



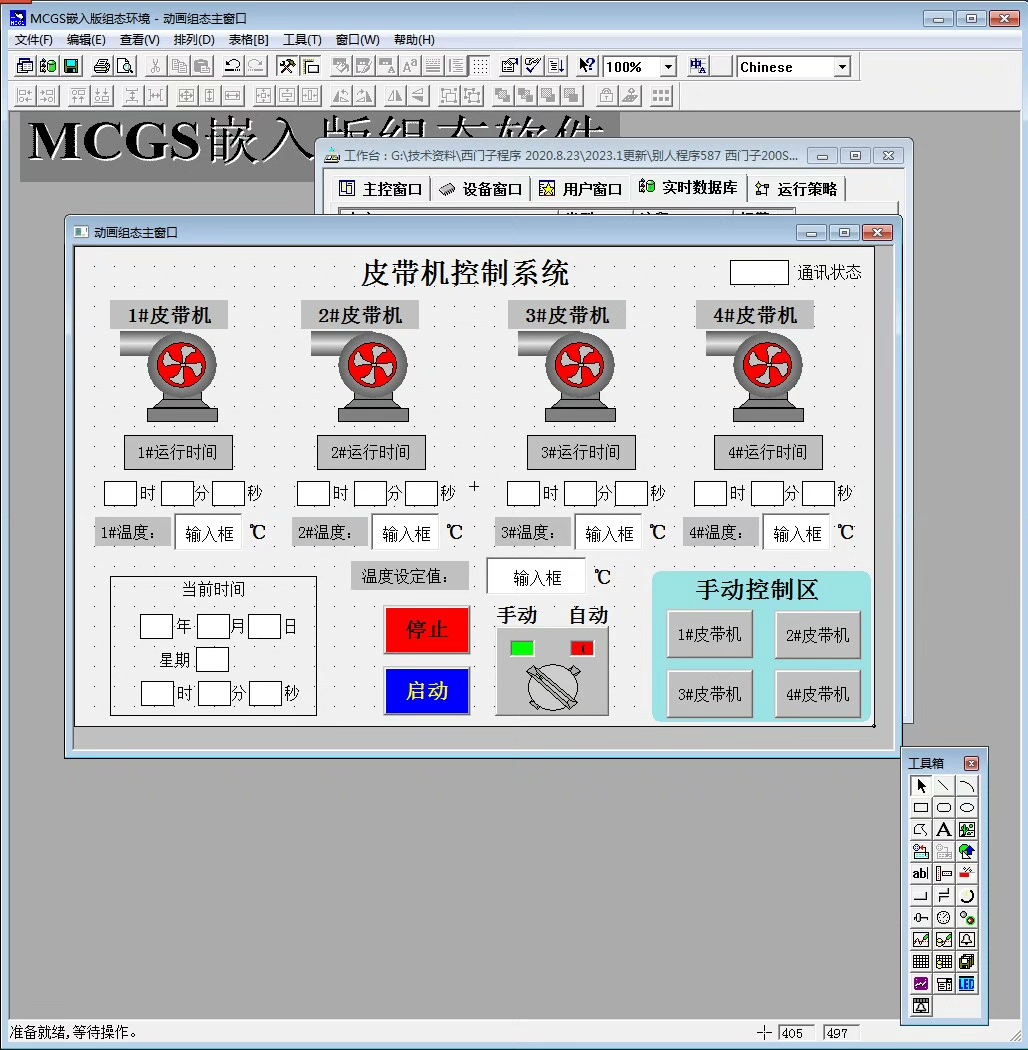
plc程序触摸屏设计,皮带机顺启逆停,运行计时控制系统。 西门子200smart、昆仑通态触摸屏 编程说明: 程序分手动模式与自动模式。 手动模式: 上位机模拟手动随意启停1号、2号、3号、4号皮带机(均采用单按钮)。 自动模式: 1.触摸屏上选择自动运行模式,当4部皮带机电机温度80℃以下(触摸屏上输入框里设置)时: 按下一键启动后1#皮带机启动运行,1#皮带机运行3秒后,2#皮带机启动运行,2#皮带机运行4秒后,3#皮带机启动运行运,3#皮带机运行5秒后,4#皮带机启动运行。 按下停止按钮后,4#皮带机停止运行,4#皮带机停止运行2秒后3#皮带机停止运行,3#皮带机停止运行4秒后2#皮带机停止运行,2#皮带机停止运行5秒后1#皮带机停止运行。 2.当4台皮带机电机温度超过80℃时(上位机上输入框里设置),4台皮带机均不能自动启动运行 3.自动模式下,4台皮带机分别显示累积运行时间(秒、分、时) 不论选择手动、自动那种模式,PLC上电,触摸屏显示PLC当前时间(年、月、日、时、分、秒、星期)。 PLC输入、输出点、数值显示与设置,均在上位机上组态。 标价为200smartplc程序和昆仑通态mcgs组态程序。
最近做了一个超有趣的项目,是关于西门子200smart和昆仑通态触摸屏的PLC程序设计,实现皮带机顺启逆停以及运行计时控制。今天就来跟大家分享一下这个过程😎
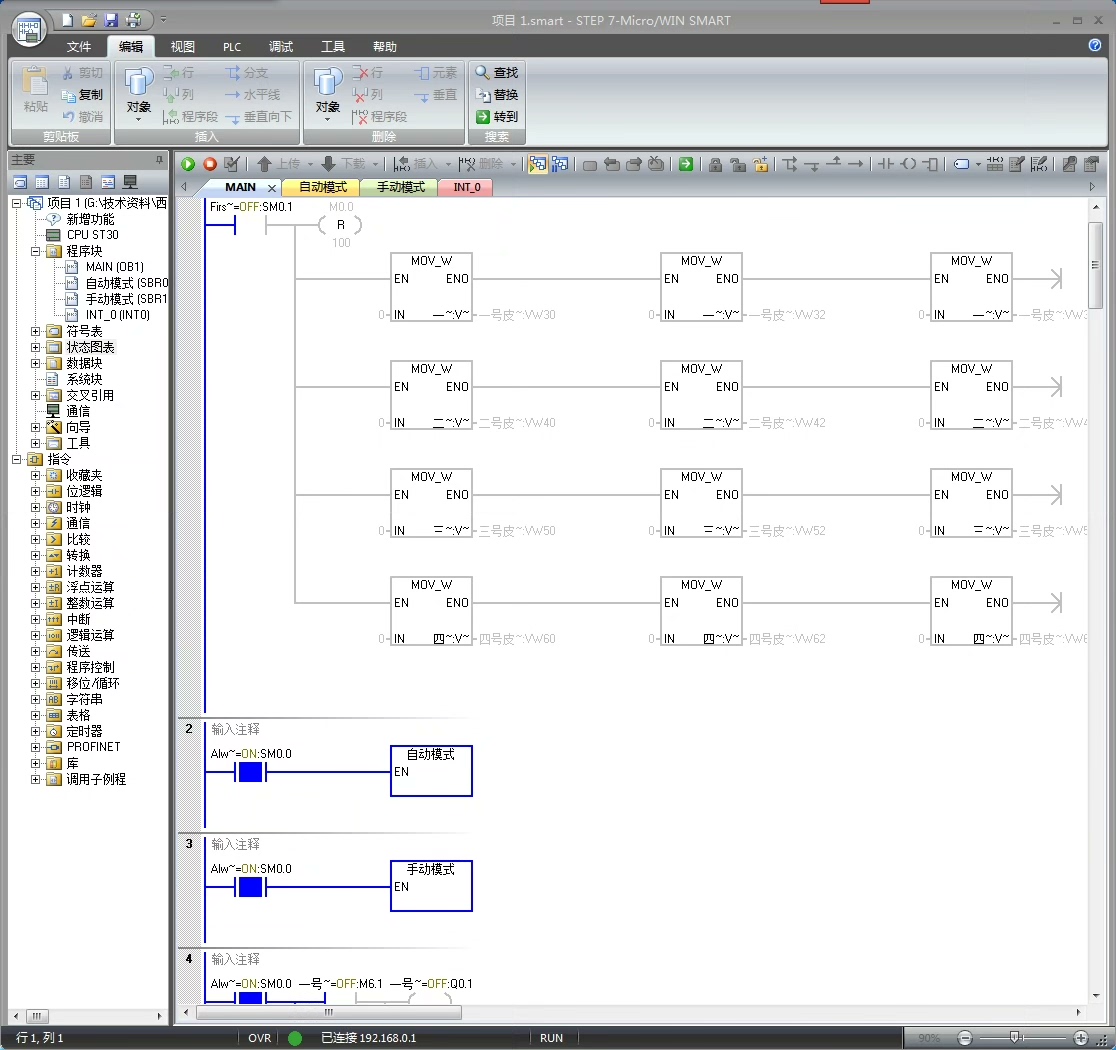
编程说明
程序分为手动模式和自动模式。
手动模式
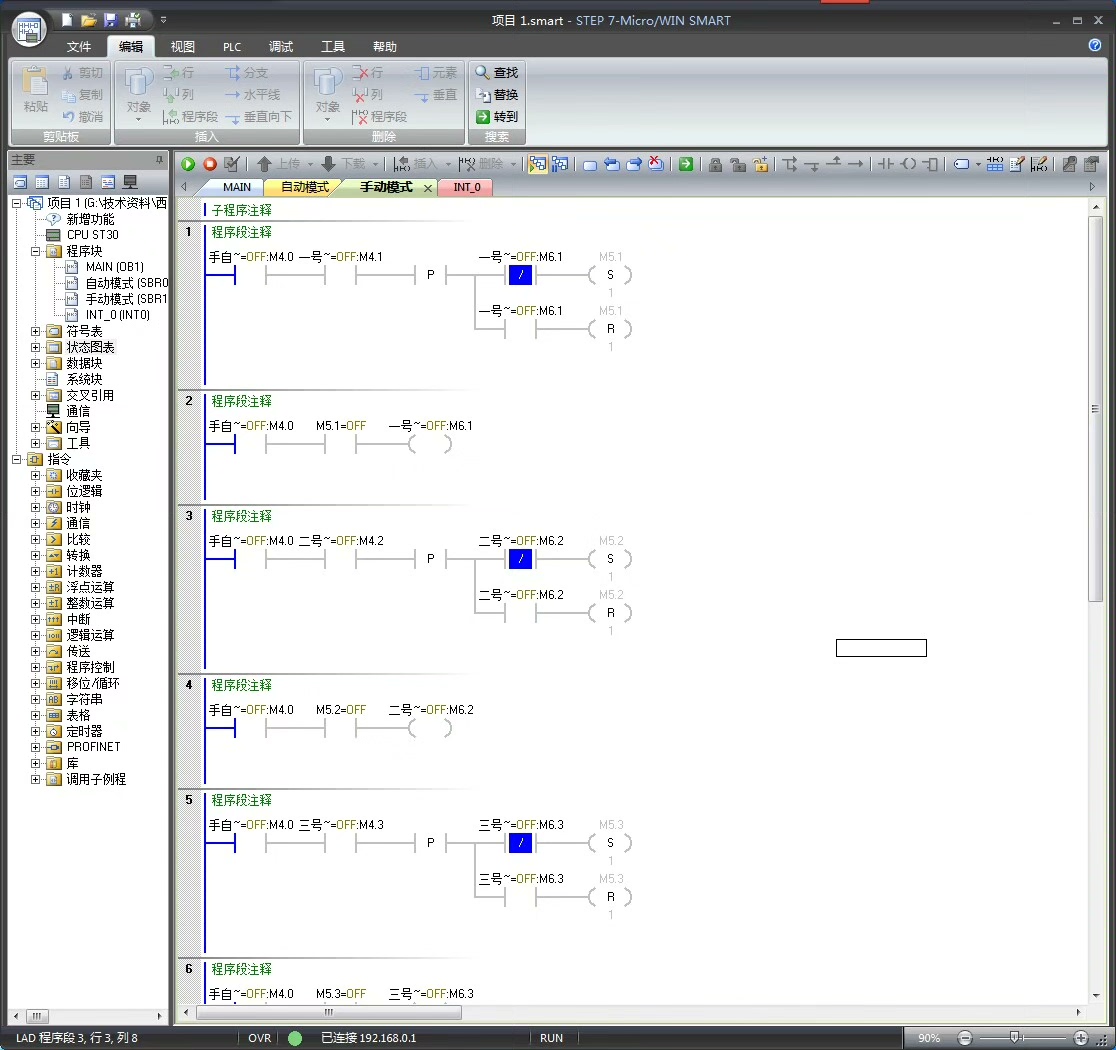
上位机模拟手动随意启停1号、2号、3号、4号皮带机,而且均采用单按钮哦。这里主要就是通过PLC的输入输出点与按钮关联,当按钮按下时触发相应的输出,控制皮带机的启动或停止。在西门子200smart的编程中,假设按钮连接到I0.0,那么在程序中可以这样写:
LD I0.0
EU
= Q0.0代码分析:这里LD I0.0表示读取按钮的输入信号,EU是上升沿触发指令,当按钮从松开变为按下的瞬间触发,然后将输出Q0.0置为1,从而控制皮带机启动。停止的逻辑类似,当按钮再次按下,触发另一个输出点控制皮带机停止。
自动模式
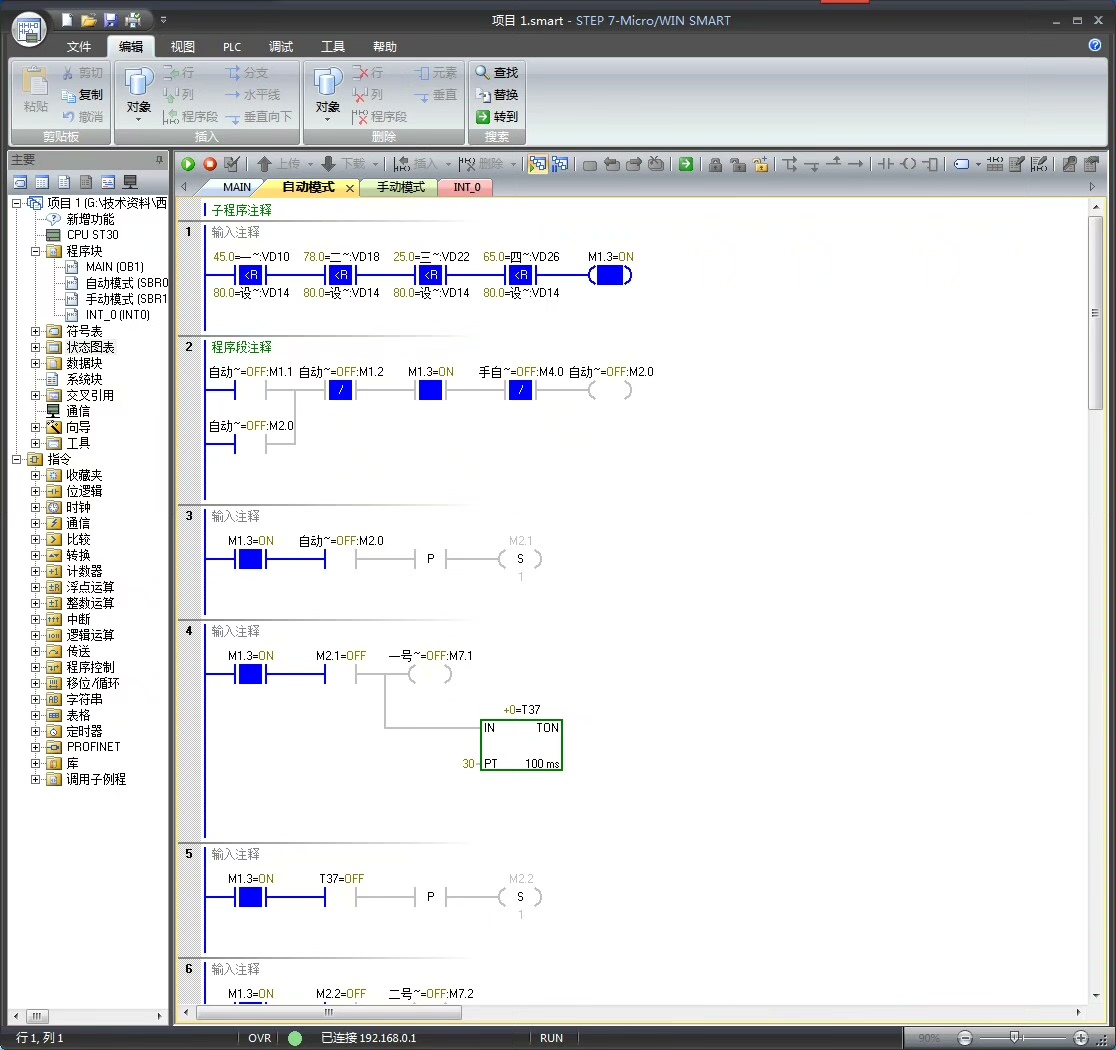
- 启动逻辑:触摸屏上选择自动运行模式,当4部皮带机电机温度80℃以下(在触摸屏输入框里设置)时,按下一键启动后,1#皮带机启动运行,1#皮带机运行3秒后,2#皮带机启动运行,2#皮带机运行4秒后,3#皮带机启动运行,3#皮带机运行5秒后,4#皮带机启动运行。
在西门子200smart中,可以这样编写程序:
// 假设启动按钮连接到I0.1
LD I0.1
EU
S Q0.1, 1
TON T37, 300 // 延时3秒
LD T37
EU
S Q0.2, 1
TON T38, 400 // 延时4秒
LD T38
EU
S Q0.3, 1
TON T39, 500 // 延时5秒
LD T39
EU
S Q0.4, 1代码分析:首先当启动按钮按下,触发1#皮带机启动(S Q0.1, 1),然后通过定时器TON T37延时3秒,当延时时间到,触发2#皮带机启动,以此类推,实现顺序启动。
- 停止逻辑:按下停止按钮后,4#皮带机停止运行,4#皮带机停止运行2秒后3#皮带机停止运行,3#皮带机停止运行4秒后2#皮带机停止运行,2#皮带机停止运行5秒后1#皮带机停止运行。
// 假设停止按钮连接到I0.2
LD I0.2
EU
R Q0.4, 1
TON T40, 200 // 延时2秒
LD T40
EU
R Q0.3, 1
TON T41, 400 // 延时4秒
LD T41
EU
R Q0.2, 1
TON T42, 500 // 延时5秒
LD T42
EU
R Q0.1, 1代码分析:当停止按钮按下,首先停止4#皮带机(R Q0.4, 1),然后通过定时器TON T40延时2秒,延时到后停止3#皮带机,依此类推,实现顺序停止。
- 温度限制:当4台皮带机电机温度超过80℃时(上位机上输入框里设置),4台皮带机均不能自动启动运行。这就需要在启动逻辑前增加温度判断,假设温度信号连接到I1.0 - I1.3,分别对应4台皮带机的温度。
LD I0.1
EU
LD I1.0
LDN I1.1
LDN I1.2
LDN I1.3
AN I1.0
AN I1.1
AN I1.2
AN I1.3
S Q0.1, 1代码分析:在启动按钮按下后,先判断4个温度信号是否都小于80℃,只有都满足条件(通过AN指令与逻辑),才会启动1#皮带机。
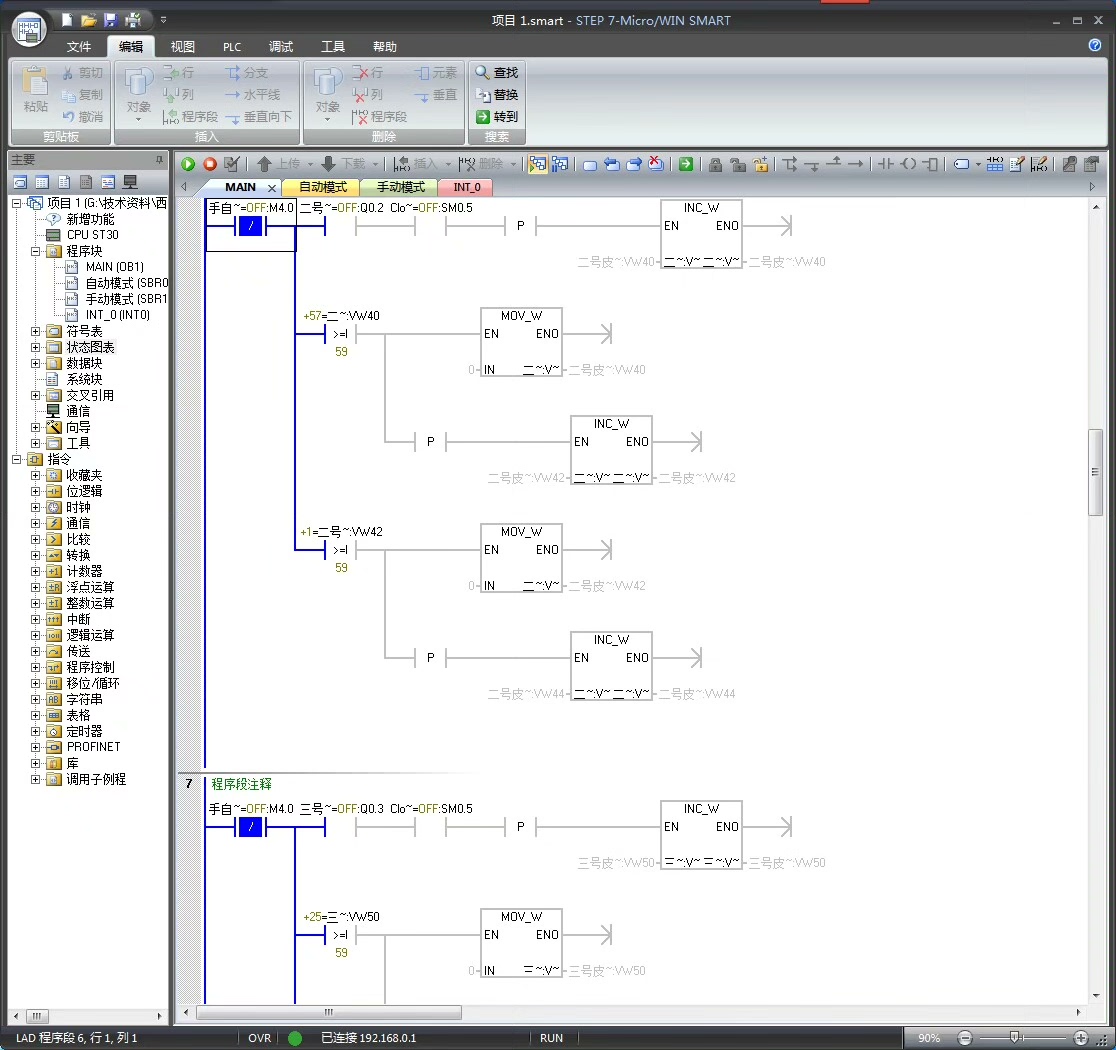
- 运行计时:自动模式下,4台皮带机分别显示累积运行时间(秒、分、时)。这需要使用定时器和一些运算来实现。假设定时器T50 - T53分别对应4台皮带机的运行时间计时。
// 1#皮带机计时
LD Q0.1
EU
TON T50, 1
LD T50
EU
MOVW T50, VW100 // 秒
LD T50
CTU C10, 60 // 分钟计数
LD C10
EU
MOVW C10, VW102 // 分钟
LD C10
CTU C11, 60 // 小时计数
LD C11
EU
MOVW C11, VW104 // 小时代码分析:当1#皮带机运行时,定时器T50每秒计时一次,到60秒时计数器C10加1,代表分钟增加,分钟到60时计数器C11加1代表小时增加,然后通过MOVW指令将计时结果存储到相应的寄存器VW100、VW102、VW104中,以便在上位机显示。其他皮带机的计时逻辑类似。
不论选择手动、自动那种模式,PLC上电,触摸屏显示PLC当前时间(年、月、日、时、分、秒、星期)。这部分主要通过读取PLC的系统时钟指令来实现,在西门子200smart中可以使用READ_RTC指令读取时间,然后通过昆仑通态触摸屏的组态将时间显示出来。
PLC输入、输出点、数值显示与设置,均在上位机上组态。在昆仑通态的MCGS组态软件中,需要创建相应的变量与PLC的输入输出点对应,然后通过动画连接等方式实现数值的显示与设置。比如创建一个数值输入构件与PLC的温度输入变量关联,就可以在上位机设置温度值啦😜
这个项目实现了皮带机顺启逆停以及运行计时控制,通过手动和自动模式满足了不同的需求,整个过程还是很有挑战性但也超有成就感的😃 标价为200smartplc程序和昆仑通态mcgs组态程序哦,如果有需要的小伙伴可以联系我😉
#PLC #触摸屏设计 #皮带机控制 #西门子200smart #昆仑通态


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









