



西门子S7-200PLC和MCGS组态的机械手控制系统62#
车间里那个总爱闹脾气的搬运机械手,最近被我们用S7-200 PLC和MCGS组态彻底驯服了。今天咱们就聊聊这个"硬核CP"的实战配合,过程中那些让人又爱又恨的代码细节,绝对比教科书上的案例来得带劲。
硬件搭台:PLC与传感器的物理对话
先看硬件配置清单:
- CPU224(14DI/10DO)作主控
- EM223数字量扩展模块(16DI/16DO)
- 磁性开关检测气缸位置
- 光电传感器做物料检测
接线时有个坑要注意:气缸上的磁簧开关记得并联续流二极管,否则PLC输入点分分钟被感应电动势送走。别问我怎么知道的,烧过两个输入模块换来的经验...
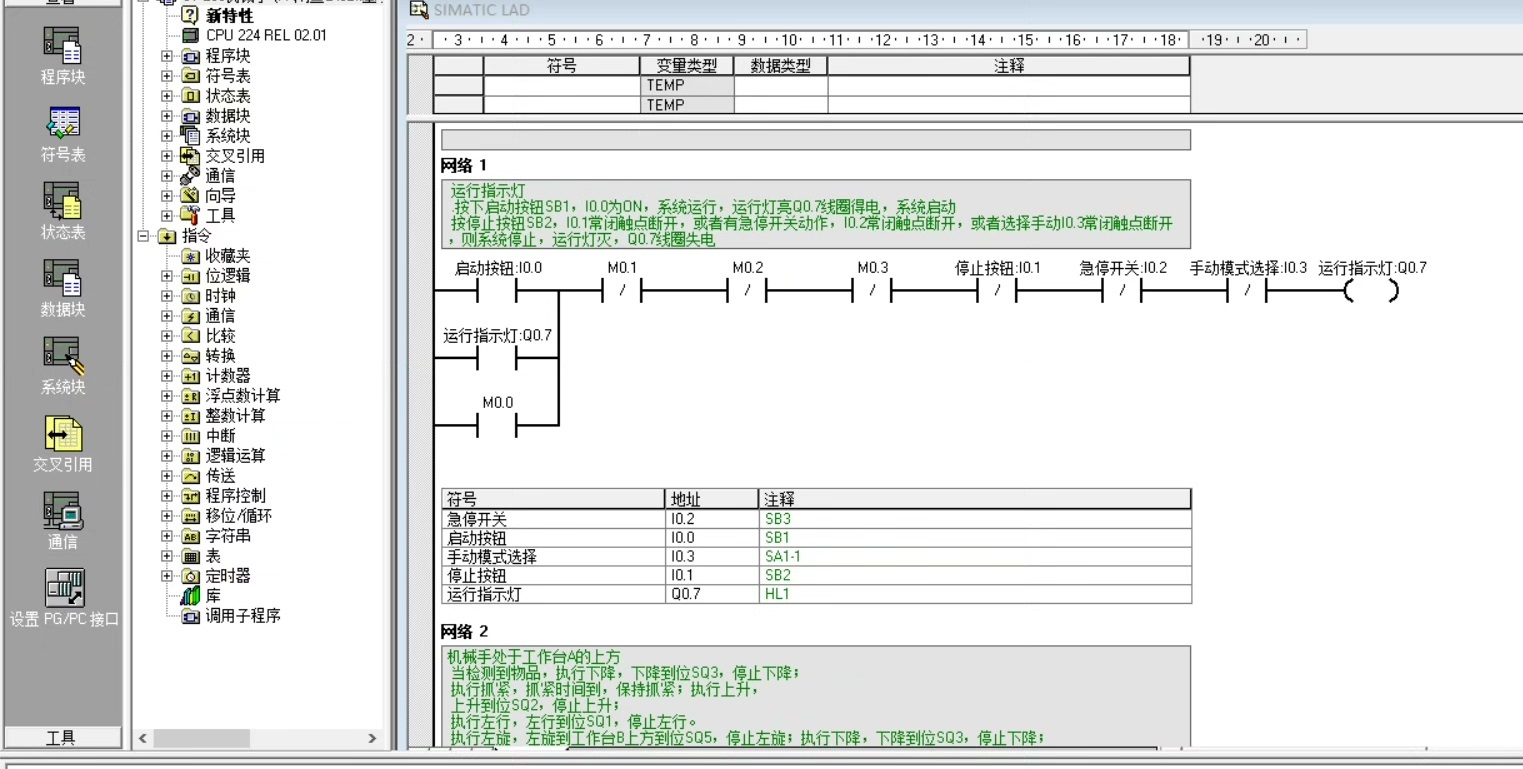
PLC程序里的微操作
直接上核心代码(梯形图):
// 网络1:初始化复位
LD SM0.1
MOV_B 0, QB0
MOV_B 0, QB1
// 网络2:物料到位检测
LD I0.3 // 光电传感器
A I0.0 // 急停未触发
= M0.0 // 允许启动标志
// 网络3:水平气缸伸出
LD M0.0
AN T37 // 未超时
S Q0.0, 1 // 推料气缸动作
// 网络4:垂直气缸联动
LD Q0.0
TON T37, 30 // 3秒超时保护
LD T37
S Q0.1, 1 // 升降气缸下降这段代码藏着几个小心机:
- SM0.1这个特殊存储器实现上电初始化,比用普通触点可靠得多
- T37定时器既是动作时序控制,又是安全防线——气缸卡死超过3秒自动停机
- Q0.0和Q0.1的互锁逻辑没写在程序里?因为硬件上已经做了机械互锁,这叫软硬结合
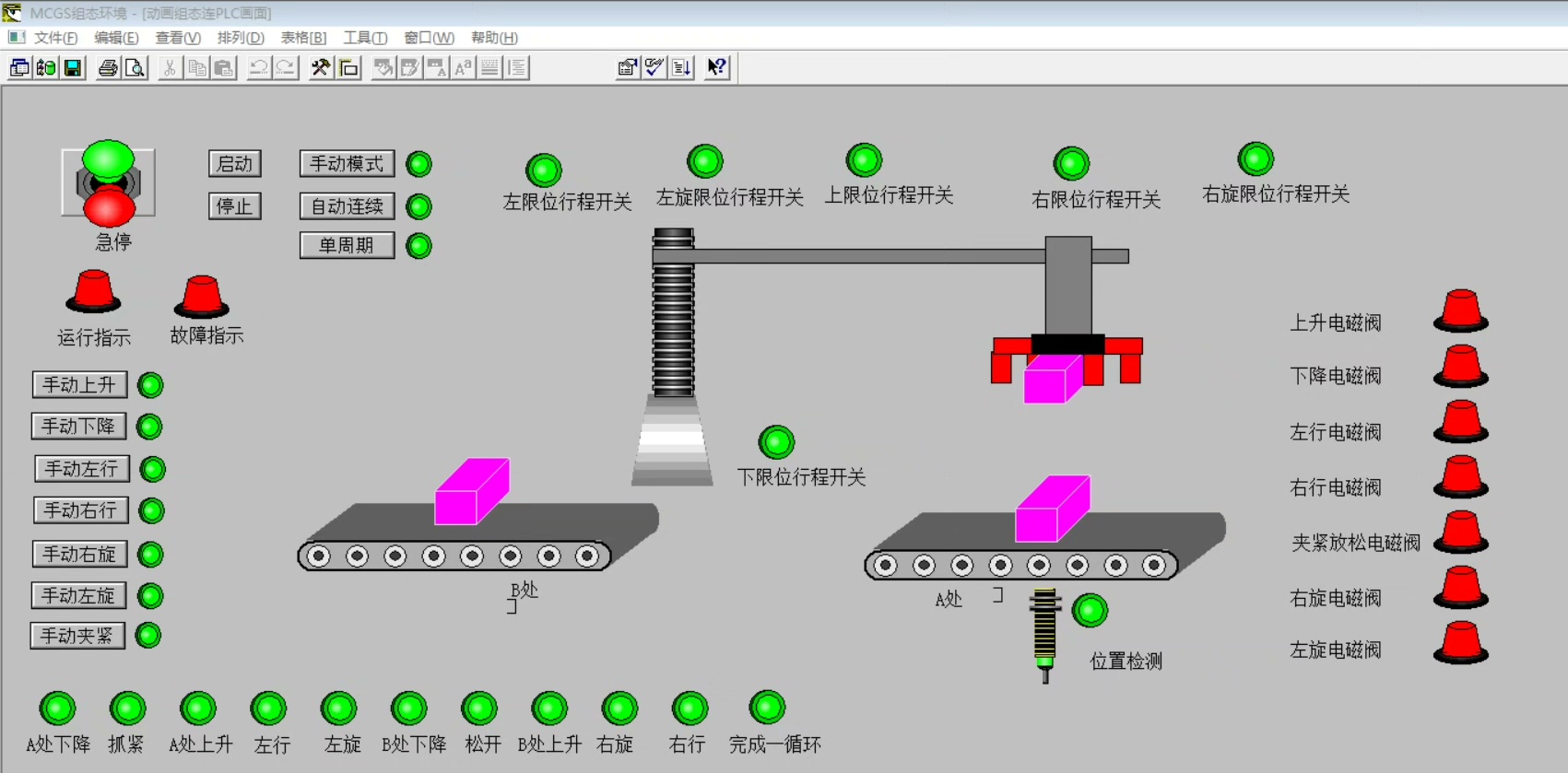
MCGS组态的魔法变身
在MCGS里玩变量映射才是精髓:
# 设备窗口配置
[西门子S7-200]
Driver = libS7200PPI.dll
ComPort = COM1
BaudRate = 9600
# 数据对象绑定
[气缸状态]
Register = Q0.0
DataType = Bit
[报警信息]
Register = VW100
DataType = Int重点来了:V存储区地址要和PLC里的V变量严格对应,这个数据映射错一位,监控画面直接变抽象画。做过一个骚操作——把气缸动作做成了进度条动画,靠的就是VW100里的位移数值渐变。
联调时的修罗场
调试时遇到的幺蛾子:
- 电磁阀动作后屏幕按钮"卡死"——最后发现是PLC的DO点烧了,导致MCGS一直收不到完成信号
- 组态画面气缸动画和实际动作不同步——竟是定时器预设值单位搞混(0.1秒 vs 1秒)
- 最绝的是通信时好时坏,最后查出来是电工把网线和水泵电源线绑一起了...
性能优化小贴士
- 在PLC里用S7-200的PID指令做气缸缓冲控制,比纯定时更顺滑
- MCGS的历史曲线功能记录气缸动作时间,找出效率瓶颈点
- 巧用PLC的HSC高速计数器功能,精准控制传送带位移
这套系统落地后,机械手终于不再"帕金森",定位精度控制在±0.5mm。看着监控画面里流畅的动作曲线,突然觉得那些调程序熬的夜都值了——这大概就是工控人的浪漫吧?

















 1280
1280

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









