/s,150-220℃斜率3℃/s),补偿厚铜吸热效应
-
均热阶段:延长至90-120秒,使厚铜区域ΔT≤±3℃
-
回流阶段:峰值温度提升至245-255℃,确保焊料完全熔融
-
冷却阶段:强制风冷(风速2.5m/s),冷却速率提升至4℃/s
2. 焊料合金选型
-
高Sn低Ag配方:Sn96.5Ag3Cu0.5(熔点221℃)较SAC305(217℃)提升10℃工艺窗口
-
纳米颗粒掺杂:0.5wt%纳米银颗粒(粒径50nm)使熔点降至215℃,润湿速度提升30%
3. 工艺参数调控
-
热风喷嘴配置:双通道脉冲热风(主通道4500CFM,辅助通道2000CFM),厚铜区热流密度达12W/cm²
-
液相时间控制:LTS延长至60-80秒,确保厚铜内部传热充分
关键工艺怎么验证?
1. 红外热像动态监测
使用FLIR T1020热像仪(分辨率0.05℃)实时捕捉温度分布,建立三维热场模型。某案例显示,补偿算法使厚铜中心与边缘温差从8℃降至2℃。
2. X射线断层扫描
CT扫描(分辨率5μm)量化分析3D空洞率。某5G电源模块优化后,空洞率从18%降至3%。
3. 热机械疲劳测试
依据JEDEC标准进行-55℃~125℃循环测试(1000次),监测热阻漂移率。优化后热阻变化<1%/次,满足车规级要求。
典型应用场景案例
案例1:6层厚铜电源板焊接优化
-
问题:3oz铜层二次回流时焊盘翘曲>0.1mm
-
措施:阶梯式预热(150℃/60s→200℃/30s)+0.1%苯并三氮唑(BTA)
-
效果:空洞率4%,翘曲量<0.05mm
案例2:汽车IGBT模块焊接
-
问题:多次回流后铜-焊料界面剥离
-
措施:Sn88.7Ag3.5Cu7.8合金+1μm镍镀层
-
效果:剪切强度从45MPa提升至68MPa
关键词:厚铜热管理、温度曲线重构、热应力控制、界面反应抑制、动态补偿算法
掌握温度曲线的动态重构艺术,意味着在热惯性与材料极限的夹缝中构建秩序,在纳米尺度上雕刻能量流动的轨迹。


















 176
176

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









