







| 代码 | 描述 |
|---|---|
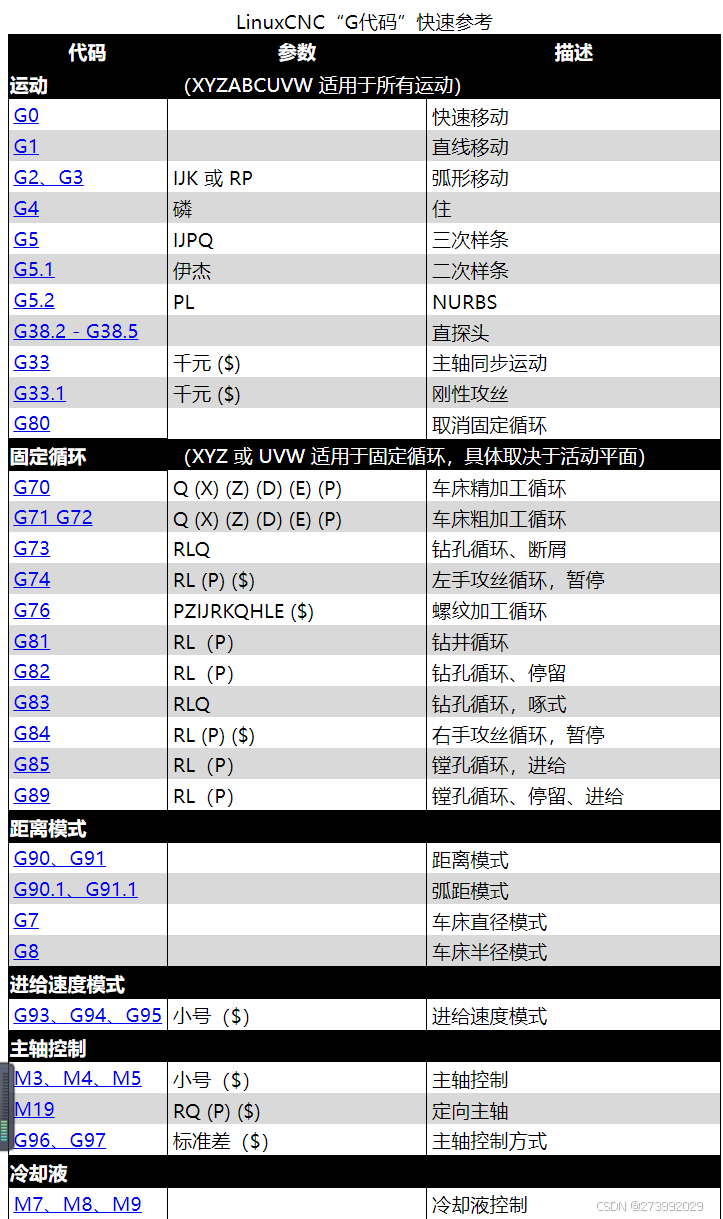
| G0 | 坐标运动,以快速速度进行。 |
| G1 | 坐标运动,以进给速度进行。 |
| G2、G3 | 以进给速度进行协调螺旋运动。 |
| G4 | 停顿。 |
| G5 | 三次样条插值。 |
| G5.1 | 二次B样条。 |
| G5.2 | NURBS,添加控制点。 |
| G7 | 直径模式(车床)。 |
| G8 | 半径模式(车床)。 |
| G10 L0 | 重新加载刀具表数据。 |
| G10 L1 | 设置刀具表条目。 |
| G10 L10 | 设置刀具表,计算的,工件。 |
| G10 L11 | 设置刀具表,计算的,夹具。 |
| G10 L2 | 坐标系原点设置。 |
| G10 L20 | 计算的坐标系原点设置。 |
| G17 - G19.1 | 平面选择。 |
| G20、G21 | 设置单位。 |
| G28 - G28.1 | 转到预定义位置。 |
| G30 - G30.1 | 转到预定义位置。 |
| G33 | 主轴同步运动。 |
| G33.1 | 刚性攻丝。 |
| G38.2 - G38.5 | 探针。 |
| G40 | 取消刀具补偿。 |
| G41、G42 | 刀具补偿。 |
| G41.1、G42.1 | 动态刀具补偿。 |
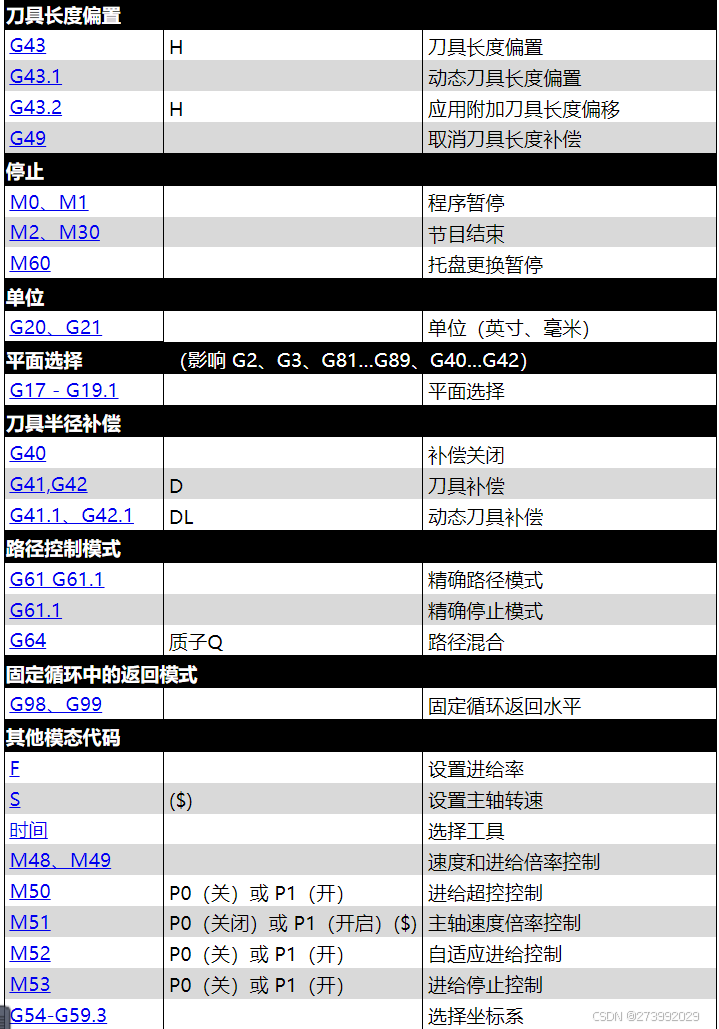
| G43 | 使用刀具长度偏移。 |
| G43.1 | 动态刀具长度偏移。 |
| G43.2 | 应用额外的刀具长度偏移。 |
| G49 | 取消刀具长度偏移。 |
| G52 | 局部坐标系偏移。 |
| G53 | 以机床坐标系移动。 |
| G54-G59.3 | 选择坐标系(1-9)。 |
| G61 | 精确路径模式。 |
| G61.1 | 精确停止模式。 |
| G64 | 路径控制模式,可选容差。 |
| G70 | 车床精加工循环。 |
| G71-G72 | 车床粗加工循环。 |
| G73 | 带有切屑打断的钻孔循环。 |
| G74 | 带有停顿的左手攻丝循环。 |
| G76 | 多次通过螺纹循环(车床)。 |
| G80 | 取消运动模式。 |
| G81 | 钻孔循环。 |
| G82 | 带有停顿的钻孔循环。 |
| G83 | 带有精确进给的钻孔循环。 |
| G84 | 带有停顿的右手攻丝循环。 |
| G85 | 钻孔循环,无停顿,退出进给。 |
| G86 | 钻孔循环,停顿,快速退出。 |
| G87 | 反向钻孔循环(尚未实现)。 |
| G88 | 钻孔循环,停顿,手动退出(尚未实现)。 |
| G89 | 钻孔循环,停顿,退出进给。 |
| G90、G91 | 距离模式。 |
| G90.1、G91.1 | 弧距离模式。 |
| G92 | 坐标系偏移。 |
| G92.1、G92.2 | 取消G92偏移。 |
| G92.3 | 恢复G92偏移。 |
| G93、G94、G95 | 进给模式。 |
| G96、G97 | 主轴控制模式,恒定表面速度与转速(每分钟英寸或米与转速之间的关系)。 |
| G98、G99 | 循环进给Z撤退模式。 |


















 1873
1873

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









