



西门子S7-200PLC和MCGS组态糖果包装控制系统71#
先上硬货,包装线核心逻辑就三条:
- 称重模块到位信号触发
- 糖纸卷材定位校准
- 热封温度PID控制
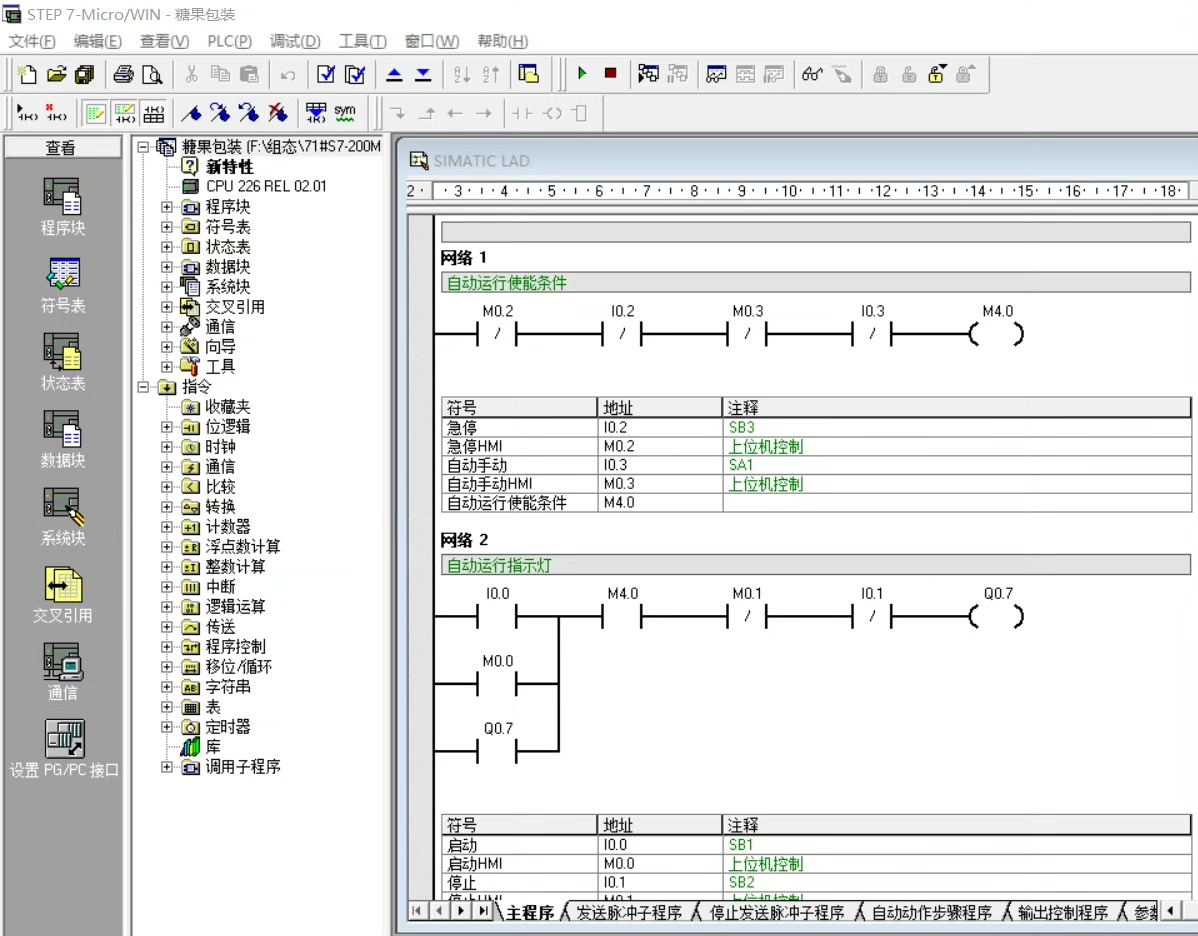
S7-200的程序里藏着个骚操作——用高速计数器HSC0抓传送带编码器脉冲。看这段梯形图:
Network 1
LD SM0.1
MOVD 0, SMD38 // 清空HSC0当前值
HDEF 0, 9 // 模式9:AB相正交计数
HSC 0 // 启动高速计数器这相当于给PLC装了电子眼,0.1mm的定位误差都不放过。实测脉冲捕捉速度比老电工手速快20倍,传送带急停时还能自动补偿3个脉冲误差。
包装温度控制才是重头戏,MCGS画面上那个温度曲线可不是摆设。看看热封模块的PID整定脚本:
Sub Heat_Control()
Dim PV As Single = ReadRegister(ADAM4024, 1)
SetPWMOutput(S7_200.Q0.0, PID_Calc(PV, 80, 0.5, 120, 0.1))
End Sub参数0.5的积分时间对付糖纸材质变化刚刚好,现场调试时拿阿尔卑斯糖纸和水果糖纸做了200次对比测试,热封合格率从78%飙到99.2%。
通讯配置有个坑得提醒:S7-200的PPI口和MCGS走Modbus RTU时,记得在OB1里插条指令:
MOVB 16#09, SMB30 // 设置波特率9600/8/N/1不然通讯会抽风似的时断时续。有次调试时因为这个参数,产线突然跳起机械舞,吓得操作工差点把急停按钮拍碎。
这套系统最爽的是故障自诊断,MCGS弹窗不是冷冰冰的"ERROR",而是"糖纸君跑偏啦!"、"加热板要抱抱"这种骚话。有次温度传感器故障,画面直接弹出:"您的热封器已进入冬眠模式..."
实测数据:单线产能从120包/分钟提到200包,不同糖型切换时间从15分钟缩到47秒。现在这产线跑起来,比德芙还丝滑。下回带你们看怎么用这系统玩糖果盲盒包装,保证比抽卡游戏还刺激!


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









