



1 引言
1947年,肖克利、巴丁和布拉顿在贝尔实验室发明了第一个晶体管,开启了固态电子学的时代。1958年,德州仪器的杰克·基尔比发明了第一个集成电路(IC),成功将多个电子元器件集成在一起,形成微型电路。1965年,英特尔联合创始人戈登·摩尔在《电子学》杂志上发表了一篇论文,预测每个集成电路中的晶体管数量大约每两年翻一番,后来被称为摩尔定律 Moore [April 19, 1965]。1971年,英特尔的费德里科·法金成功展示了世界上第一款微处理器——运行频率为108千赫、采用10‐µm PMOS技术、包含2300个晶体管的英特尔 4004。在过去的40年中,我们见证了集成电路(IC)技术自问世以来给世界带来的巨大影响。更快且更便宜的晶体管所带来的强大计算能力,使我们今天的世界与40年前大不相同。对于半导体产业的未来,当前的讨论主要集中在这样的问题上:“摩尔定律会继续延续吗?”以及“刚性圆盘状的硅片和印刷电路板(PCB)是否仍将是未来应用中制造电子设备的主流方式?”
1.1 塑料电子革命
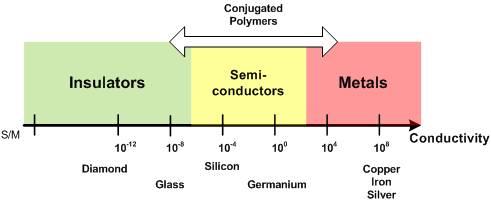
1977年,在首个晶体管发明30年后,黑格、MacDiarmid和白川英树在Shirakawa等人[1977]中发表了他们关于导电聚合物的发现,并于2000年获得诺贝尔化学奖。由聚合物制成的塑料通常被视为绝缘体,不导电且不利于电子传输。然而,他们的研究发现,通过适当的掺杂或氧化,如果共轭链能够被正确排列,聚合物也可以具备与金属相当的导电性。聚合物的导电性如图1.1所示。这一发现为电子器件的制造提供了新的选择,不再局限于坚硬且刚性的硅片和印刷电路板。如今,已有数千种半导体材料适用于制造柔性电子,使许多科幻设备离现实更近一步。例如,非晶硅、有机材料以及透明金属氧化物薄膜晶体管(TFTs)被认为是柔性电子的有前景候选者。我们将在第3章中对 TFTs进行深入概述。尽管有机材料的载流子迁移率仍显著低于单晶硅和多晶硅(10−2 ∼ 10−3X),但其迁移率的稳步提升已使得有机数字和模拟电路成为可能,可在某些应用中作为硅电子学的补充,甚至最终与其竞争。
1.2 大面积应用
柔性电子的一个关键优点是在大面积基板上具有较低的制造成本。由于大多数有机材料可以转化为液相,用作功能性“油墨”,因此有机电路的制造类似于报纸印刷,可采用卷对卷或喷墨打印技术。第2章将概述这些制造方法。对于这些低成本制造方法,可以使用多种柔性基底,如薄玻璃、金属箔和塑料薄膜。单位面积制造成本可低至硅电子学的百分之一。另一方面,与通常需要在刚性环氧树脂玻璃纤维印刷电路板(PCBs)上进行复杂的硅超大规模集成电路芯片、分立无源元件和陶瓷封装异质集成的硅电子学相比,柔性电子可以通过有源印刷电路、封装和薄膜(厚度为< 100 µm)基底的同质集成来实现,其制造工艺和材料处理要简单得多。这种集成优势可显著降低制造成本。
此外,由于柔性电子所用的半导体材料不需要传统硅电子学所必需的高工艺温度和高真空条件,因此柔性电子的能耗和材料成本远低于硅电子学。桜井(2007)展示了有机与硅超大规模集成电路之间单位面积成本的比较,表明对于10cm×10cm的面积,有机集成电路的制造成本仅为硅超大规模集成电路的百分之一,在大规模生产中甚至可能更低。
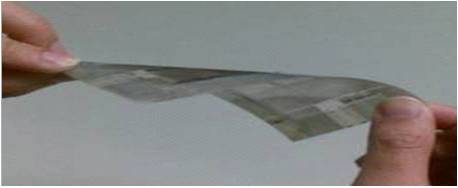
在大面积柔性基底上实现的低制造成本,使得许多应用成为可能,而这些应用若采用传统的硅电子学则在经济上不现实或在机械上不可行。图1.2展示了柔性电子学的多种应用,包括低成本射频识别标签、柔性显示器、机器人用人工皮肤、太阳能电池以及大面积无线供电膜。
这些应用的电子器件无需使用数十亿美元的晶圆厂进行制造,而是可以在大面积柔性基底上使用简单的印刷设备进行生产。这对于需要快速原型制作、定制化或小批量的应用尤其有利,例如可穿戴传感器、一次性生化检测仪以及个性化医疗保健设备。由于资本投资低且印刷设备配置灵活,制造商将能够通过简单地更改印刷内容来轻松调整生产线,并快速推出新的电子产品以满足消费者不断变化的需求。

1.3 与硅电子学的差异
薄膜晶体管(TFT)是柔性电子的关键元件,可通过简单的工艺步骤(通常少于5个掩模)在低成本的柔性基底(如聚对苯二甲酸乙二醇酯(PET)塑料薄膜)上以低温工艺制备,有助于降低制造成本。第3章将介绍TFT技术的概述。与MOSFET相比,由于采用低成本印刷工艺,印刷薄膜晶体管的特征尺寸较大(∼ 103X),这不可避免地引入了更大的与布局相关的寄生电阻
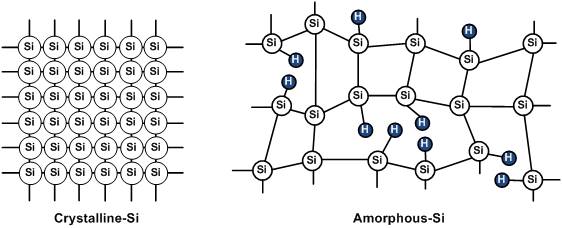
电容,从而限制其工作速度。另一方面,尽管低温工艺可以降低制造成本和能耗,但采用这种低温工艺制成的半导体材料通常是非晶态的,并且存在许多如图1.3所示的悬空键。这种非晶态原子结构限制了载流子迁移率,并在器件工作期间引发可靠性问题,因为载流子可能被悬空键捕获,从而改变器件特性。
1.4 电路与系统设计的挑战
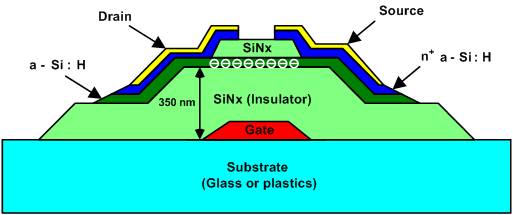
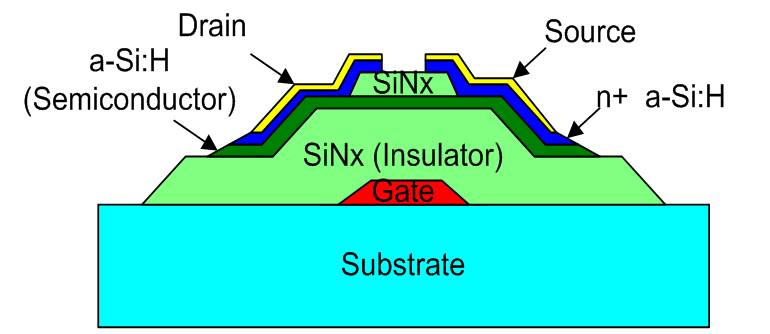
除了可靠性问题外,高电源电压(> 20V)和单类型器件(仅有p型或n型,不能同时具备两者)也使得设计低功耗TFT电路成为一项具有挑战性的任务。图1.4显示了a‐Si:H薄膜晶体管的典型器件结构,其中栅极绝缘材料是数百纳米厚的非晶氮化硅(a‐SiNx)。a‐SiNx材料在制造方面具有诸多优点,例如低温工艺、通过等离子体增强化学气相沉积(PECVD)实现的大面积高均匀性,以及相对较高的介电常数( εr ∼ 7)。然而,为了抑制栅极漏电流问题,由于其质量相较于 Si‐MOSFET中热生长的SiO2栅极绝缘层较差,a‐SiNx层必须保持足够厚度。因此,需要采用高电源电压。另一方面,与Si‐MOSFET不同,在Si‐MOSFET中器件类型(p型或n型)可通过向本征硅中掺杂p型(例如硼)或n型(例如磷)材料来确定,而TFT的器件类型则由材料中的多数载流子决定。例如,a‐Si:H和金属氧化物材料(例如 InGaZnO和ZnO)为n型,其多数载流子为电子;而大多数有机材料,包括小分子和聚合物,则为p型,其主要载流子为空穴。由于仅存在单类型TFT,广泛应用的CMOS设计无法直接应用于TFT电路设计。这一特性在实现高噪声容限和低漏电功耗方面给大规模电路的电路设计带来了诸多挑战。
此外,与工艺偏差得到良好控制(通常小于5%)的成熟单晶硅制造不同,使用这些低成本制造方法的柔性电子器件的工艺偏差非常显著。这为设计柔性电路带来了额外的挑战,已制造电路的性能可能与其目标性能存在较大偏差。其他因素还包括柔性基底的工艺温度相关的尺寸变形(例如收缩或膨胀)以及环境不稳定性(例如由于环境空气中湿气或氧气含量引起的化学退化)
同时也使得实现一个可靠的柔性电路成为一项极具挑战性的任务。
对于柔性电子应用而言,构建基于不可靠器件的可靠系统的系统级解决方案,其重要性至少与器件级和电路级解决方案相当,甚至更为重要。例如,Park 等人[2002], Marculescu 等人[2003], Stanley‐Marbell 等人[2003]提出了一种针对电子织物(e‐textiles)的系统级解决方案。E‐textiles 是一种计算织物,可为消费电子和航空航天/军事应用构建大面积、柔性且可贴合的信息系统。
Marculescu 和 Marculescu [2002]提出了一种胶体计算模型,用于从不可靠元件中提取有效工作的机制。此外,提出了两种技术——代码迁移和远程执行,以在存在冗余的情况下提供适应故障的可行手段 Marculescu 等人[2003], Stanley‐Marbell 等人[2003]。
1.5 总结
随着柔性半导体材料的快速发展,TFT电路的性能在过去几年中显著提升,其环境稳定性问题也在很大程度上得到了缓解。在简要介绍柔性电子学之后,本章重点阐述了其与硅电子学的关键差异,以及面向可穿戴电子、个性化医疗和柔性显示器等新兴应用的电路设计所面临的挑战与机遇。尽管本文综述的主要目标是设计、电子设计自动化(EDA)和测试问题,我们还简要回顾了TFT技术、制造方法以及柔性光伏,以期为这一新兴领域提供更为全面的介绍。
2 大面积柔性电子制造方法
为了在大面积柔性基底上实现低成本的印刷电路,许多用于印刷报纸的图形化技术也可作为将功能材料(例如液相有机半导体)沉积到柔性基底上以形成所需图形的良好候选方法。这些图形化/印刷方法大多可在室温下使用,且无需任何真空室。然而,为了成功地将这些印刷技术应用于柔性电子,油墨制备中的诸多细节(如油墨黏度和表面张力)对印刷电路的最终质量起着关键作用。但此类问题的讨论超出了本文的范围。在本章中,我们将简要介绍三种被认为具有前景且适用于大面积柔性电子电路大规模生产的不同印刷方法。
2.1 喷墨打印
2.1.1 工作原理
用于制造柔性电子的喷墨打印系统,其基本原理与家庭或办公室用于纸张打印的喷墨打印机相同。如今的工业材料喷墨打印机可实现精度达和液滴尺寸为1皮升(pl)。一个典型的工业级材料打印系统的规格列于表2.1中。类似于纸张打印用的喷墨打印机,材料喷墨打印系统连接到一台计算机,该计算机控制打印头按照预定义图案进行移动。图 2.1显示了一个典型的喷墨打印系统的设置。适用的“油墨”种类繁多,范围从多种水基溶剂到可在干燥过程后形成互连电路的液相金或银纳米颗粒。压电晶体(PZT)是一种根据施加在其上的电势而发生膨胀或收缩的材料。在“按需喷墨(DOD)”喷墨打印系统中,通过向 PZT施加电脉冲,使其膨胀或收缩,从而将油墨从腔室经由喷嘴孔喷出形成液滴。这些电脉冲是由系统生成的
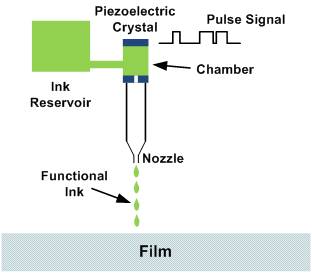
表2.1: 材料喷墨打印系统富士胶片[2008]的典型规格
| 系统占地面积(毫米) | 650 x 600 x 400 |
|---|---|
| 可打印区域(毫米) | 200 x 320 |
| 工作温度(◦C) | 环境 ∼ 60 |
| 墨盒容量(毫升) | 1.5 |
| 喷嘴数量 | 128(最大值) |
| 喷嘴直径(µm) | 20 |
| 液滴大小(皮升) | 1(最小值) |
| 精度(µm) | ±25 |
| 吞吐量(µl/s) | 5 |
来自计算机;因此,改变沉积图案类似于使用纸张打印的喷墨打印机打印不同的内容。根据基底的亲水性和溶剂的蒸发速率,沉积图案会彼此略有不同。为了提高喷墨打印系统的吞吐量,可以同时操作多个喷嘴以减少打印时间。例如,用于生产薄膜晶体管液晶显示器( TFT‐LCD)彩色滤光片的工业喷墨打印系统具有128个喷嘴协同工作,精度高达几十微米。
2.1.2 优点
增材工艺
喷墨打印是一种“增材”工艺,与硅电子制造中使用的“减材”工艺不同。例如,旋涂是一种常用的技术,用于在硅片上沉积材料(如光刻胶),并具有良好的均匀性。然而,在此过程中,仅有5%的材料保留在硅片上,而95%的材料被浪费,这不可避免地导致水污染问题。
另一方面,喷墨打印系统仅
在每个目标位置沉积所需量的材料,并且该过程使超过95%的材料保留在基底上。这种工艺不仅降低了制造成本,而且更加环保。
灵活性
通过更换墨盒中的油墨,我们几乎可以沉积制造柔性电路所需的任何材料。结合计算机对打印图案的精确控制,只要应用独特的位图文件,每个单独的电路都可以各不相同。因此,该技术非常适合一次性使用或 disposable 应用,例如票证或生物检测器;并且如果能够清除沉积图案,则使用后的器件还可实现可回收。
表面兼容性
由于该喷墨打印系统所使用的基底与沉积材料无相互作用,因此适用的基底几乎可以是任何表面,例如低成本塑料或纸张。另一方面,可打印区域可以小至一张名片,也可以大至一张海报。这意味着,对于同一套打印系统,我们能够为各种应用生产多种多样的电路或基底组合,并获得相似的印刷质量。
大规模生产可扩展性
对于喷墨打印系统,其喷嘴越多,生产印刷电路的速度就越快。只要打印的期望图案可以被划分为独立的段,多个喷嘴就可以同时沉积,协同完成期望图案。此外,如果不同的喷嘴连接到不同的墨盒,则可以在不同位置同时沉积不同类型油墨,甚至如果多个喷嘴在
同一位置沉积油墨时,可以将油墨混合在一起。因此,喷墨打印系统具有良好的可扩展性,可以从实验室使用扩展到大规模生产,例如TFT‐LCD 业务中的彩色滤光片制造。
2.1.3 缺点
交叉污染
由于喷墨材料处于液相,不同层之间的材料兼容性对喷墨TFT性能变得至关重要。必须特别注意,以避免已沉积材料与后续材料之间发生化学反应。TFT不同功能层之间的界面质量将直接影响其可靠性和性能。这也可能导致喷墨TFT性能下降(例如载流子迁移率 µ)。
无通孔工艺
在现代超大规模集成电路中,通孔用于垂直连接不同层的金属导线。
在印刷电子中制作通孔,需要一种能够蚀穿绝缘层而不损坏其他层的材料。通过以精确控制的方式增材式喷墨打印导电材料,可以制造出直径为几十微米的通孔,用于不同层之间的垂直互连。或者,我们可以使用CO2激光在绝缘层上钻孔形成通孔。然而,用这些方法制成的通孔质量较差(例如电阻率高)且尺寸较大。因此,制造需要多层通孔的复杂电路非常具有挑战性。
咖啡环效应
所谓的“咖啡环”可以在干燥的液滴中观察到。干燥的液滴不会留下均匀的斑点,而会在表面留下溶质沉积形成的环状物。这种现象是由于马兰戈尼流 Hu 和 G. [2006] 所致。这种咖啡环效应使得
沉积的材料(如导电聚合物)不均匀,并导致后续喷墨材料出现不平整的边缘。因此,必须仔细设计喷墨图案,使其平滑且笔直,以避免因咖啡环效应引起的不均匀性。
2.2 丝网印刷
2.2.1 工作原理
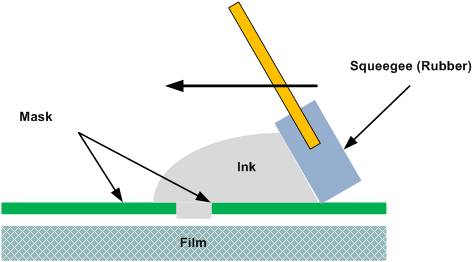
图2.2展示了利用“丝网”作为掩模来定义材料沉积所需图案的丝网印刷工艺。丝网印刷工艺包含三个要素:1)丝网,2)刮刀,3)油墨。
丝网用于将图像转移到基板上。刮刀通常由聚氨酯化合物制成,用于产生必要的流体动压,以推动油墨通过丝网。在印刷过程之前,油墨被涂覆在丝网上表面。在印刷过程中,如图2.2所示,丝网保持在基底上方略微悬空的位置,这被称为非接触间隙Clay‐pole [2004]。印刷时,刮刀下压使丝网与基底接触。刮刀的移动
在丝网表面施加压力,迫使油墨穿过丝网沉积到基板上。印刷过程结束时,刮刀被抬起并返回其起始位置。该技术已用于制造电子元器件的印制线路板(PWB)。图2.3显示了用于定义所需图案沉积的典型金属箔遮蔽掩模。
2.2.2 优点
灵活性
丝网印刷最大的优势在于其工艺的灵活性。丝网印刷方法既可用于洁净室条件下的小批量实验室样品,也可用于大批量工业生产。根据丝网的分辨率,丝网印刷可用于打印所需图案,精度可达
微米范围。油墨薄膜的厚度也可以从亚微米级到数百微米不等。
可打印油墨的广泛范围
与其他印刷技术对可打印油墨有特定要求不同,丝网印刷工艺可使用的油墨粘度范围很广,从0.5到50泊,而喷墨打印的粘度范围为0.01到0.012泊(数值越大表示粘度越高)。因此,大多数功能材料油墨均可用于丝网印刷,其分辨率和吞吐量取决于网版分辨率和油墨粘度。
2.2.3 缺点
溶剂吸收
由于大多数刮刀由聚氨酯化合物制成,当刮刀表面被磨损时,有机油墨材料可能会扩散到刮刀内部,导致刮刀发生硬化或软化,从而影响印刷质量。该问题可通过使用耐化学性更强的聚氨酯化合物来制造刮刀以解决。
刮刀弯曲
由于刮刀用于迫使油墨流动到基板上,因此其刚性必须能够承受施加在刮刀上的流体动力和拖拽力。另一方面,刮刀还必须具有足够的柔顺性,以吸收由基板和丝网表面粗糙度产生的应力。如果对刮刀施加过大的力,刮刀尖端将发生变形,从而导致流体动压发生变化,进而影响油墨转移 Claypole [2004]。已开发出多种刮刀设计,以增强刮刀尖端的耐用性,减少工艺变化。
2.3 凹版印刷
2.3.1 工作原理
凹版印刷系统由雕刻金属印版(雕刻滚筒)、包胶压印滚筒、称为 “刮墨刀”的锋利刀片以及墨槽组成。
系统设置如图2.4所示。雕刻滚筒被油墨润湿后,通过将基板(例如塑料)压向压印滚筒,可将期望图案或图像转移到基板上。在实际压印之前,刮墨刀会刮去雕刻滚筒上多余的油墨,仅留下凹陷部分的油墨,随后这些油墨将作为所需图案转移到基底上。由于凹版印刷工艺与其他印刷工艺相比更加稳健,并且可以实现非常高的吞吐量,因此已广泛用于杂志、邮票、折叠纸盒等的印刷。用于雕刻滚筒以创建所需图案/图像的方法包括:1)化学蚀刻,2)机电雕刻,以及3)激光雕刻。在这些雕刻方法中,机电雕刻是最常用的方法,而激光雕刻的雕刻速度是所有其他雕刻方法中最快的(∼10X)。
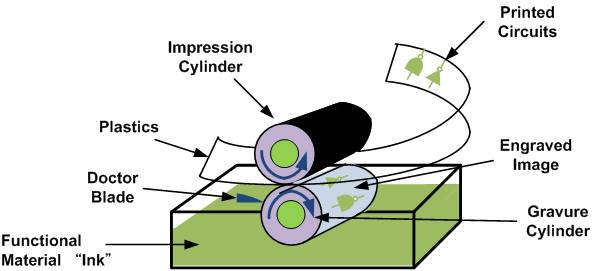
表2.2: 凹版印刷系统的典型规格 Brollier [2004]
| 凹版印刷 | 规格 |
|---|---|
| 薄膜厚度(µm) | 30 |
| 最小线分辨率(µm) | 50(典型) |
| 油墨黏度(帕·秒) | 0.05 ∼ 0.20 |
| 基底 | 纸张、纸板、塑料 |
| 速度(英尺/分钟) | 高达3,000 |
| 凹版印刷机成本(美元) | >$150,000 |
| 凹版滚筒成本(美元) | $1,000 ∼$10,000 |
| 典型套准公差(µm) | ±50 |
2.3.2 优点
一致性与高质量
由于凹版印刷工艺只需滚筒旋转即可完成,因此印刷质量易于控制,一致性也能得到保证。这一优势使得凹版印刷对表面粗糙度变化和油墨黏度具有较强的适应性,适用于大规模生产。
高吞吐量
表2.2 显示了凹版印刷系统的典型规格。印刷速度可达每分钟 3,000 张(fpm),而喷墨打印系统(∼ 5fpm)仅为个位数。
2.3.3 缺点
高资本投入
如表2.2所示,工业级凹版印刷机的资本投资较高。为较大的凹版印刷单元的每个墨槽注满油墨需要20至30加仑油墨。对于昂贵的设备而言,这是一笔不小的开支。
对于这些材料来说,这将是一笔相当大的成本。除了油墨成本外,雕刻滚筒的成本也不便宜(>$1,000),这对于需要频繁更新内容的应用来说将是一个重要因素。
缺乏灵活性
凹版印刷只能用于大批量印刷,因为在印刷前的准备过程(如填充油墨、滚筒雕刻和基板定位)需要耗费大量时间和成本。因此,凹版印刷不适用于通常需要频繁更换油墨和雕刻图像的实验样品。
大面积印刷的困难
为了在基板上印刷更大尺寸的图像/图案,必须相应地对滚筒进行雕刻。
然而,目前的雕刻技术(如化学蚀刻和机电雕刻)无法在保持分辨率的同时制作大尺寸图像。因此,这些图案必须被分割成较小单元,并在应用于雕刻滚筒时再进行组装。遗憾的是,这些组合后的图案通常并不连续。如果只要求粗略分辨率(例如印刷电路中的线路),这尚可接受;但在印刷晶体管的精细结构时,不平整的边和不够直的线条可能会导致晶体管之间出现较大差异。
交叉污染
由于晶体管的印刷需要由多个不同功能层组成的多层结构,同一基板将依次通过多个使用不同油墨的凹版印刷单元。在印刷过程中,基底与雕刻滚筒之间会发生物理接触,一种功能材料可能通过这种机制被带入另一种油墨中。
储液器。这会导致不同墨水储液器之间的交叉污染问题。如果材料的纯度会影响晶体管的性能,例如有机半导体材料,则这种交叉污染可能对制造出的晶体管造成有害影响。
2.4 总结
本章介绍了在大面积柔性基底上的三种低成本图案化方法。每种方法都有其优点和局限性,因此最佳选择取决于目标应用。对于早期产品或实验室样品的快速原型制作,喷墨打印和丝网印刷是可行的解决方案,具有低成本和灵活性的优点。对于大规模生产,喷墨打印受限于可协同工作的喷嘴数量,从而使其吞吐量限制在每分钟个位数的成膜数(fpm)。丝网印刷可以实现更高的吞吐量,但其图案分辨率通常受限于遮蔽掩模。使用丝网印刷制造精细特征(<10 µm)具有挑战性。
另一方面,凹版印刷可以实现更高的吞吐量(例如 >1000 fpm),但在微调方面灵活性较小。因此,它最适合用于射频识别标签和柔性显示器等大批量产品的规模化生产。
3 薄膜晶体管
薄膜晶体管(TFT)最早出现在20世纪60年代 Weimer[1962],曾与单晶硅MOSFET竞争。由于MOSFET技术的迅速发展以及高质量 TFT的一致性制造困难,TFT当时并未成为集成电路的有力竞争者。
然而,针对显示器应用的TFT研究从未停止。随着20世纪80年代和90年代TFT的大面积制造技术取得巨大进步,氢化非晶硅(a‐Si:H) TFT开始被广泛用于液晶(LC)显示器像素的大规模生产 Luo [1981], Matsuura 等人[1982]。除了a‐Si:H TFT外,由于消费电子领域对薄膜、低成本和柔性应用的强烈需求,各类TFT的研究近年来重新兴起。
随着有机材料和印刷技术的进步,第2章所述的低成本大面积印刷技术可用于制造TFT,作为标准洁净室制造的替代方案。主要类型TFT的关键特性在表3.1中进行了回顾。
表3.1: 不同TFT技术之间的比较
| 器件类型(TFT) | a‐Si:H | 金属氧化物 ∼ 150◦C | 有机材料 室温 |
|---|---|---|---|
| 工艺温度 | ∼ 200◦C | ||
| 工艺技术 | 光刻技术 | 卷对卷(r2r) | 卷对卷与喷墨 |
| 最小尺寸(µm) | 10 | 8 | 50 |
| 基底 | 玻璃/塑料 | 晶圆/塑料 | 晶圆/塑料 |
| 器件类型 | N型 | N型 | P型 |
| 供电电压(伏特) | 20 | 20 | 40 |
| 移动性(cm2/Vs) | 1 | 10 | 0.5 |
3.1 氢化非晶硅(a‐Si:H)薄膜晶体管
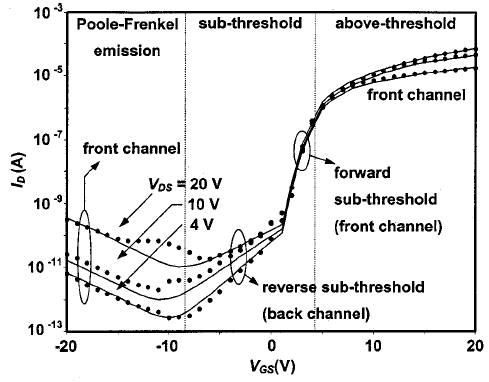
a‐Si:H薄膜晶体管的器件结构如图3.1所示。由于需要考虑与 TFT‐LCD显示器的结构兼容性,栅极位于底部。a‐Si:H薄膜晶体管表现为一个平行板电容器,通过在栅极端施加正栅极电压 VGS,可以在其中积累载流子(电子)。源极和漏极金属之间的导通电流取决于所施加的栅极电压 VGS。由于负电荷在靠近栅极端(非晶硅氢层的底侧)聚集,载流子必须穿过a‐Si:H层的垂直厚度,才能在源极和漏极端之间形成导电沟道。与晶体MOSFET相比,这不可避免地增加了沟道电阻并降低了导通电流。图3.2 Ser‐vati和Nathan[2002]展示了漏极电流(ID)在对数尺度下与施加的栅极电压(VGS)之间的典型关系。
对于栅极介电层,由于生长高质量SiO2层所需的高工艺温度超过了玻璃化转变温度Tg,因此通常采用等离子体增强化学气相沉积(PECVD)来沉积栅极介电层(SiNx)。这种介电层含有大量缺陷,能够捕获电荷,尤其是在a‐Si:H与SiNx层之间的界面附近,从而引起可靠性问题,这将在后面的章节中讨论。
3.1.1 器件基础 3.1.2 器件制造
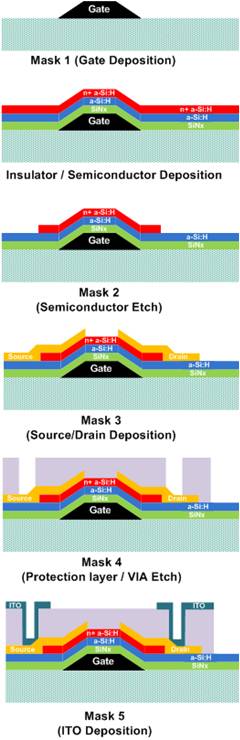
图3.3展示了一种典型的底栅a‐Si:H薄膜晶体管的五掩模制造工艺。掩模1用于定义由钨钼(MoW)制成的栅极金属。在栅极金属沉积之后,使用等离子体增强化学气相沉积(PEVCD)在绝缘体(SiNx)上进行沉积,因为该方法具有快速沉积速度,且无需高真空和高温工艺条件。SiNx也是一种钝化材料,对制造过程中使用的多种化学溶剂不发生反应。随后,通过掩模2在SiNx绝缘层上沉积半导体a‐Si:H层,再通过PECVD沉积重掺杂n型a‐Si:H层。该重掺杂a‐Si:H层的作用是在半导体a‐Si:H层与源/漏电极之间形成欧姆接触。接着,通过掩模3沉积由铝‐钕(Al‐Nd)构成的源/漏金属层。最后,在源/漏金属层上方再次沉积SiNx作为保护层。为了驱动显示像素,还将通过掩模5沉积一层由氧化铟锡(ITO)构成的透明金属作为最外层。有关 TFT‐LCD显示器制造的更多细节可参见其他文献(例如 Kagan 和 Andry [2003],Kuo [2004], Tai [2006])。
3.1.3 器件建模
a‐Si:H薄膜晶体管的漏源电流 IDS可根据偏压分为四个工作区域:强反型区、正向亚阈值区、反向亚阈值区和前亚阈值(Poole‐Frenkel)区,如图3.2所示。这些不同工作区域的详细信息可参见Servati和
Nathan [2002]。在强反型区工作状态中,当 VDS< αsat(VGS − VT H)时,薄膜晶体管工作在线性区,此时 IDS同时依赖于 VGS和 VDS;而当 VDS ≥ αsat(VGS − VT H)时,薄膜晶体管工作在饱和区,此时沟道漏极侧的可动载流子减少至零(夹断条件)。关于强反型区的方程为
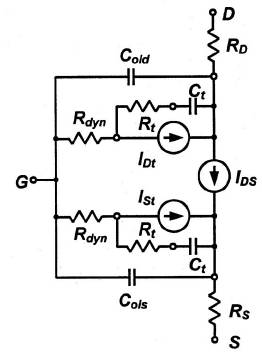
阈值、线性和饱和区可在公式3.1和公式3.2中找到。图3.4展示了适用于静态和动态特性的完整a‐Si:H薄膜晶体管模型。在此模型中, RS和 RD用于对源漏电极的接触电阻以及导电沟道的串联电阻进行建模。
其他电容和电阻则影响a‐Si:H薄膜晶体管的动态特性。
$$
IDS={µFET Ci W L(VGS − VT H − VDS 2αsat) · VDS} \quad (3.1) \quad when \quad VDS< αsat(VGS − VT H)
$$
$$
IDS={µFET Ci W L(VGS − VT H)^2 · αsat 2} \quad (3.2) \quad when \quad VDS ≥ αsat(VGS − VT H)
$$
其中 µFET是场效应迁移率, Ci是单位面积栅极绝缘层电容, VT H是阈值电压, α sat是饱和参数,通常为 α< 1。
3.1.4 退化机制
与单晶硅MOSFET不同,非晶硅氢薄膜晶体管(a‐Si:H TFTs)表现出一种由偏压引起的亚稳态现象,导致阈值电压(VT H)和亚阈值斜率(S.S.)随时间发生变化 Powell [1983],Jack‐son 和 Moyer [1987]。
这种电不稳定性由两种机制引起。第一种是栅极绝缘层SiNx层中的载流子俘获。这是由于PECVD生长的SiNx层具有高密度缺陷,当栅极经受偏置应力时,电荷容易被捕获。电荷最初被俘获在非晶硅氢/氮化硅氢界面(a‐Si:H/a‐SiNx:H boundary)的界面态中,随后热弛豫至绝缘层内部更深的能态。另一种导致该电不稳定的机制是在非晶硅氢层(a‐Si:H layer)或非晶硅氢/氮化硅氢界面处的点缺陷生成。在偏置应力作用下,弱硅‐硅键断裂形成硅悬空键,从而产生缺陷。这一现象类似于光生载流子导致悬空键形成的机制 Kuo [2004], Stutzmann 等人[1985]。这两种机制均会引起阈值电压的正向漂移 (∆VT H)。其中,电荷俘获机制在高栅极偏压和长时间应力条件下表现明显,而缺陷态生成则发生在较低应力电压和较短应力时间条件下。
3.2 喷墨打印有机TFT
3.2.1 器件基础
有机薄膜晶体管(OTFT)的器件结构有多种变体,如图3.5所示。由于有机半导体材料比绝缘材料脆弱得多,因此将半导体层沉积在绝缘层之上比相反方式更容易(Klauk [2006])。在底接触结构中,源漏电极沉积在绝缘体之上。由于导电沟道形成于半导体层的底部,距离源漏电极更近,因此接触电阻通常小于顶接触结构,如图3.5所示。另一方面,在
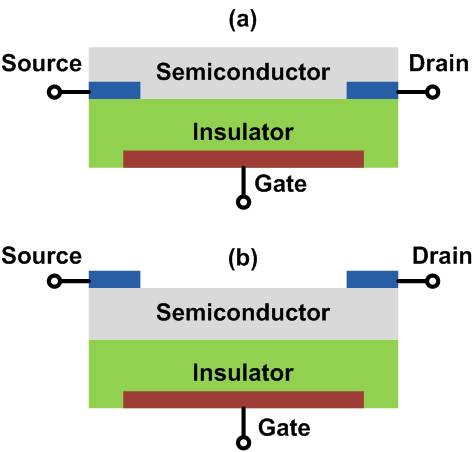 底接触;(b)顶接触。)
底接触;(b)顶接触。)
在顶接触结构中,源漏电极沉积在半导体层的顶部,这不可避免地导致源极和漏极端子之间产生较大的接触电阻。这种结构的优点在于有机半导体层与绝缘层之间的界面更清洁,有助于改善半导体层中有机分子的排列,从而提高导电性和载流子迁移率。
许多低成本印刷方法(如喷墨打印)可用于制造有机薄膜晶体管。
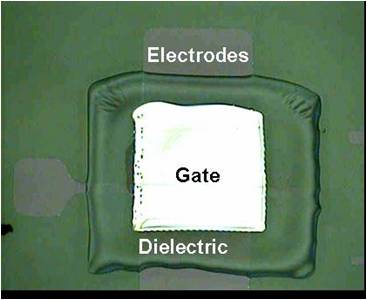
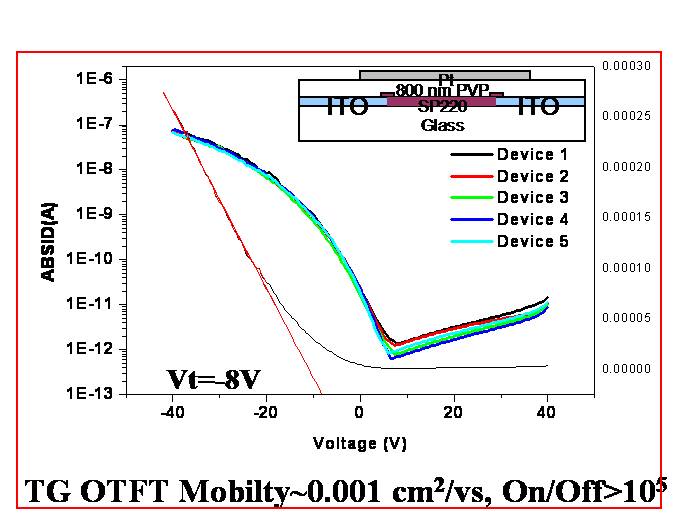
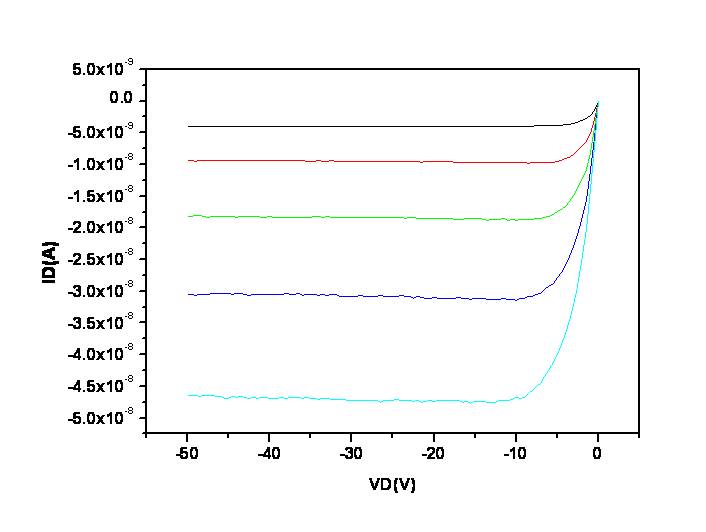
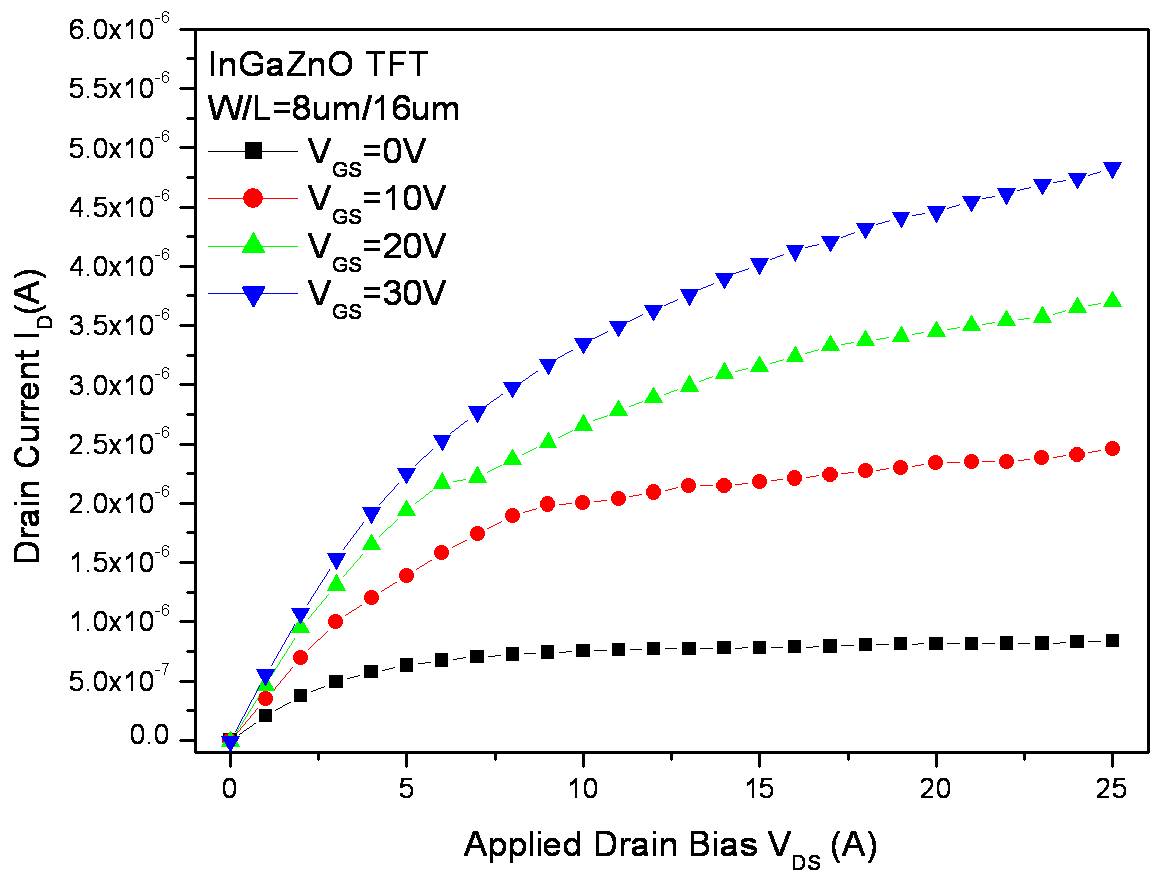
图3.6显示了喷墨打印有机薄膜晶体管(OTFT)的器件结构。图3.7中可以找到喷墨打印有机薄膜晶体管(OTFT)典型的漏极电流 IDS随栅极电压的变化曲线,而 IDS随漏极电压的变化曲线也在图3.8中给出。尽管有机薄膜晶体管中的电荷输运机制仍在积极研究之中,维森贝格和马特斯提出了一种广为接受的模型:维森贝格和马特斯 [1998]。
他们假设在陷阱的指数分布中变程跳跃是有机半导体中电荷传输的主要机制。该模型解释了有机薄膜晶体管中迁移率对栅极电压的众所周知的依赖性。当栅极电压增加时,注入的电荷载流子会填充半导体中更多的陷阱,从而使电荷俘获效率降低,并改善电荷输运。
3.2.2 器件制造
喷墨打印被认为是制造有机薄膜晶体管(
3 薄膜晶体管(续)
3.2.2 器件制造
喷墨打印被认为是制造有机薄膜晶体管(OTFT)的有前景的候选技术,并已被用于制造有机发光二极管(OLED)Hebner等[1998]以及全彩显示器Yokoyama[2003]。在这种特定的喷墨打印有机薄膜晶体管中,器件是通过使用材料喷墨打印机实现的,该打印机可达到20μ m分辨率,将不同的功能性和液相“油墨”沉积在指定位置。由于半导体材料(例如SP220)对环境空气(例如氧气和水蒸气)高度敏感,因此采用顶栅结构,其中栅极介电层沉积在半导体层之上,形成保护层,防止半导体层暴露于环境空气中。由于大多数适用于喷墨打印的可溶性材料为聚合物,且整个喷墨打印过程在室温下完成,因此半导体材料通常为非晶态,其载流子迁移率(0.001 cm2/vs)低于小分子有机材料。
3.2.3 器件建模
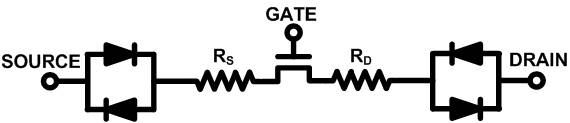
图3.9显示了有机薄膜晶体管的等效电路模型,其中仅示出了直流模型。
类似于a‐Si:H薄膜晶体管,有机薄膜晶体管可以被建模为一个平行板电容器,在积累沟道中以空穴(P型)作为载流子。有机薄膜晶体管的器件模型可以使用维森贝格和马特斯Vissenberg and Matters [1998]提出的渗流模型来描述积累沟道中的电荷输运。公式3.3描述了当 |VD| > |VG − VT|时饱和区的漏极电流 IDS,而公式3.4则描述了当 |VG − VT| ∼ 0时亚阈值区的漏极电流V Klauk [2006]。
$$
Iacc,1 DS= − µ0WCi L(2+ γ)[[[−VG+ VT]]2+γ −[[−VG+ VT+ VD]]2+γ]
$$
$$
Iacc ,2 DS= Iacc ,1 DS · min(1+ κ[[VD]], 1+ κ[[−VG+ VT]])
$$
$$
I acc,total DS = I acc,2 DS+ λ W 1 3 L([[VG − VT − VD]] · |I acc,2 DS |VD= V G −VT) 2 3 (3.3)
$$
$$
I sub DS= I0|VD|σ · exp[ln10 S[[VG − VT]]] (3.4)
$$
其中 µ0是载流子迁移率, Ci是栅极电容,W是栅极宽度,L是栅极长度, γ是迁移率指数, κ是线性修正参数, λ是沟道缩短项,S是亚阈值斜率的倒数, I0和 σ是拟合参数。
3.2.4 退化机制
有两种主要的不稳定性机制——电学不稳定性与化学不稳定性——可导致器件特性随时间发生偏移。例如,氧气是造成化学不稳定性的主要原因。氧气可作为多种半导体聚合物(如P3HT和PQT‐12)的掺杂剂,并会与半导体材料相互作用,改变其性质。目前已存在防止半导体聚合物暴露于环境空气中的封装方法,且已被证明在实际应用中可有效延长聚合物TFT的储存寿命。因此,化学不稳定性似乎是一个可解决的问题。
另一方面,由偏置应力引起的电不稳定性更难消除。在大多数有机薄膜晶体管(p型沟道积累器件)中,对TFT施加负栅极电压(即偏置应力)后,可观察到阈值电压(∆VT H)的负向漂移。电荷俘获是导致该现象的主要机制,且与 COX|VG − VT|成正比。电荷俘获可能发生在栅极介电层中、半导体‐介电层界面的局域态中,或半导体中的深能级态中。这些被束缚的电荷会屏蔽栅极电压对移动电荷的积累作用,从而降低导通电流Salleo和Street [2003]。PQT‐12聚合物薄膜晶体管的阈值电压漂移的解析模型如公式3.5所示。
$$
|∆VT| = A(VG − V 0 T) n · tγ (3.5)
$$
其中A、n和 γ为拟合参数, V 0 T表示TFT的初始阈值电压,t为偏置应力时间。
3.3 自组装单分子层(SAM)有机薄膜晶体管
3.3.1 器件基础
高工作电压是有机薄膜晶体管面临的主要挑战之一。为了探索低压操作能力,东京大学的一个研究团队已展示了可实现2V低压操作的有机薄膜晶体管
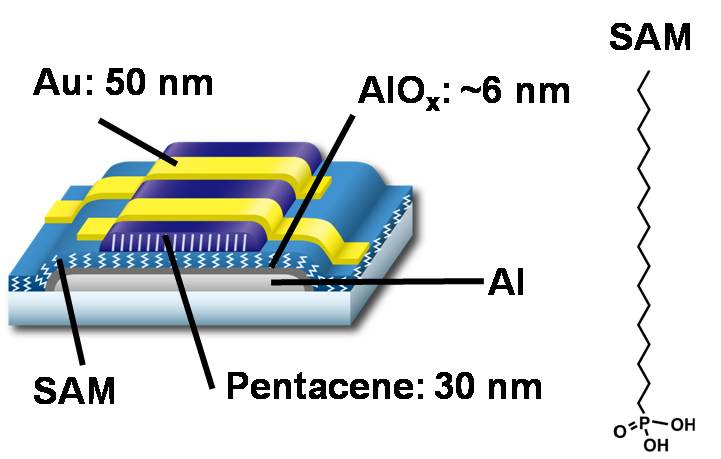
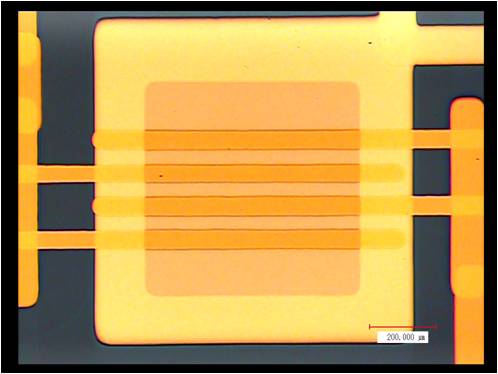
使用相同的电压源与0.18微米互补金属氧化物半导体集成电路( Ishida等人[2009])。自组装单分子层(SAM)介电质是一种有机溶液,有助于为有机薄膜晶体管形成高质量的半导体‐介电层界面。通过使用经SAM修饰的栅极介电层,可显著改善栅极漏电流,从而使得使用薄介电层成为可能。如图3.10所示,采用一层薄的(∼6纳米)热生长氧化铝 AlOX作为栅极介电层,并通过将整个基板浸入SAM溶液中形成一层薄SAM层来实现界面控制。然后在经SAM修饰的介电层上方热蒸发沉积空气稳定的有机半导体Pentacene。这种薄层栅极介电层可在不引入栅极漏电流问题的情况下实现低压操作(∼2伏特)。图 3.11显示了一个典型的多指SAM有机场效应晶体管,该晶体管用于构建将在第4章中讨论的集成电路。
3.3.2 器件建模
为了对基于SAM‐OTFT的电路进行电路仿真,已开发出基于 Verilog‐A的器件模型,可集成到主流电路仿真器中,如HSPICE和 Cadence Virtuoso。该模型源自场效应晶体管模型,并考虑了载流子
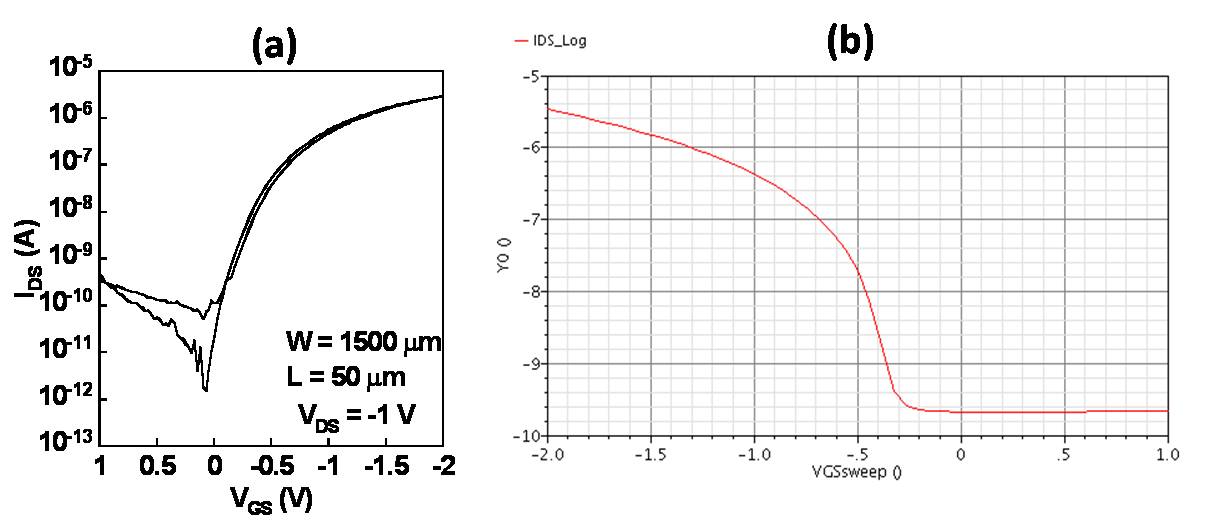
迁移率随栅极电压 VGS的变化关系。测量与仿真之间的 IDS和 VGS关系对比见图3.12。同样, IDS和VGS关系也可在图3.13中找到。为验证多指器件的模型,还采用了大尺寸自组装单分子层有机薄膜晶体管(W = 1500μm)进行对比,结果如图3.14和图3.15所示。迁移率随栅极过驱动电压(VGS−VT)的变化关系由公式3.6描述,饱和区漏源电流ISAT则由公式3.7给出。类似于硅基场效应晶体管,在饱和区,漏源电流IDS与过驱动电压呈二次关系,但与漏极
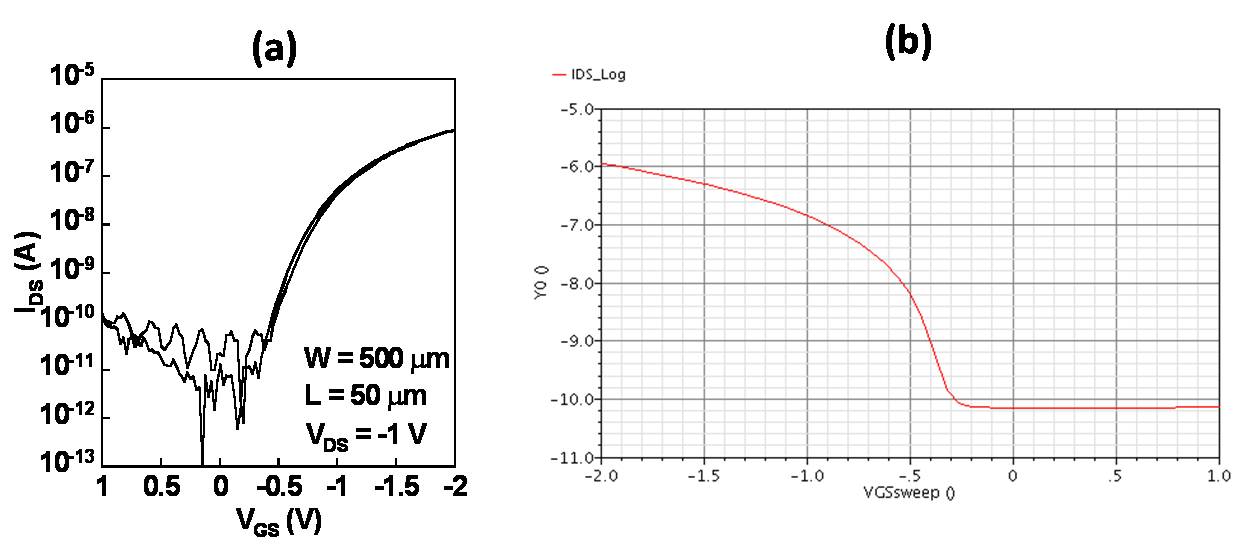 2V SAM OTFT的漏极电流 IDS随栅极电压 VGS变化的对数尺度图。(由东京大学染谷研究组提供);(b) 使用Verilog‐A的ID‐VGS SAM OTFT器件模型。)
2V SAM OTFT的漏极电流 IDS随栅极电压 VGS变化的对数尺度图。(由东京大学染谷研究组提供);(b) 使用Verilog‐A的ID‐VGS SAM OTFT器件模型。)
源极电压 VDS。在线性区,漏源电流 IDS依赖于 VDS,如公式3.8 所示。
$$
µ= µ0 · ∣ ∣VGS − VT|γ (3.6)
$$
$$
VGT E= S 2 ∣ ∣ ∣ ∣ 1+ VGS − VT S +√δ2+( VGS − VT S + 1) 2 ∣ ∣ ∣ ∣
$$
$$
ISAT= 1 2µCox W L V 2+γ GT E (3.7)
$$
$$
VDSE=[1+( µCox W L · VDS ISAT ) α] 1 α
$$
$$
IDS= µCox W L V 1+γ GT E ·(1+ λVDS VDSE ) · VDS (3.8)
$$
其中 VGT E是 VGS平滑函数,S、 δ和 α为拟合参数, µ0为迁移率前置因子, γ为迁移率指数,Cox为栅极电容, λ为沟道缩短项。
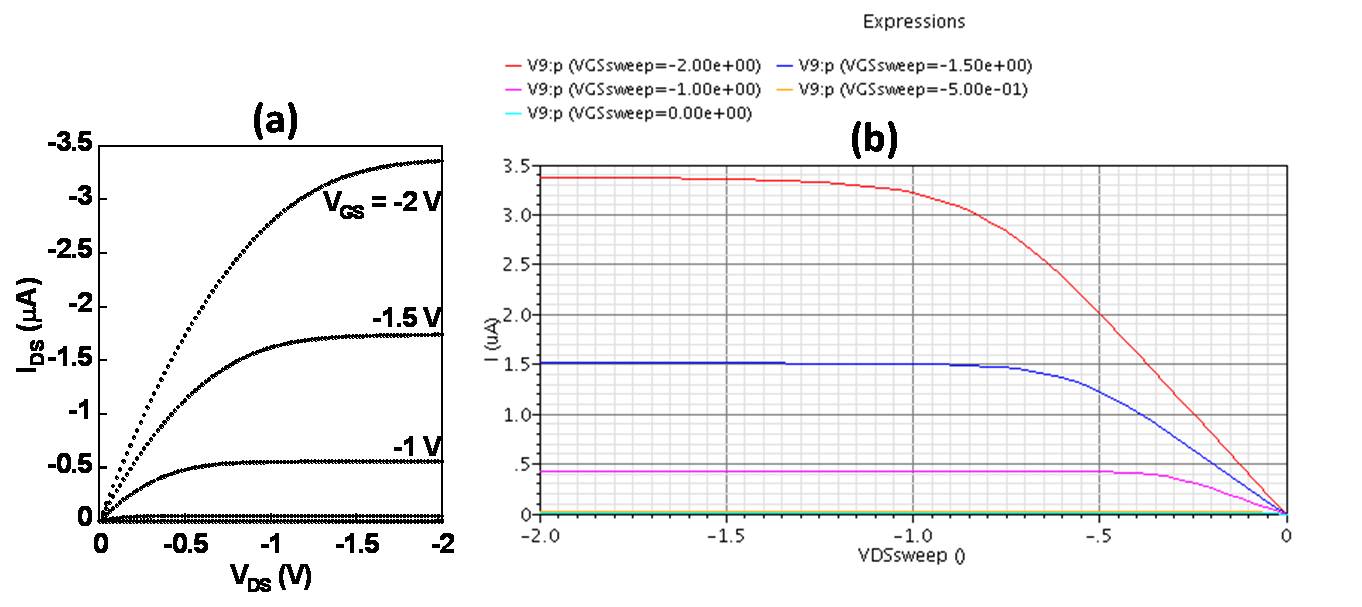
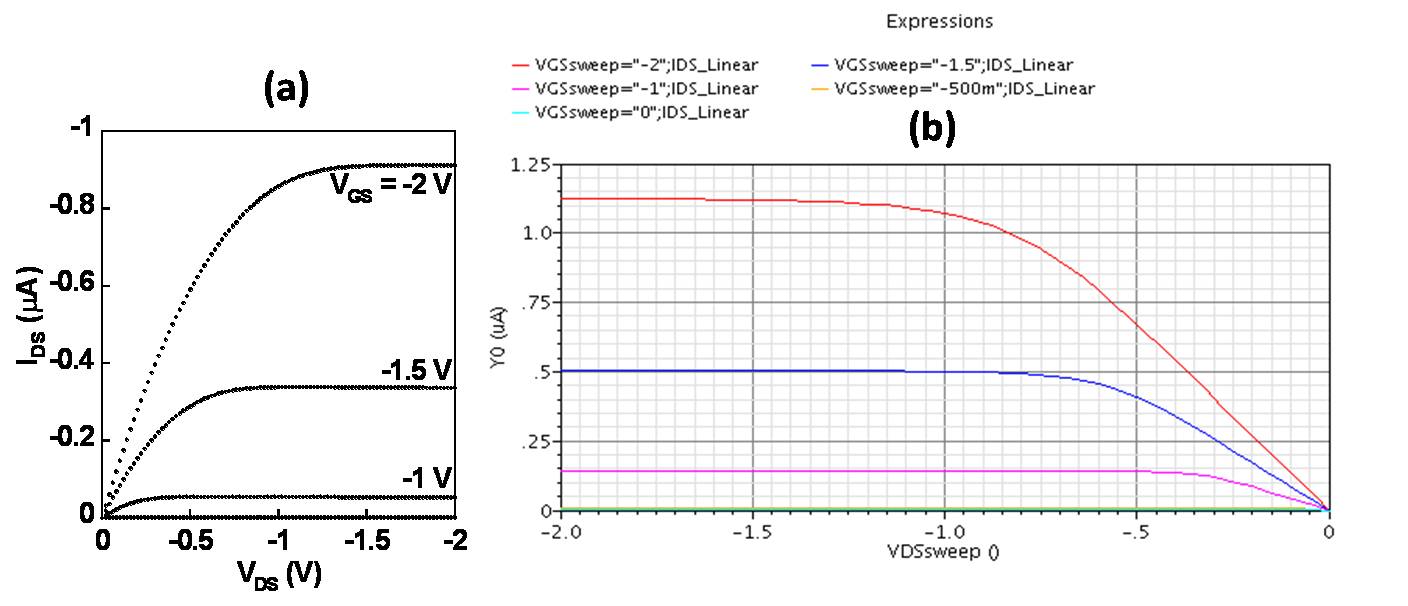 2V SAM OTFT的漏极电流 IDS随漏源电压VDS变化的线性比例图(由 东京大学染谷研究组提供);(b) 使用Verilog‐A的ID‐VDS SAM OTFT器件模型。)
2V SAM OTFT的漏极电流 IDS随漏源电压VDS变化的线性比例图(由 东京大学染谷研究组提供);(b) 使用Verilog‐A的ID‐VDS SAM OTFT器件模型。)
 2V SAM OTFT(W=1500 μm)的漏极电流 I D S 随栅极电压 V GS 变化的对数尺度图。(由东京大学染谷研究组提供);(b) 使用Verilog‐A的ID‐VGS SAM OTFT器件模型。)
2V SAM OTFT(W=1500 μm)的漏极电流 I D S 随栅极电压 V GS 变化的对数尺度图。(由东京大学染谷研究组提供);(b) 使用Verilog‐A的ID‐VGS SAM OTFT器件模型。)
 2V SAM OTFT(W=1500 um)的漏极电流 IDS随漏源电压VDS变化的线性比例图。(由东京大学染谷研究组提供);(b) 使用Verilog‐A的ID‐VDS SAM OTFT器件模型。)
2V SAM OTFT(W=1500 um)的漏极电流 IDS随漏源电压VDS变化的线性比例图。(由东京大学染谷研究组提供);(b) 使用Verilog‐A的ID‐VDS SAM OTFT器件模型。)
3.4 金属氧化物薄膜晶体管
3.4.1 器件基础
 )
)
图3.16显示了在低成本柔性基板(如聚酰亚胺塑料)上的IGZO薄膜晶体管。由于具备以下优势,IGO薄膜晶体管等金属氧化物薄膜晶体管正成为取代非晶硅氢薄膜晶体管在显示与成像应用中的有力候选者: 1)更高的载流子迁移率;2)更好的透明性;3)更高的可靠性。金属氧化物薄膜晶体管的载流子迁移率(∼10 cm2/Vs)高于非晶硅氢薄膜晶体管(∼1 cm2/Vs)。这意味着作为像素开关,它能够更快地切换,从而提供比传统非晶硅氢薄膜晶体管液晶显示器更高质量的动态图像或视频。此外,它还能提供更高的导通电流,以支持下一代有机发光二极管(OLED)显示器,这类显示器通常需要更高的驱动电流来实现比传统液晶显示器更好的对比度和动态响应。得益于半导体材料的宽带隙(∼3eV),大部分可见光可以穿过器件,使得ZnO和 IGZO薄膜晶体管等金属氧化物对人眼呈现透明性。这对于显示应用非常有利,因为金属氧化物薄膜晶体管可以提供更好的
 )
)
 )
)
开口率更高,使得更多的背光能够通过,因此与传统的非晶硅氢薄膜晶体管液晶显示器相比,在相同亮度下所需的光强度更低,这也能显著节省能量。阈值电压漂移(∆VT H)在非晶硅氢薄膜晶体管中较为常见,限制了其在显示像素之外更广泛的应用(其他应用如显示器的扫描驱动器需要精心的设计方式,以防止在短时间内发生显著退化)。
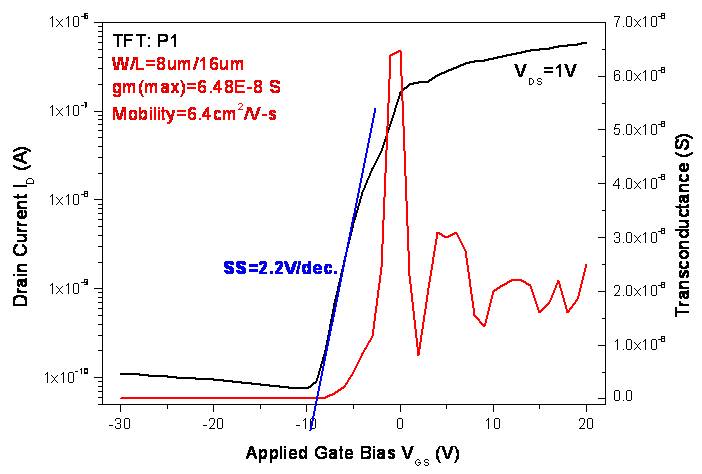
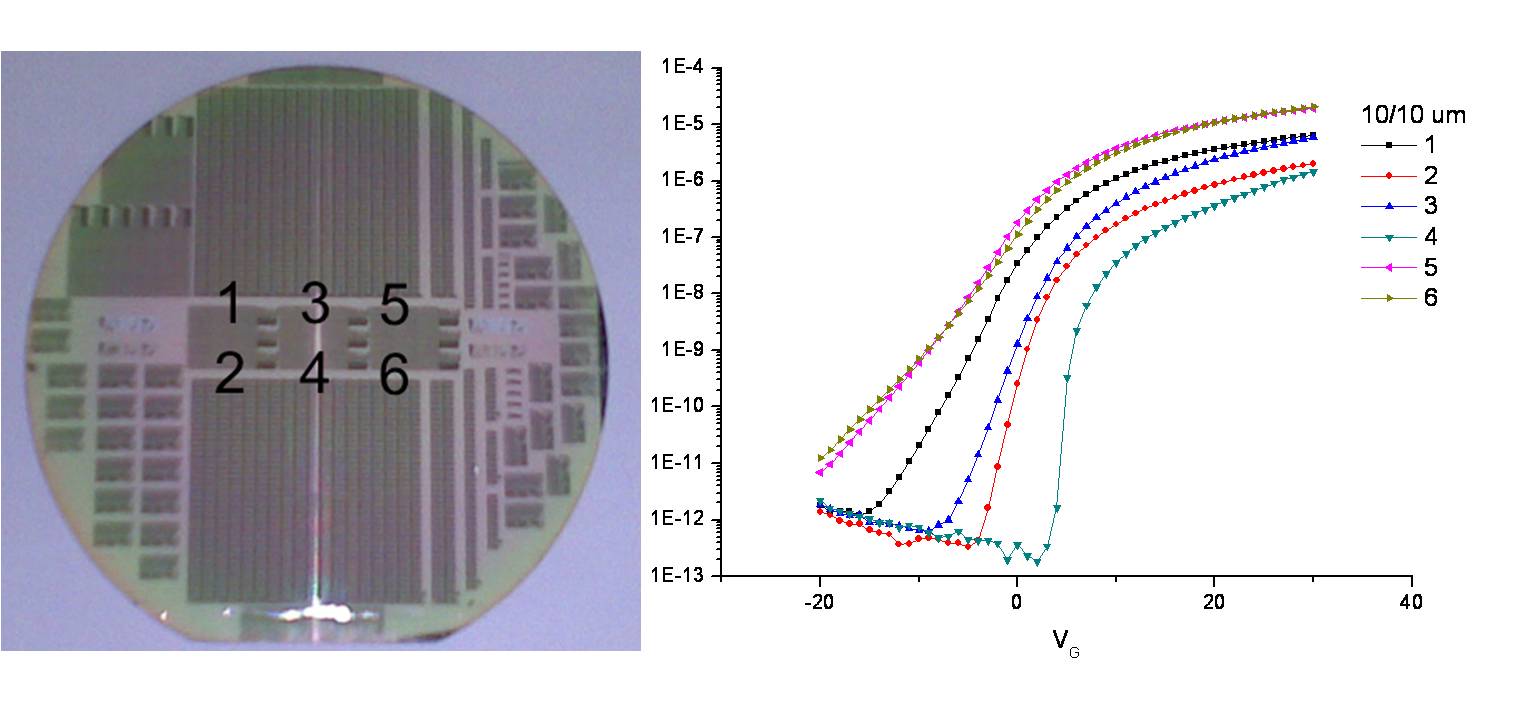
最近关于金属氧化物薄膜晶体管稳定性的报告Cross和Souza[2006], Oh等人[2008]表明,通过在器件制造过程中进行适当的处理(例如退火),金属氧化物薄膜晶体管可以表现出优异的稳定性,并满足可靠性要求。图3.17和图3.18展示了IGZO薄膜晶体管在对数尺度下
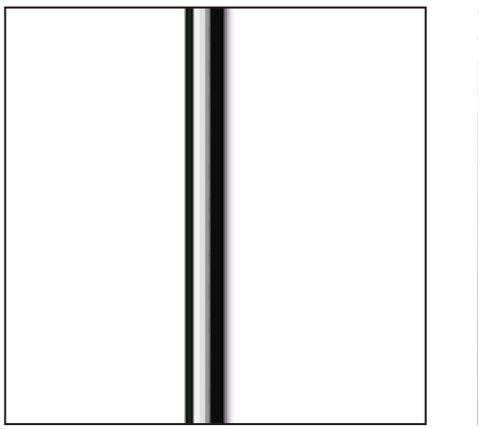
漏源电流(IDS)与栅极电压 VGS的关系,以及在线性尺度下与 VDS的关系。从图3.17可以看出,该测试器件的阈值电压 VT H略为负值,表明该薄膜晶体管是一种N型耗尽模式器件。6英寸晶圆形状塑料上 IGZO薄膜晶体管的均匀性数据如图3.19所示。
 )
)
3.4.2 器件制造
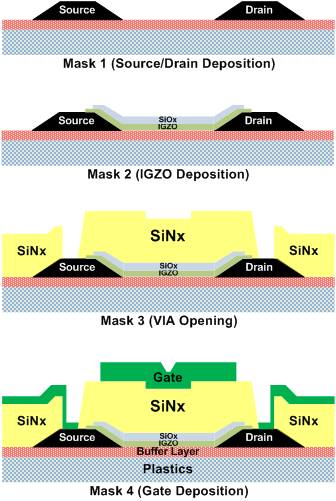
图3.20展示了IGZO薄膜晶体管的工艺流程。采用标准光刻技术来定义 TFT电路的所需图案。为了与聚酰亚胺和PET塑料等柔性基板兼容,通过使用低真空腔室的射频磁控溅射技术沉积栅极介电层和半导体材料(例如氧化锌和铟镓锌氧化物),将工艺温度控制在150摄氏度以内。
为了便于样品处理,首先将塑料衬底粘附到6英寸硅片上作为整个工艺步骤的基底。在电路制造完成后,该塑料衬底可从硅片上分离,而硅片则可重新用于下一批样品。
3.5 物理应力的影响
柔性电子会受到弯曲影响;了解机械应力期间和之后的TFT性能非常重要。
InGleskova等人[2002],评估了在25‐µm厚的聚酰亚胺薄膜上制备的背沟道刻蚀非晶硅氢薄膜晶体管的电学性能。这些晶体管通过弯曲或拉伸产生应变。向内圆柱形弯曲(图3.21a)产生压缩(负
 和向外弯曲 (b),以及中性应变位置 (c)。)
和向外弯曲 (b),以及中性应变位置 (c)。)
应变),而向外弯曲(图3.21b)产生拉伸(正应变)。另一方面,由于测试装置的设置,拉伸仅产生拉应变。图3.22a显示了在不同应变 (ε)下的相对迁移率(µ/µ0)—— µ和 µ0分别对应于施加应变下的线性迁移率和初始线性迁移率,而 ε的范围从‐0.01的压缩应变(弯曲半径为1.6 mm时)到0.002的拉伸应变。可以看出,迁移率在压缩下降低,而在拉伸下增加;对测量结果进行线性拟合得到
$$
µ/µ0= 1+ 26 × ε. (3.9)
$$
还得出结论,开启和漏电流没有发生变化。
Cheon 等人[2008]研究了在50‐µm柔性金属箔上制造的应变多晶硅TFTs的性能。图3.22b显示了应变对相对迁移率的影响;该趋势与Gleskova等人[2002]的结果相反,并可表示为
$$
µ/µ0= 1 −0.44 × ε (3.10)
$$
当应变为 |ε| ≤ 1%时,观察到阈值电压和栅极电压摆幅在机械应变下保持不变。在Münzenrieder等人[2011],的研究中,探讨了50‐µm聚酰亚胺薄膜上柔性IGZO薄膜晶体管的性能影响。在暗态测量条件下,测得的参数(包括迁移率、阈值电压和亚阈值摆幅)随施加的应变呈线性变化,应变范围从‐0.003(约9 mm弯曲半径)到0.003。其中,归一化的线性迁移率可表示为
$$
µ/µ0= 1.005+ 0.062 × ε. (3.11)
$$
请注意,当薄膜晶体管受到光照时,弯曲的影响会显著增加。
缓解机械应变引起的性能变化的一种方法是将TFT置于中性应变位置(Sekitani等[2005])。在Sekitani等[2005],的研究中,并五苯 FETs被制作在13‐µm厚的聚酰亚胺薄膜上,并用相同厚度的聚对二氯二甲基苯钝化层进行封装;这使得FETs位于中性应变位置(图3.21c)。
在弯曲半径小至2 mm时,压缩和拉伸应变下的移动性变化小于3%,与无封装层的情况相比显著降低。
3.6 总结
在本章中,我们将概述多种TFT技术,从传统的非晶硅薄膜晶体管、有机薄膜晶体管到透明金属氧化物薄膜晶体管,并讨论它们的器件特性、模型以及退化机制。一般来说,无机TFT技术(如非晶硅和金属氧化物薄膜晶体管)具有更高的载流子移动性、更小的特征尺寸以及更好的环境稳定性,但需要更高的工艺温度,且物理柔韧性不如有机薄膜晶体管。因此,这些TFT技术更适合用于对长期可靠性和精细特征要求较高的应用,例如消费电子产品中的高分辨率显示器,如电视、平板电脑和智能手机。有机薄膜晶体管通常具有更好的物理柔韧性和更低的资本投资
印刷设备。在TFT技术中,自组装单分子层有机薄膜晶体管的载流子迁移率比喷墨打印有机薄膜晶体管高出一个数量级或更高,但它需要采用真空沉积工艺来制备有机半导体材料。这不可避免地增加了制造成本并降低了吞吐量。针对适用于喷墨打印、且能够为可穿戴传感器和智能标签等新兴应用提供足够高性能的新有机材料的研究,已成为取得显著进展的活跃研究课题。
4 电路设计
薄膜晶体管(TFT)是柔性电子电路设计中的关键元件。然而,TFT面临的主要技术挑战包括缺乏互补型器件(Klauk等[2007],)、长期稳定性差(Gomes等[2004],)以及需要高电源电压。为应对这些挑战,研究人员在器件与材料工程方面进行了大量创新(Umeda等 [2007],、Ling等[2007],、Wager[2007]),以提升TFT性能。然而,在更高的设计抽象层次上,如电路、架构和系统级,相关研究投入相对较少,而这些层次对于解决上述挑战同样至关重要。本章介绍基于 TFT的电路设计的一些进展。尽管存在多种可用于构建柔性电路的 TFT技术,但本章重点讨论有机和金属氧化物TFT电路,因为近年来大多数研究工作都集中在这两类技术上,以应对电路设计中的挑战。
4.1 数字电路
传统的单类型数字设计风格,如二极管负载和电阻负载设计 Rabaey et al. [2003],由于其比率型逻辑特性,通常存在静态功耗高和噪声容限差的问题。在20世纪80年代,当PMOS尚未成熟以实现CMOS逻辑时,NMOS逻辑被广泛用于设计硅基数字电路 Rabaey et al. [2003]。
在过去十年中,多个研究团队提出了使用单类型TFT的反相器设计 Cantatore et al. [2007], Gamota et al. [2004], Myny et al. [2009, 2010],以解决这一问题,但这些设计通常需要特殊的TFT特性及调控手段(例如耗尽模式 Cantatore et al. [2007],、双栅极 Myny et al. [2010, 2011], 和双‐VT TFT结构 Nausieda et al. [2009])。
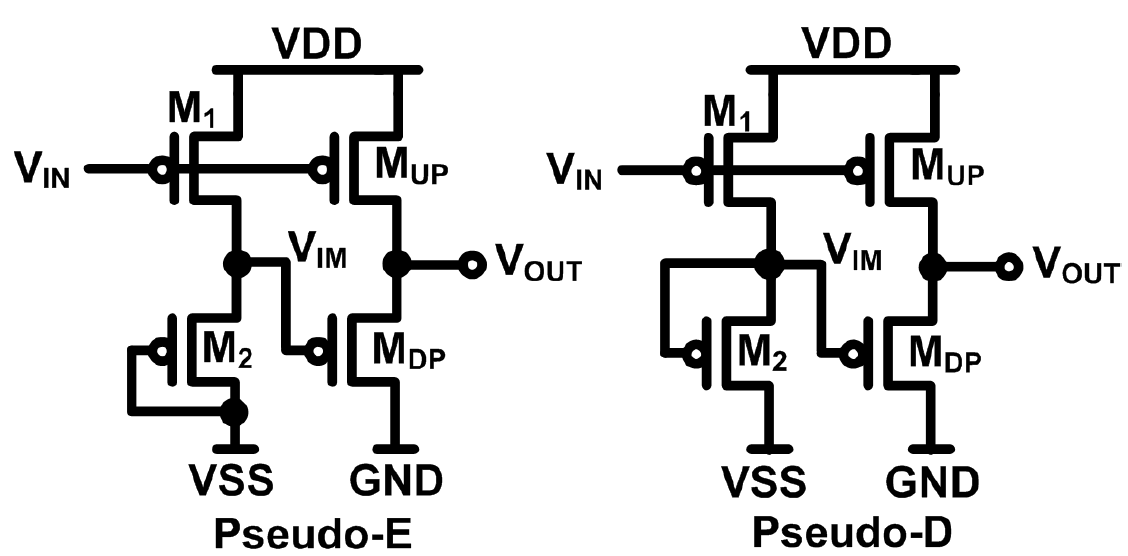
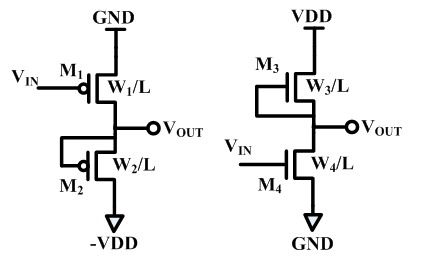
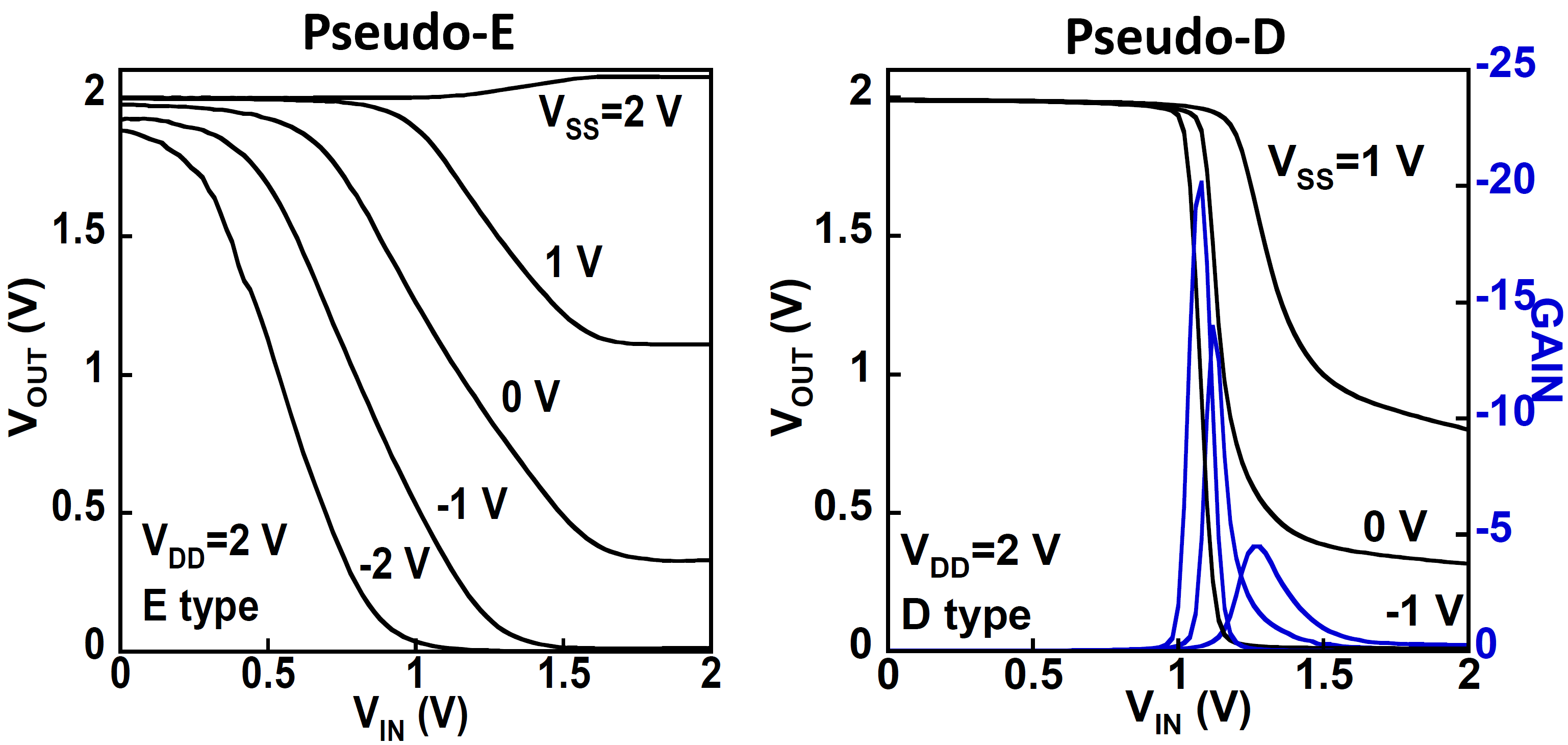
互补TFT反相器已通过p型和n型有机TFT De Vusser et al. [2006], Blache et al. [2009], Klauk et al. [2007] 或无机‐有机混合沟道集成 (例如n型溶液法制备的金属氧化物与p型有机半导体的组合)Oh et al. [2007], Myny et al. [2012, 2014]实现,从而为塑料膜上的微处理器等复杂数字电路 Myny et al. [2014]实现了低功耗和高噪声容限。为了在不增加工艺复杂度(如双栅极或双‐VT TFT)的前提下实现优异的噪声容限,一种新颖的设计风格伪CMOS Huang et al. [2011]被提出,该设计仅使用单类型单‐VT TFT,并在数字电路(如反相器)中内置电平移位器,通过调谐电压 VSS来调节 VT RIP (翻转点)。这一独特特性提供了多项优点,包括后制造可调性、更优的噪声容限以及更高的小信号增益 Huang et al. [2011], Ishida et al. [2011, 2013]。伪 CMOS 反相器的原理图及实测传输函数如图4.1和图4.2所示。伪 CMOS 反相器在有机电路中表现出创纪录的高小信号增益(>300),环形振荡器也展示了低压工作(0.5V)的能力 Fukuda et al. [2011], Yokota et al. [2012]。更多进一步分析可参见 Cantatore et al. [2007], Huang and Cheng [2009], Myny et al. [2010],Huang et al. [2011], Fukuda et al. [2011],Yokota et al. [2012]。
4.1.1 零栅源电压反相器
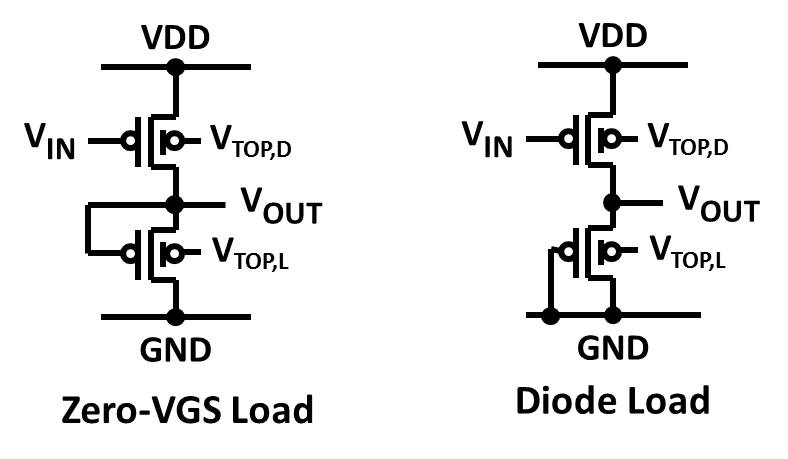
采用零VGS负载的反相器设计因其低功耗特性已被应用于Cantatore 等人[2007],和Myny等人[2008]的射频识别标签中。图4.3展示了仅使用P型或仅使用N型薄膜晶体管的零VGS反相器。为了增强下拉能力并改善非对称特性,这些P型薄膜晶体管被设计为具有正 VT,即 VT> 0V,输出电压由 W1与 W2之间的尺寸比决定。当输入电平为高(即GND)时,由于存在正 VT, W1和W2均导通,并因较大的 W2/W1 (W2»W1)尺寸比,输出电平逐渐被拉低至接近低电平(即‐ VDD)。当输入电平为低时, M1提供强上拉能力,将输出电平拉高至接近高电平。尽管该设计具有低功耗和结构简单的优点,但也存在以下缺点:1)由于非对称传输特性导致噪声容限较差;2)开关速度慢;3)需要对常开型薄膜晶体管进行 VT工程处理;4)输出电压电平依赖于W2/W1的尺寸比。
4.1.2 伪CMOS反相器
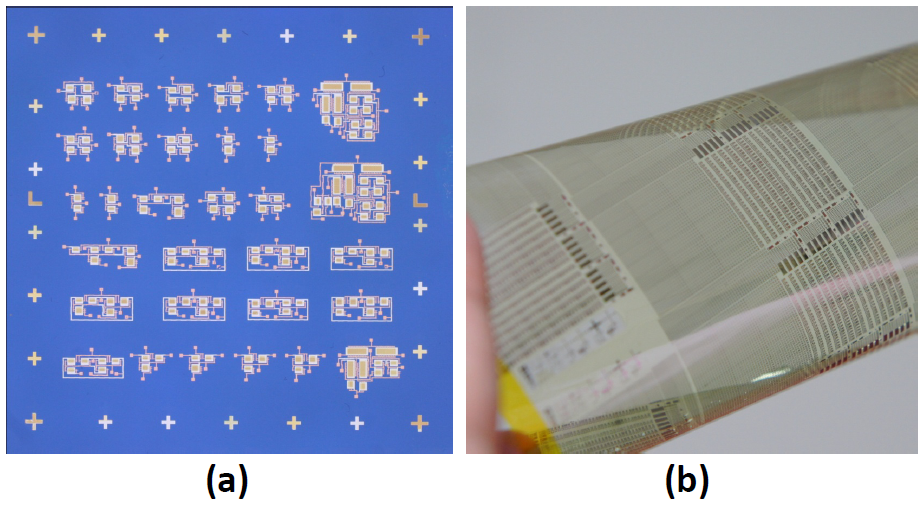
 硅片上的2V SAM有机薄膜晶体管和(b)塑料衬底上的透明IGZO薄膜晶体管中实现的伪CMOS电路。Huang等[2011])
硅片上的2V SAM有机薄膜晶体管和(b)塑料衬底上的透明IGZO薄膜晶体管中实现的伪CMOS电路。Huang等[2011])
图4.4展示了基于硅片上2V p型SAM有机薄膜晶体管和塑料膜上20V n型金属氧化物薄膜晶体管制造的伪CMOS单元库。这些薄膜晶体管的特性已在第3章中讨论。
在用于构建更大的数字构建模块(如分频器或二进制计数器)以构成完整系统时,例如Ishida等人[2011, 2013],所述,伪CMOS 具有高抗噪能力以及对工艺偏差的耐用性,可在低压操作下提供更优的电路良率。
4.1.3 双栅极反相器
由于大的工艺偏差在低成本印刷工艺中固有且难以减小,因此提出了新的薄膜晶体管结构,例如包含顶栅和底栅薄膜晶体管的双栅极有机薄膜晶体管,可在电路制造后仍控制VT Myny等[2010, 2011] ,这是一种提高整体电路性能的有效方法
在制造包含数千个有机TFT的大规模有机电路(如RFID标签或微处理器)时的良率。图4.5显示了采用零VGS和二极管负载的双栅逆变器。
底部栅极作为普通栅极端子,而顶部栅极则用作调节旋钮以控制 VT。
64位有机RFID在双栅二极管负载设计下最高可在4.3kb/s的数据速率下运行,在双栅零栅源电压负载下以522b/s的数据速率运行,电源电压为20V Myny等[2010]。
4.1.4 互补逆变器
虽然互补设计(即同时包含P型和N型器件)在现代硅基超大规模集成电路中占主导地位,但在柔性TFT电路中情况并非如此,因为两种类型的薄膜晶体管难以同时获得相当的性能和长期可靠性。例如,P型有机TFT相比其N型对应器件具有更高的载流子迁移率(∼ 10X)以及更好的长期材料可靠性。近期溶液法处理的N型金属氧化物TFT的进展使得将N型金属氧化物与P型有机TFT进行混合集成,从而实现大规模互补TFT电路成为一种有吸引力的解决方案,如InMyny等人所述。
4.2 模拟与混合信号电路
模拟TFT电路由于其模拟电路性能高度依赖于具有高参数变异性的 TFT打印工艺中的TFT特性,因此在本质上比其数字对应电路更具挑战性。在TFT技术中,模拟电路的关键设计参数如跨导 gm和截止频率 fT也因低载流子迁移率和大寄生电容而受到严重限制。为减轻工艺变化对电路性能的影响,已提出多种设计技术(Marien等[2010],、Xiong等[2010],、Abdinia等[2013],、Fuketa等[2013, 2014],、Raiteri等[2013])以及新型浮栅TFT结构(Ishida等[2011],、Yokota等[2012])。接下来,我们将重点关注模数转换器(ADCs)和运算放大器等关键模拟功能模块,以说明模拟TFT电路的最新进展。
4.2.1 模数转换器 (ADC)
在Huang等人[2008],的研究中,为了探索高速模拟和混合信号电路设计的可行性,实现了一种基于非晶硅薄膜晶体管的3位1.25KS/s闪速型模数转换器。该闪速型模数转换器架构因其在传感和显示应用中的快速转换速度而具有优势。比较器核心由伪CMOS锁存器构成,其高小信号增益相比传统的负gm比较器核心可提供更短的再生时间以及更好的信号分辨率。为了应对工艺变化导致的模数转换器性能偏差,采用了一种逐次逼近型(SAR)模数转换器 熊
等人[2010]提出了一种采用互补型有机薄膜晶体管反相器作为比较器核心、C‐2C架构用于数模转换器(DAC)以及外部FPGA实现逐次逼近寄存器逻辑的方案。通过为基于反相器的比较器核心采用双相操作,消除了静态偏移(在复位阶段将反相器输入端与输出端短接),从而缓解了器件失配对ADC精度的影响。该方案在10Hz采样频率下实现了最大DNL为‐0.6 LSB、最大INL为0.6 LSB的性能。全印刷式4位 ADC首次出现在Abdinia等人[2013]的研究中,基于40V有机互补 TFT实现。在本研究中,为了适应给定印刷TFT技术下的有限TFT良率,提出了一种简化型ADC架构,该架构由一个比较器、一个4位 R‐2R DAC和一个计数器组成。与熊等人[2010],类似,本工作中的比较器也采用了带有复位阶段的自偏置互补反相器以消除静态偏移。实验结果显示该ADC的采样率为2.05Hz,信噪失真比(SNDR)达到 19.6dB。
4.2.2 运算放大器
高增益运算放大器是诸如 ∆Σ ADC Marien等[2010]中的模拟功能模块的关键模拟组件。该运算放大器由三级差分放大器构成,采用共模反馈(CMFB)来消除由于器件失配引起的直流偏移,并通过自举增益增强实现约1kHz的3dB带宽和15dB的信号增益。然而,输入差分对因器件失配导致的输入偏移在此工作中未被解决。为了最小化差分放大器的输入偏移,提出并将浮栅(FG)有机TFT技术应用于有机运算放大器Ishida等[2011]。通过对FG有机TFT施加高的补偿电压,可以改变并最小化工艺偏差引起的差分放大器失配,如Ishida等[2011]中所展示。除了应用共模反馈(CMFB)或FG‐OTFT技术来解决输入差分对的直流偏移变化或器件失配外,自偏置反相器也可作为单端
高增益放大器。在Yokota等人[2012],的研究中,采用了一种基于伪 CMOS的自偏置反相器作为高增益放大器,实现了单级放大器在50赫兹下高达130 V/V(42dB)的信号增益。此外,该放大器的输入 TFT采用了FG‐OTFT技术,显示出将偏差降低20倍的能力。
4.3 总结
在本章中,我们展示了针对数字电路和模拟电路的几种设计方案。由于缺乏互补型TFT、存在大的工艺偏差以及低载流子迁移率,TFT电路的性能明显慢于硅电子学中的对应电路。尽管存在这些限制,TFT电路对于实现从柔性显示器到智能创可贴等应用的单片系统集成仍不可或缺。包括柔性传感器和硅芯片的异质系统集成,以及将图形从硅芯片转移到柔性基板,是实现柔性电子的其他替代方案。然而,这些替代方案的缺点是制造成本较高,并且在大面积电子应用中的可扩展性有限。
5 设计自动化与测试
电子设计自动化(EDA)在半导体产业的成功中起着至关重要的作用。
随着设计复杂性的持续增加,设计人员高度依赖EDA工具来解决定义明确且建模良好的设计问题,例如等价性检查、逻辑综合、物理设计和测试模式生成,从而使他们能够将更多设计精力用于应对新挑战,并专注于能够使其产品区别于其他产品的创新。
与CMOS电路相比,柔性电子易受工艺变化、随时间推移的性能退化影响,并且经常受到物理应力的作用。因此,有必要对当前 EDA工具进行适当修改,以更好地应对这些差异。
本章首先简要回顾CMOS设计、测试自动化流程以及柔性电子特性,然后概述柔性电子EDA,包括时序分析、单元布局、制造测试和电路优化。
5.1 设计和测试自动化的需求
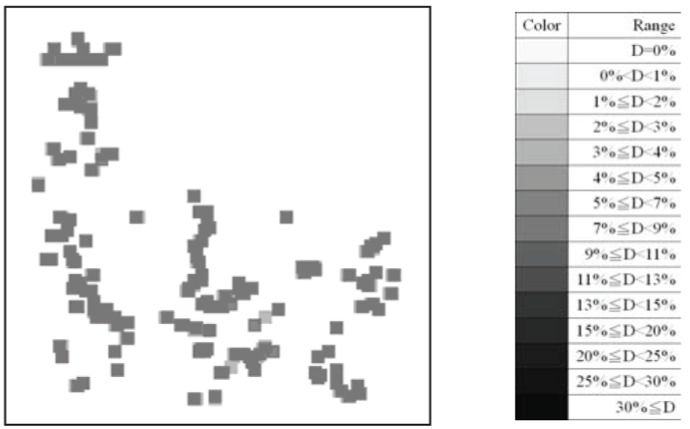
图5.1展示了数字CMOS设计的典型电子设计自动化流程(Wang等 [2009])。该流程始于设计建模与验证循环,直到设计模型包含必要的细节(例如寄存器传输级(RTL)设计)后,才进入逻辑综合阶段。
在逻辑综合阶段,通过互连数字构建模块(标准单元),包括基本门电路(或非门、与非门、反相器、D触发器等)和复杂门电路(与或非门、或与非门等),实现RTL描述所规定的逻辑功能。随后的物理设计阶段确定标准单元的位置,即布局,并实现指定的互连,即布线。
最终,布局信息被转换为GDSII流格式用于制造。从逻辑综合开始,整个流程已高度自动化。然而,通常还会将设计验证阶段获得的功能激励和响应纳入测试套件中,以提高制造测试质量。
目前,柔性电子的设计自动化水平较低,大多数工具用于设计常规结构,如显示像素电路、传感器阵列或扫描驱动器 Costa 和 Martin[1994]。对于这些应用,设计人员的主要精力集中在优化基本构建模块上,因此对自动化的需要通常
仅限于器件表征和电路仿真。
如今的TFT技术已经实现了高度集成的柔性电路,例如Lee等人 [2003],的Z80 CPU、Karaki等人[2005],的8位微处理器以及Bai等人[2008]的固定系数FIR滤波器。此外,Tarn等人[2010]报道了使用 TFT器件的模拟/混合信号电路。可以预见,未来将实现集成数字和模拟/混合信号电路与像素、传感器或光伏阵列的复杂柔性面板系统,而电子设计自动化(EDA)将是成功的关键。
在接下来的章节中,我们将讨论为应对柔性电子设计挑战而开发的电子设计自动化工具和方法。我们的讨论涵盖以下类别:
时序分析。 柔性电子适用于大面积应用,因为它们能够承受弯曲且单位面积成本较低。然而,物理应力会导致薄膜晶体管(TFT)移动性偏移,并最终可能导致大规模数字电路出现时序违规。Hsu等人提出 的静态时序分析器[2010]使设计人员能够分析潜在的由弯曲引起的时序违规并实施必要的修复。
布局。一种解决物理应力引起的时序违规的方法是考虑弯曲的单元布局(Liu等人[2011],;Lin等人[2013]),该方法将关键路径上的单元进行合理分布,以防止总延迟变化导致时序违规。
良率优化。 由于大的工艺偏差、老化和弯曲,确保柔性模拟/混合信号电路的高制造良率变得复杂。在Chen等人[2013, 2014],中,开发了电路优化技术以在存在工艺偏差和弯曲的情况下最大化新鲜良率和寿命良率。

















 81
81

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









