




在PCB打样阶段,V割、邮票孔和空心连接条的选择直接关系到电路板的结构强度、信号完整性和生产成本。
一、三种连接技术的性能参数对比
1.
-
切割精度:采用30°-60°钨钢刀具,槽深控制在板厚的1/3-2/3。例如1.6mm板厚对应槽深0.5-1.0mm,断裂强度需≥15N/mm²
-
加工效率:V割机运行速度可达200mm/s,适合10片以上的批量打样
-
设计限制:仅支持直线切割,相邻板间距≥0.4mm,边缘需预留1mm禁布区
2.
-
孔径与间距:推荐0.6mm孔径+1.0mm孔距组合,孔边距板边0.2-0.5mm
-
机械强度:每厘米布置8-10个非金属化孔时,抗弯强度达120MPa
-
分板损耗:边缘毛刺高度约0.1-0.3mm,需增加打磨工序(耗时增加15%)
3.
-
导电材料:银浆填充方案电阻率≤5mΩ·cm,导热系数>8W/(m·K)
-
结构优化:连接条宽度压缩至0.3mm,Z轴热膨胀系数匹配度达98%
-
特殊场景:5G基站射频模块四角连接,插入损耗<0.2dB@28GHz
二、PCB打样选型决策树
1.
-
规则矩形板:选择V割(成本降低30%)
-
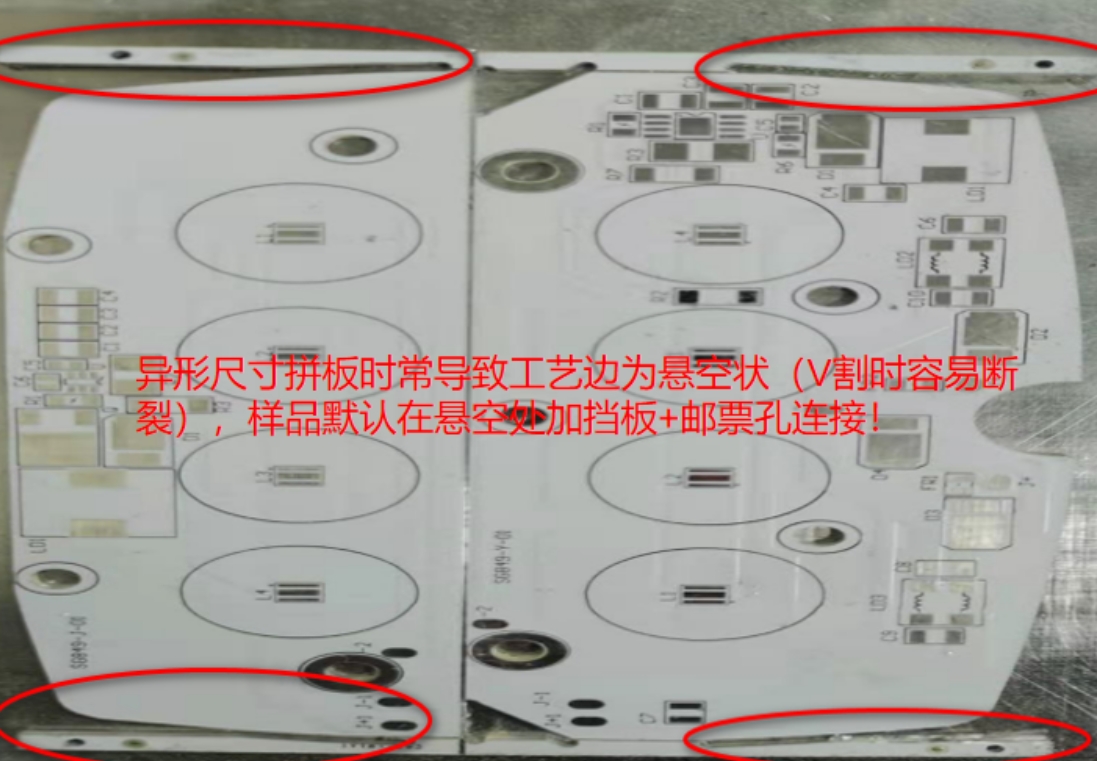
异形板/圆形板:强制使用邮票孔(避免应力集中)
-
半孔工艺板:必须采用空心连接条(如Type-C接口板)
2.
-
高频信号(>1GHz):优先邮票孔(阻抗波动<5%)
-
大电流路径(>10A):选择V割(载流能力提升40%)
-
混合信号板:空心连接条隔离数字/模拟区域(串扰降低15dB)
三、工程实践中的避坑指南
1.
-
槽深偏差>0.1mm:分板力波动±30%,导致铜箔撕裂
-
刀具磨损:每加工500延米需更换刀片(粗糙度Ra>6.3μm时报废)
-
热应力变形:FR4材料切割温度>80℃时,板翘曲量增加50%
解决方案:
-
采用LDI激光切割替代机械V割(精度±0.02mm)
-
预烘烤板材(120℃/2h)消除内应力
2.
-
防撕裂结构:在孔列末端增加φ1.0mm应力释放孔
-
EMI抑制:孔列两侧布置屏蔽地线(线宽0.2mm,间距0.5mm)
-
自动化分板:选用旋转式分板机(压力控制精度±2N)
3.
-
高温高湿测试:85℃/85%RH环境下1000小时,电阻变化率<3%
-
机械冲击:50G加速度冲击10次,连接处无裂纹
-
热循环:-40℃~125℃循环500次,接触阻抗≤10mΩ
在PCB打样阶段,工程师需综合评估产品生命周期成本、信号质量要求和生产工艺能力。


















 175
175

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









