



comsol短电弧加工 电火花加工 电弧加工 激光打孔最新版本 考虑相变 反冲压力 弱贡献
电弧加工和激光打孔这类热力耦合过程,搞仿真的兄弟都知道有多难搞。最新版COMSOL的活字招牌就是能把相变、反冲压力这些妖魔鬼怪打包处理,今天咱们就掰开揉碎了看看怎么用代码调教这些物理场。
先看相变这块硬骨头。材料从固态变液态再气态,热力学参数跟过山车似的。在材料节点里直接扔个分段函数最省事:
if(T<300[K], 7850[kg/m^3], //固态密度
if(T<1800[K], 7000[kg/m^3], //液态
0.5[kg/m^^3])) //气态但这招在相变区间会抽风,建议直接上相场法。弱贡献里加个相变潜热项,核心代码就三行:
test(H)*deltat - test(phi)*L*(f(phi)-f_old(phi))这里的phi是相场变量,H是焓。注意f(phi)要用双阱势函数,不然相界面扩散得亲妈都不认识。
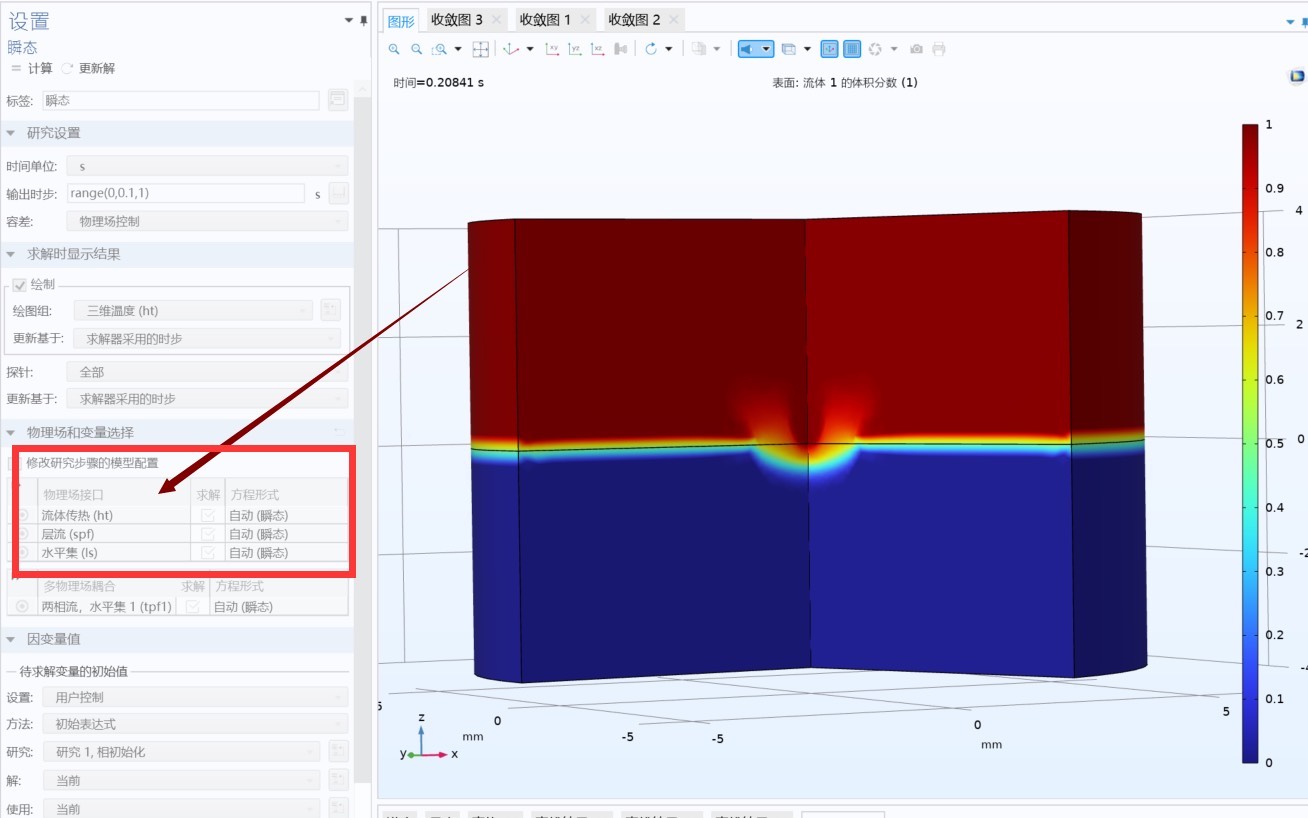
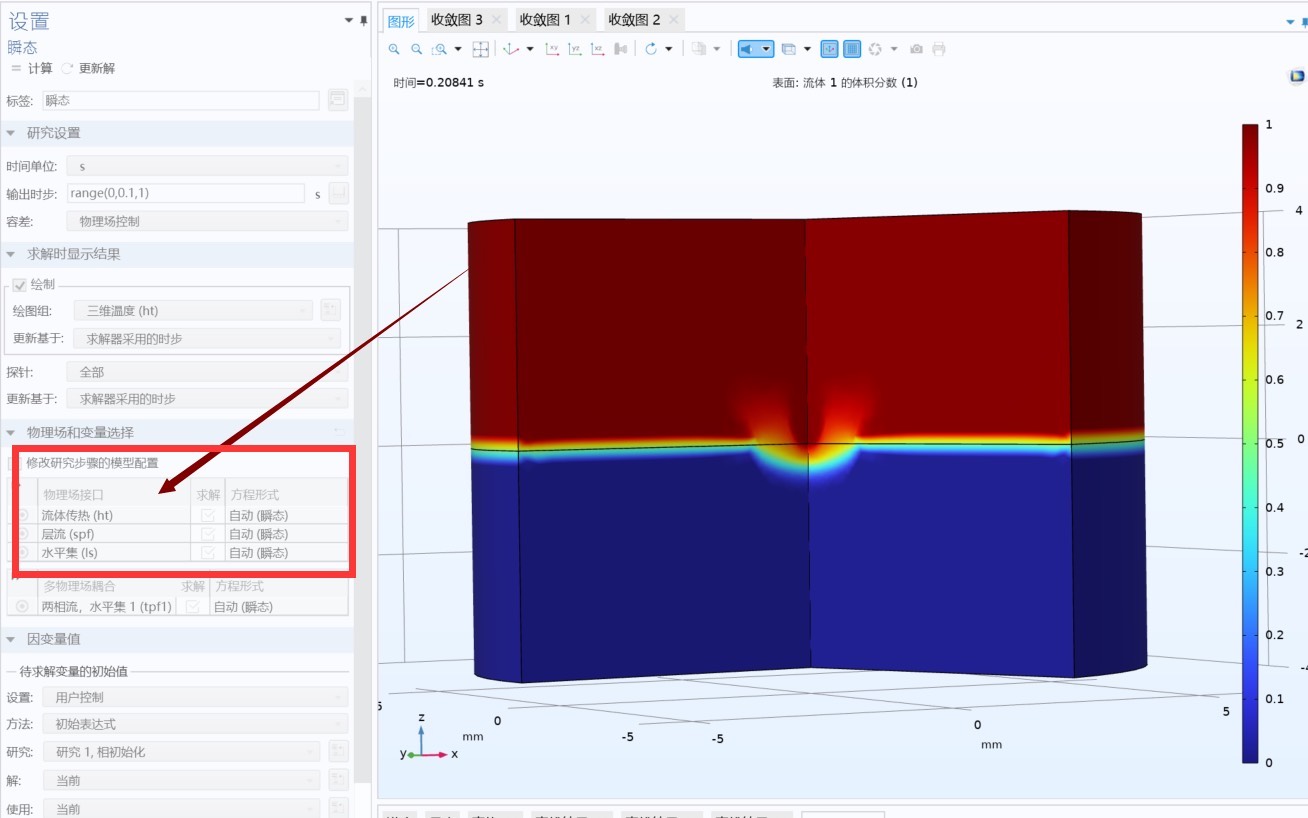
反冲压力更是个戏精,激光打孔时金属蒸汽产生的反冲力能把熔池压出波浪形。动量方程里得手动添加这个压力项:
F_recoil = p0*exp(-((x-x_spot)^2+(y-y_spot)^2)/(2*r_beam^2)) 重点是这个p0要和蒸发速率挂钩,建议在全局定义里搞个耦合变量,实时读取表面蒸发质量流率。
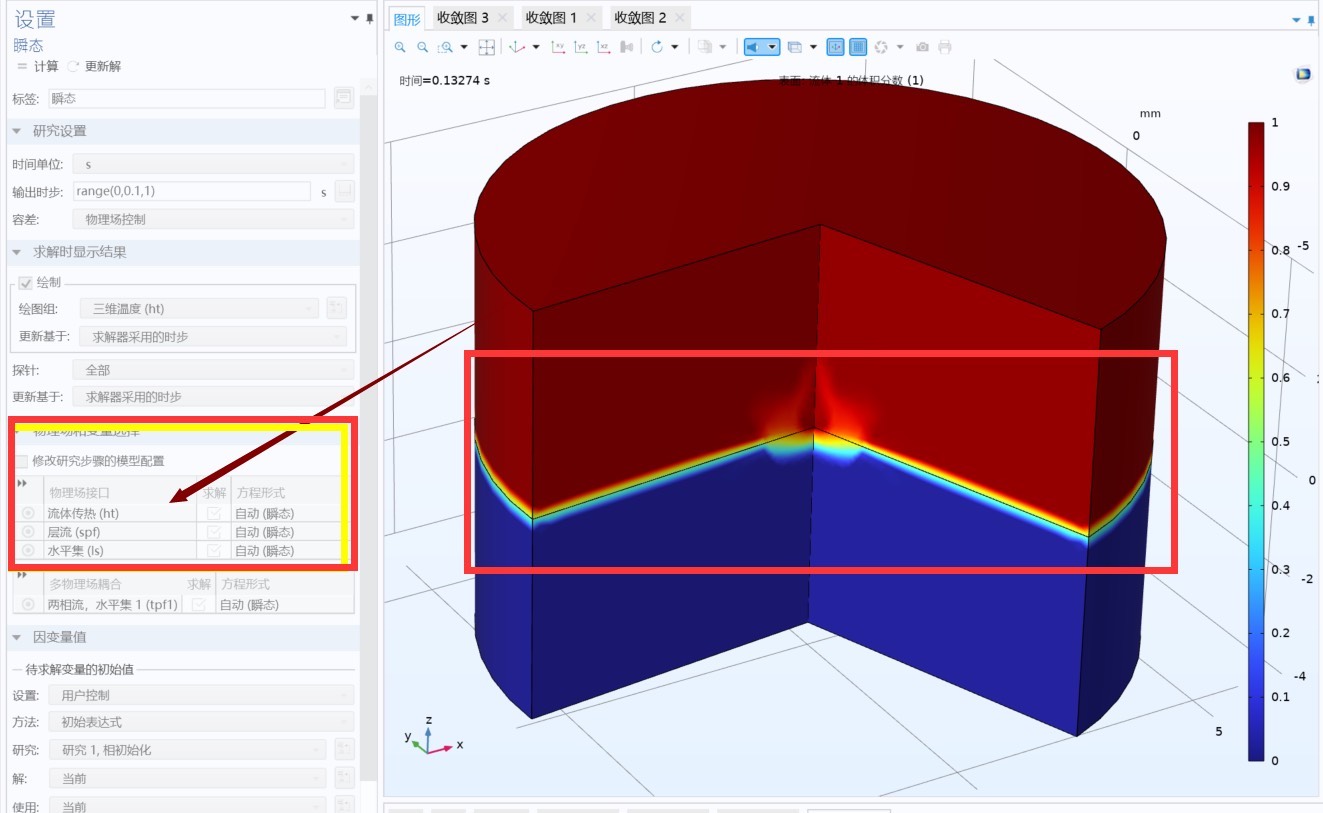
弱贡献的骚操作在于能绕过标准物理接口的限制。比如处理移动熔池边界时,在自由表面边界上这么写:
weak = -n*(gamma*kappa + F_recoil) kappa是表面曲率,gamma是表面张力系数。这行代码直接把表面张力和反冲压力打包送进NS方程,比用内置多物理场耦合灵活十倍。
最后来个真香警告:最新版新增的相变传热接口虽然省事,但遇到非等温相变还是得自己撸袖子改弱形式。建议先用官方模块搭框架,再在结果里右键"显示方程"抄作业,比直接硬刚效率高得多。

















 996
996

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









