



松下FP-XH用pro7写的包膜机,给某为做的,已经出机 轴,结构化编程。 成序动作虽然复杂,但条例清楚,可读性强,手动,点动,产量,自动分块编写,思路清晰,是敩习松下pro7结构化编程和定位模块的最佳范例!
最近遇到一个超有趣的项目——松下 FP - XH 用 Pro7 编写的包膜机,而且还是给某大厂(这里就不点名啦,大家都懂的)做的,目前已经成功出机,真是成就感满满。今天就来和大家分享一下这个项目中的编程思路和一些关键要点。
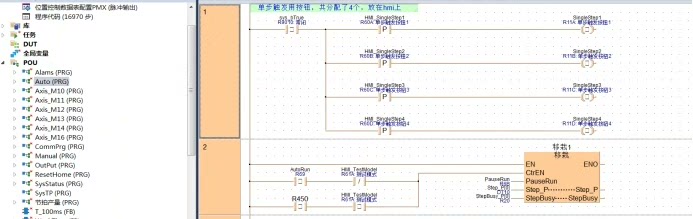
这个包膜机的轴控制涉及到结构化编程,别看整个程序动作复杂,但是条理那叫一个清楚,可读性超强。为啥这么说呢?因为它把手动、点动、产量统计以及自动部分分块编写,每个模块各司其职,思路清晰得很,简直是学习松下 Pro7 结构化编程和定位模块的最佳范例。
咱们先来说说手动部分。在 Pro7 编程里,手动控制轴的代码大概是这样的:
// 定义手动控制的变量
VAR
ManualAxisControl : BOOL; // 手动控制轴的标志位
AxisPositionSet : INT; // 设定的轴位置
END_VAR
// 手动控制逻辑
IF ManualAxisControl THEN
// 将轴移动到设定位置
AXIS_MOVE(Axis := 1, Position := AxisPositionSet, Velocity := 1000);
END_IF这里的 ManualAxisControl 是手动控制轴的标志位,当它为 TRUE 时,就会执行 AXIS_MOVE 指令,把轴 1 移动到设定的 AxisPositionSet 位置,速度设定为 1000 。这部分代码简单直接,清晰地实现了手动对轴的控制。
再看看点动部分,代码如下:
VAR
JogAxisForward : BOOL; // 轴点动前进标志位
JogAxisBackward : BOOL; // 轴点动后退标志位
JogVelocity : INT := 500; // 点动速度
END_VAR
// 点动控制逻辑
IF JogAxisForward THEN
AXIS_MOVE(Axis := 1, Relative := TRUE, Position := 100, Velocity := JogVelocity);
ELSIF JogAxisBackward THEN
AXIS_MOVE(Axis := 1, Relative := TRUE, Position := -100, Velocity := JogVelocity);
END_IFJogAxisForward 和 JogAxisBackward 分别是轴点动前进和后退的标志位。当 JogAxisForward 为 TRUE 时,轴会以相对当前位置前进 100 个单位的距离,速度是 JogVelocity 。后退逻辑类似,通过这种方式实现了轴的点动功能。
产量统计模块呢,相对来说就更偏向数据处理一些:
VAR
ProductionCount : DWORD; // 产量计数
ProductDetected : BOOL; // 产品检测标志位
END_VAR
// 产量统计逻辑
IF ProductDetected THEN
ProductionCount := ProductionCount + 1;
END_IF只要检测到产品(ProductDetected 为 TRUE),产量计数器 ProductionCount 就会加 1 ,简单高效地完成产量统计。
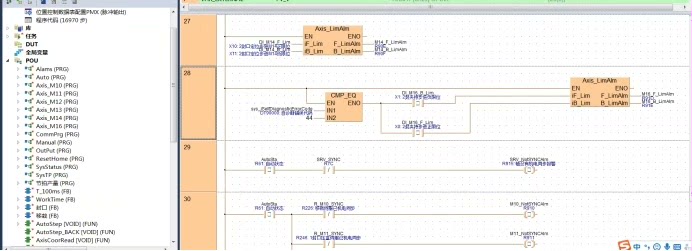
最后是自动部分,这部分涉及到轴的复杂定位和一系列动作配合,代码相对长一些,但也是按照结构化编程来的,就不全部贴出来啦。它主要是根据不同的工艺要求,协调各个轴的运动,实现包膜机的自动包膜流程。
总的来说,通过这种分块编写的结构化编程方式,不仅让程序结构清晰,方便调试和维护,也为学习松下 Pro7 编程以及定位模块的应用提供了非常好的思路。这个包膜机项目真的是把 Pro7 结构化编程的优势发挥得淋漓尽致,希望我的分享能让大家对这类编程有新的认识。

















 8718
8718

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









