




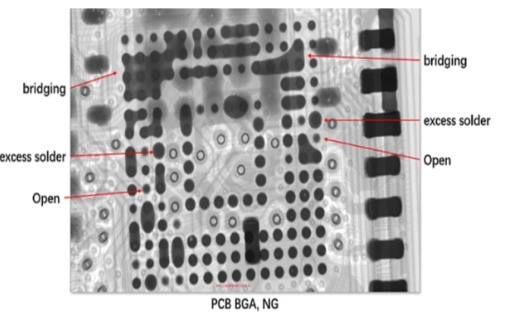
PCB 焊点缺陷中,虚焊、桥连、锡珠占比超 80%,这些缺陷若未检出,可能导致设备故障 —— 虚焊会引发间歇性断电,桥连会造成短路烧毁,锡珠可能导致后期短路。不同缺陷的特征与检测难点不同:虚焊分 “表面虚焊”(AOI 可识别)与 “内部虚焊”(需 X-Ray),桥连易被元件遮挡(需多角度 AOI),锡珠因体积小(≤0.2mm)易漏检。
一、缺陷 1:虚焊(最隐蔽,占缺陷总量 30%)
虚焊是焊锡未与焊盘 / 元件引脚充分浸润,形成 “假连接”,表现为导通电阻大、受力易脱开,分表面虚焊与内部虚焊两类。
1. 特征与危害
-
表面虚焊:焊点形态不规则,焊锡未覆盖整个焊盘(覆盖面积<80%),表面灰暗无光泽,AOI 观察到 “焊锡与焊盘边界清晰”(无过渡区);
-
内部虚焊:BGA、QFP 底部焊点未形成金属间化合物(Cu₃Sn、Cu₆Sn₄),外观正常但电气连接不可靠,高温或振动后开路;
-
危害:设备间歇性故障(如手机频繁重启),后期可能彻底失效,排查难度大(需拆解检测)。
2. 检测方法
-
表面虚焊:AOI 检测(分辨率≥10μm),通过 “灰度对比” 识别 —— 正常焊点灰度均匀,虚焊焊点边缘灰度突变(焊锡未浸润),检出率≥95%;
-
内部虚焊:X-Ray 检测(2D/3D),2D X-Ray 观察焊点 “灰度不均”(虚焊区域灰度浅),3D X-Ray 测量焊点高度(虚焊焊点高度比正常低 20% 以上),检出率≥99%;
-
电气验证:ICT 检测,测量焊点电阻>100mΩ 判定为虚焊,FCT 高负载测试(如施加额定电流 1.5 倍),观察是否断电。
3. 识别要点
-
AOI 检测时,关注 “焊锡浸润角”:正常焊点浸润角≤30°,虚焊焊点>45°;
-
X-Ray 检测 BGA 时,重点看 “焊点空洞与灰度”:空洞率>25% 或局部灰度明显偏浅,大概率虚焊;
-
避免误判:氧化焊点(表面灰暗但浸润充分)易被误判为虚焊,需结合电气测试验证。
二、缺陷 2:桥连(最危险,占缺陷总量 25%)
桥连是相邻焊点被焊锡连接,形成短路,常见于引脚间距≤0.5mm 的元件(如 QFP、排针),易因焊锡过多、元件偏移导致。
1. 特征与危害
-
显性桥连:相邻焊点间有明显焊锡桥,AOI 可直接观察;
-
隐性桥连:焊锡桥隐藏在元件引脚下方(如 QFP 引脚间),AOI 正面拍摄难以发现;
-
危害:直接短路,烧毁元件或电源(如手机充电时桥连导致主板烧毁),批量生产中若漏检,损失惨重。
2. 检测方法
-
显性桥连:AOI 正面检测(分辨率≥5μm),设置 “桥连判定阈值”(相邻焊点间焊锡宽度>0.1mm 判定为桥连),检出率≥98%;
-
隐性桥连:AOI 多角度检测(30°/45° 侧拍),或 X-Ray 检测(穿透元件引脚,观察下方焊锡桥),检出率≥95%;
-
电气验证:ICT 检测,相邻焊点间电阻<100Ω 判定为桥连,100% 检出。
3. 识别要点
-
元件引脚间距≤0.5mm 时,必用多角度 AOI 或 X-Ray,避免漏检隐性桥连;
-
波峰焊后 THT 元件桥连,需重点检查 “引脚密集区域”(如连接器),可搭配 AOI+ICT 双重验证;
-
区分 “桥连与正常连锡”:正常连锡宽度<0.05mm,且无电气短路,桥连宽度>0.1mm 且短路。
三、缺陷 3:锡珠(易忽视,占缺陷总量 15%)
锡珠是焊点周围的独立焊锡颗粒(直径 0.1-0.5mm),虽短期内不影响,但长期可能因振动脱落,导致短路。
1. 特征与危害
-
特征:独立存在于焊盘外,无电气连接,颜色与焊点一致;
-
危害:小锡珠(≤0.2mm)易卡在元件间隙,后期振动导致短路(如汽车电子长期振动后失效)。
2. 检测方法
-
AOI 检测:开启 “锡珠检测模式”,设置 “最小识别直径”(0.1mm),通过 “形状识别”(圆形 / 椭圆形,灰度与焊锡一致),检出率≥90%;
-
人工复检:AOI 标记疑似锡珠,人工用 20 倍显微镜确认,避免误判(如灰尘、焊膏残留);
-
批量控制:回流焊后抽检 5-10% PCB,用 X-Ray 排查元件底部隐藏锡珠。
3. 识别要点
-
AOI 需调整光源(蓝光),增强锡珠与 PCB 的对比度,减少灰尘误判;
-
重点检查 “焊膏印刷区域”(如 BGA 周边),锡珠多因焊膏过多、预热不足导致;
-
区分 “锡珠与焊锡渣”:锡珠表面光滑,焊锡渣粗糙且灰度不均。
四、缺陷 4:焊点空洞(高可靠性场景重点,占缺陷总量 10%)
焊点空洞是焊锡内部的气泡(直径≥10μm),常见于 BGA、功率元件焊点,空洞率过高会降低导热性与机械强度。
1. 特征与危害
-
特征:焊锡内部灰度浅(X-Ray 图像),圆形或不规则形;
-
危害:BGA 焊点空洞率>25% 时,导热性下降 50%,高温下焊点易开裂;功率元件焊点空洞会导致局部过热,缩短寿命。
2. 检测方法
-
X-Ray 检测:2D X-Ray 测量空洞面积(占焊点面积比例),3D X-Ray 测量空洞体积(更精准),空洞率>25% 判定为缺陷,检出率≥99%;
-
超声波检测:针对多层 PCB 焊点,超声波穿透焊锡,空洞区域反射信号异常,可定位空洞深度;
-
可靠性验证:温度循环测试(-40~125℃),空洞率高的焊点易开裂,电阻变化>20%。
3. 识别要点
-
BGA 焊点空洞重点看 “中心区域”:中心空洞影响比边缘大,边缘空洞率≤30% 可接受,中心需≤20%;
-
功率元件焊点(如 IGBT)空洞率需≤15%,避免局部过热;
-
X-Ray 检测时,调整灰度阈值,避免将 “焊锡与引脚间隙” 误判为空洞。
五、缺陷 5:焊点缺锡(显性缺陷,占缺陷总量 10%)
焊点缺锡是焊锡量不足,未覆盖焊盘或元件引脚,易因焊膏印刷不足、回流焊焊锡流失导致。
1. 特征与危害
-
特征:焊盘暴露面积>10%,焊点高度低于标准值(如 0402 元件焊点高度<0.1mm);
-
危害:机械强度不足(拉伸强度<2N),振动后易脱开;电气接触面积小,电阻增大。
2. 检测方法
-
AOI 检测:通过 “高度测量”(激光测距模块)或 “面积计算”(焊锡覆盖焊盘比例),缺锡时高度<标准值 80% 或覆盖面积<90%,检出率≥98%;
-
人工检测:10 倍放大镜观察,焊盘明显暴露或引脚未被焊锡包裹,判定为缺锡;
-
机械测试:抽样做拉伸测试,拉伸强度<标准值 80%,对应焊点缺锡。
3. 识别要点
-
AOI 需校准 “高度基准”,不同元件焊点高度标准不同(如 0603 元件>0.15mm,0402>0.1mm);
-
波峰焊 THT 焊点缺锡,重点看 “通孔填充率”(X-Ray 检测,填充率<90% 为缺锡);
-
避免误判:元件偏移导致的 “局部焊盘暴露”,需先纠正元件位置,再判断是否缺锡。
不同焊点缺陷需匹配针对性检测方法:表面缺陷用 AOI,内部缺陷用 X-Ray,电气问题用 ICT,功能问题用 FCT,结合多技术组合,可将缺陷检出率提升至 99.5% 以上,保障 PCB 可靠性。


















 306
306

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









