



西门子200smart PLC所写程序的脉冲除尘器程序,昆仑通态触摸屏,包含PLC程序,触摸屏组态画面,工艺流程,电气原理图。 真实工程项目,目前稳定运行一年多
嘿,各位工控小伙伴们!今天来跟大家分享一个超实用的项目——基于西门子200smart PLC编写的脉冲除尘器程序,还搭配了昆仑通态触摸屏哦。这个项目已经稳定运行一年多啦,效果杠杠的!
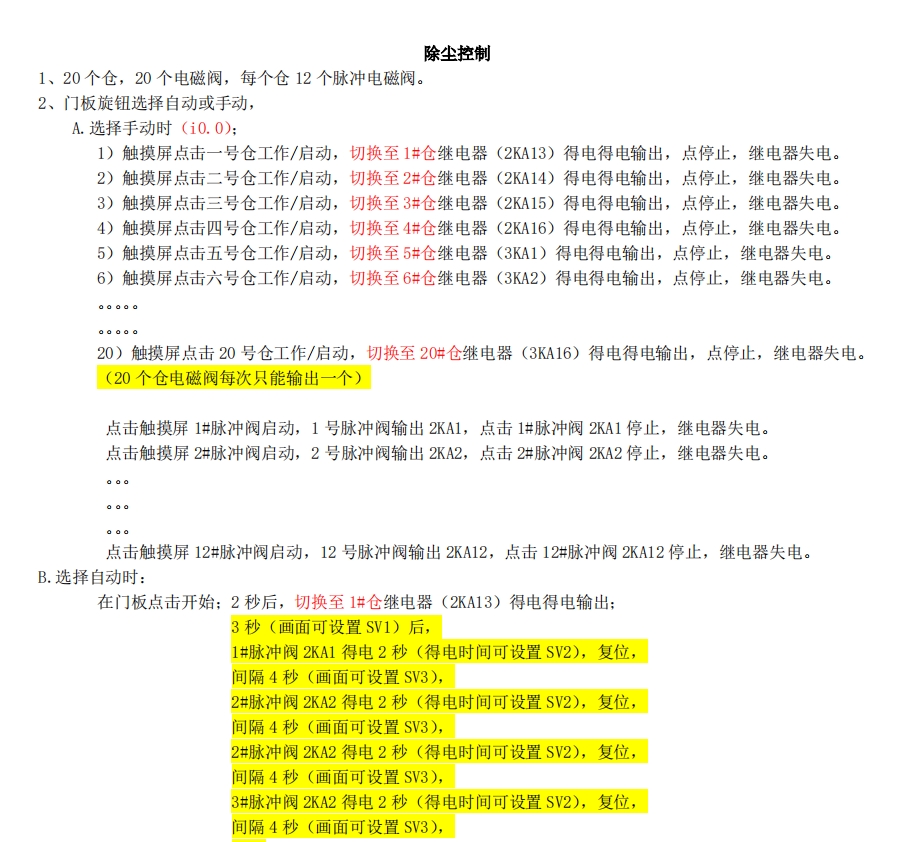
工艺流程
整个脉冲除尘器的工作流程是这样的:当粉尘浓度达到设定值时,传感器发出信号,PLC接收到信号后,控制脉冲阀开启,进行喷吹清灰,同时风机运转,将处理后的空气排出。在这个过程中,各个环节紧密配合,确保除尘器高效稳定运行。
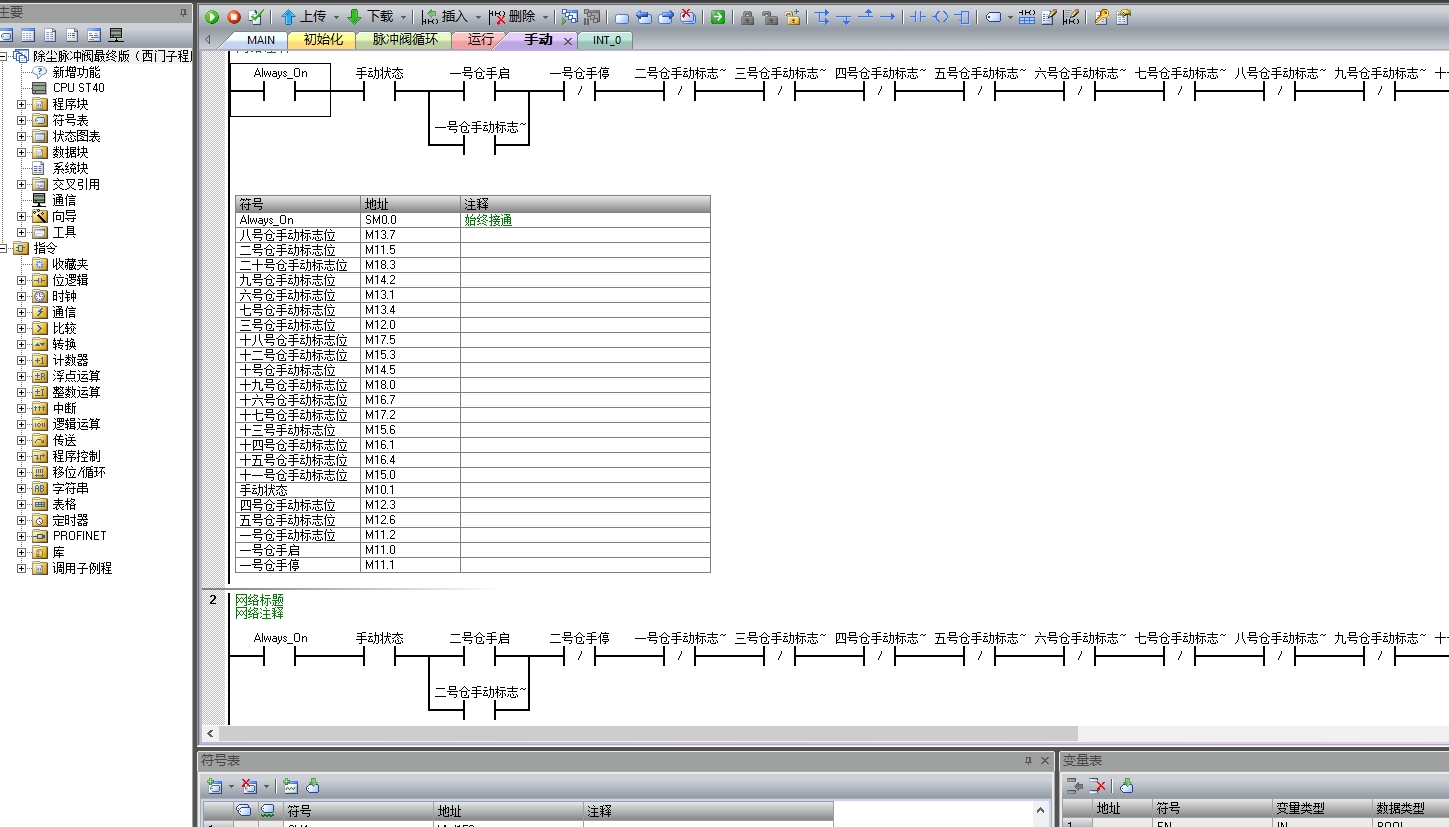
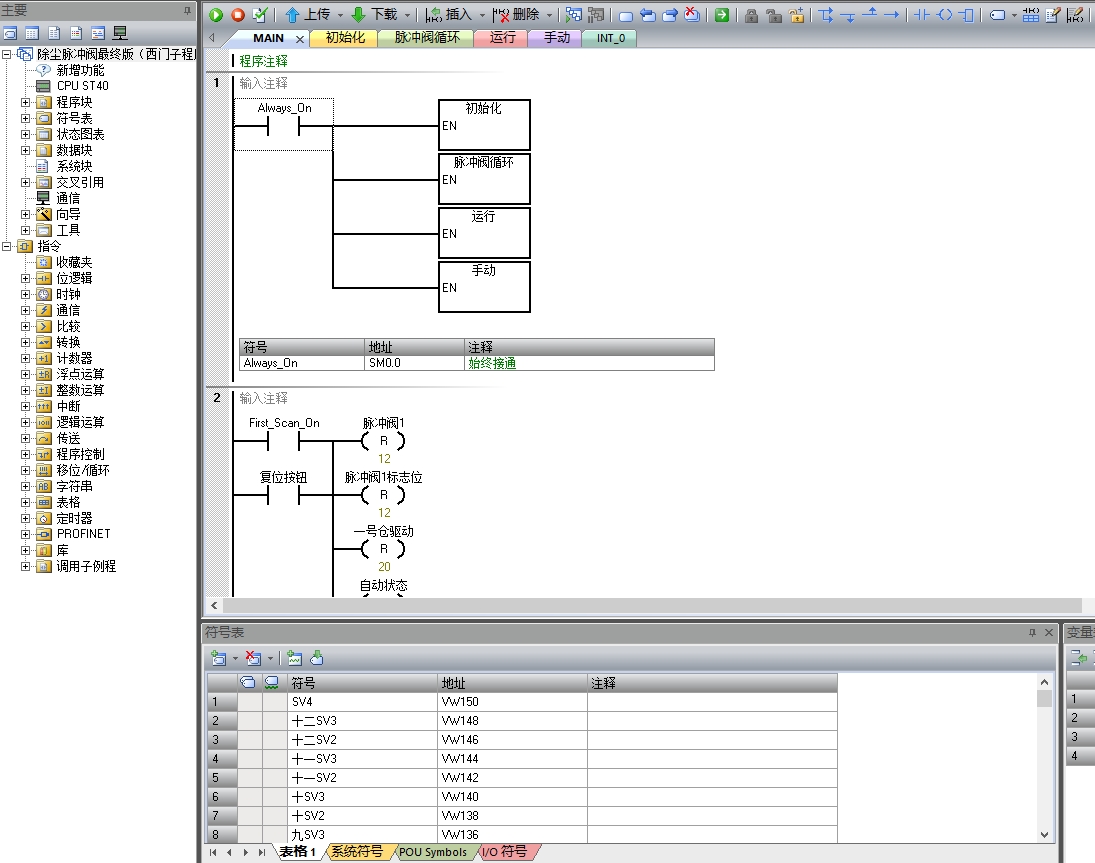
PLC程序
主程序
NETWORK 1
// 初始化程序
LD SM0.1
MOVB 0, SMB30 // 设置自由口模式
MOVW 0, SMB130 // 清除端口0的中断
// 读取粉尘浓度传感器值
LD I0.0
AIW0, AC0
// 与设定值比较
LDW>= AC0, VW10
JGE Main_Process
// 未达到设定值,继续监测
SJMP Monitoring
Main_Process:
// 控制脉冲阀开启
LD SM0.0
S Q0.0, 1
// 启动风机
S Q0.1, 1
// 定时控制喷吹时间
TON T37, 100 // 定时10秒
Monitoring:
// 持续监测
SJMP Monitoring分析
主程序首先进行初始化设置,然后读取粉尘浓度传感器的值,并与设定值比较。如果达到设定值,就控制脉冲阀开启,启动风机,并通过定时器控制喷吹时间。整个过程通过不断监测传感器值,实现了自动控制。
中断程序
NETWORK 1
// 脉冲阀关闭中断程序
LD SM0.0
R Q0.0, 1
// 风机停止中断程序
LD SM0.0
R Q0.1, 1分析
中断程序主要用于在喷吹时间结束后,关闭脉冲阀,并停止风机,确保整个过程按流程进行。
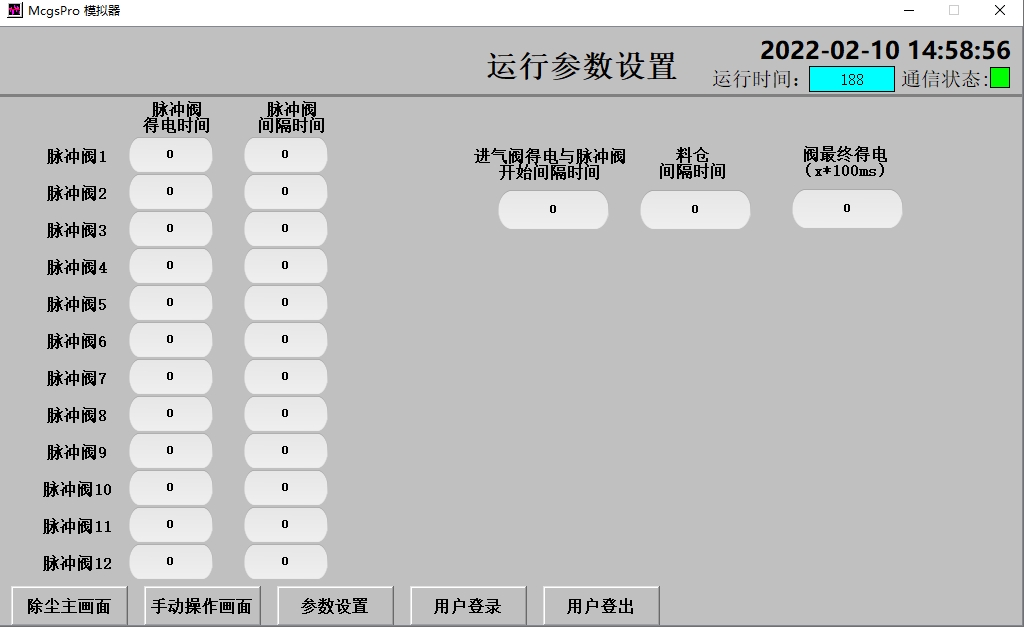
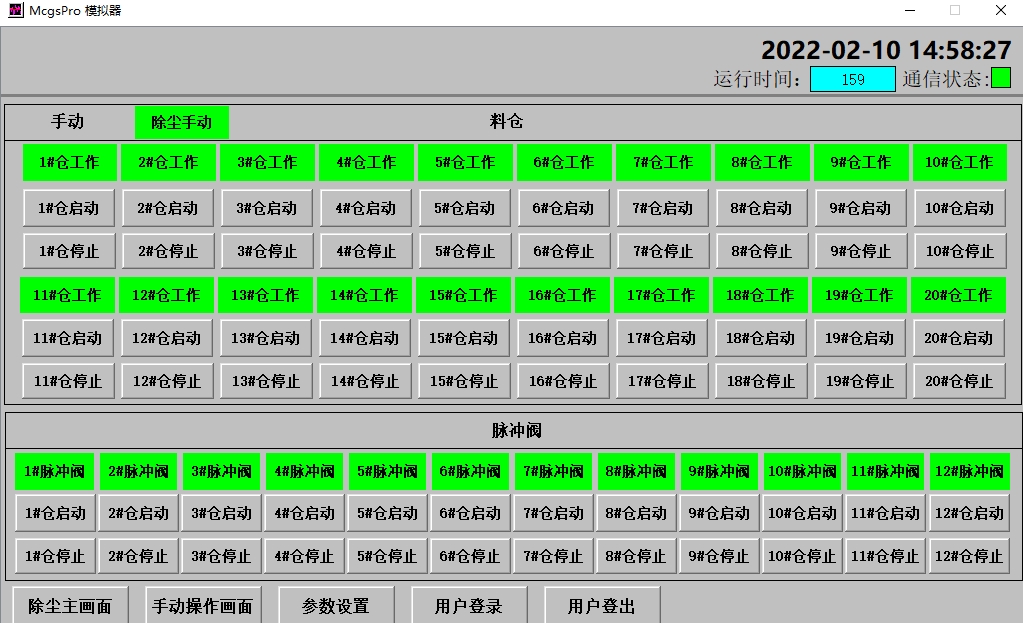
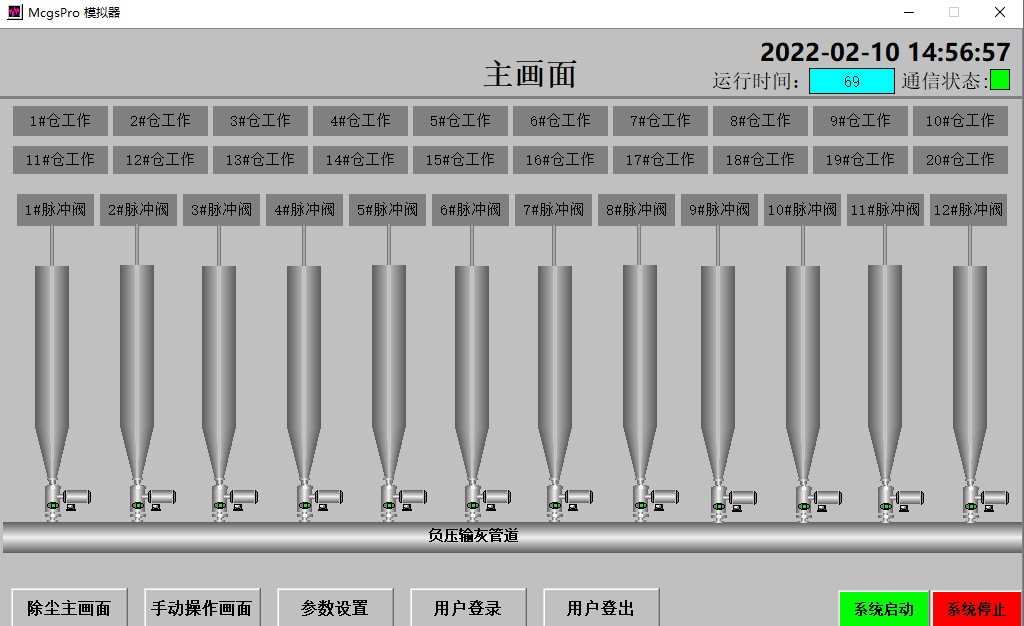
触摸屏组态画面
昆仑通态触摸屏的组态画面设计得非常直观。上面有实时的粉尘浓度显示、脉冲阀状态显示、风机状态显示等。通过触摸屏,操作人员可以方便地查看设备运行状态,还能进行一些简单的参数设置,比如粉尘浓度设定值等。
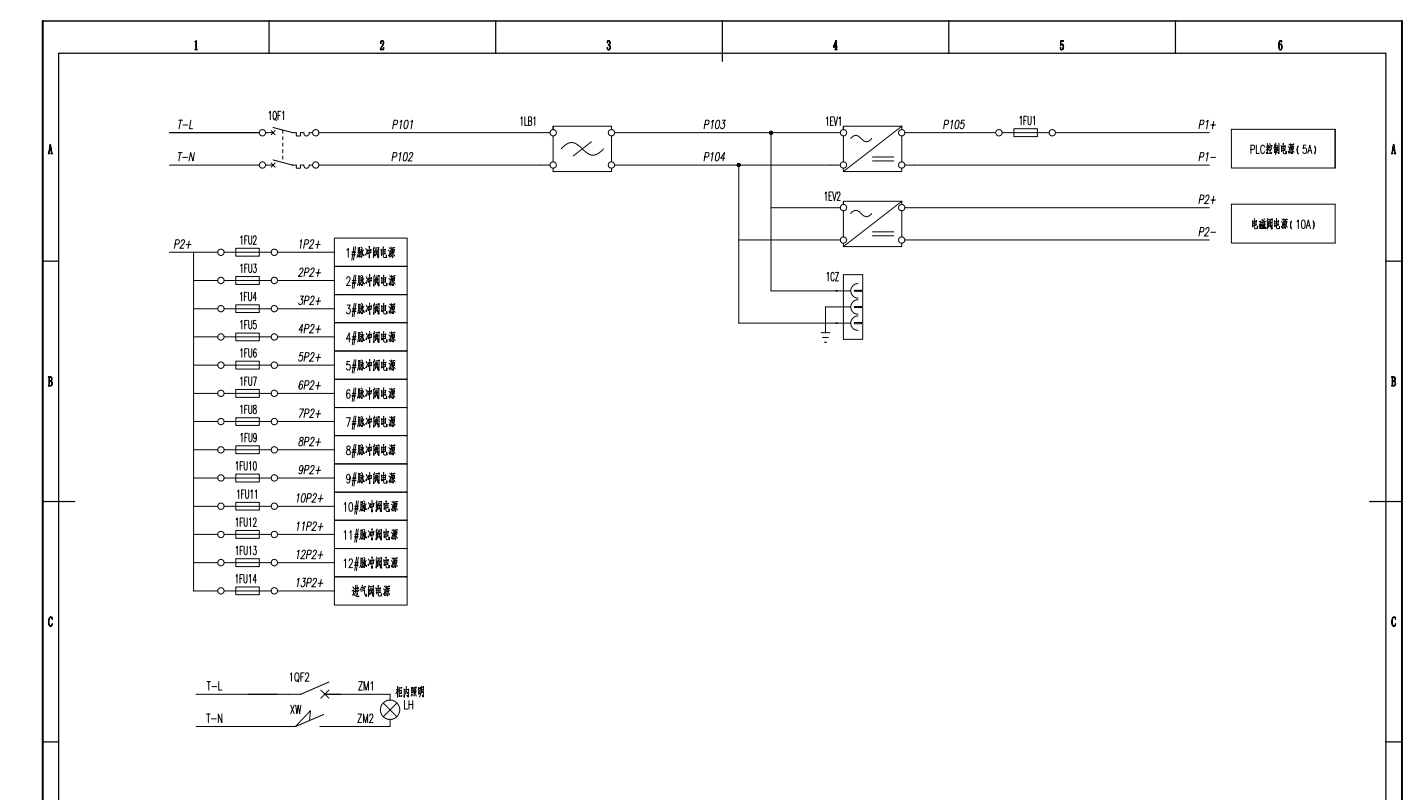
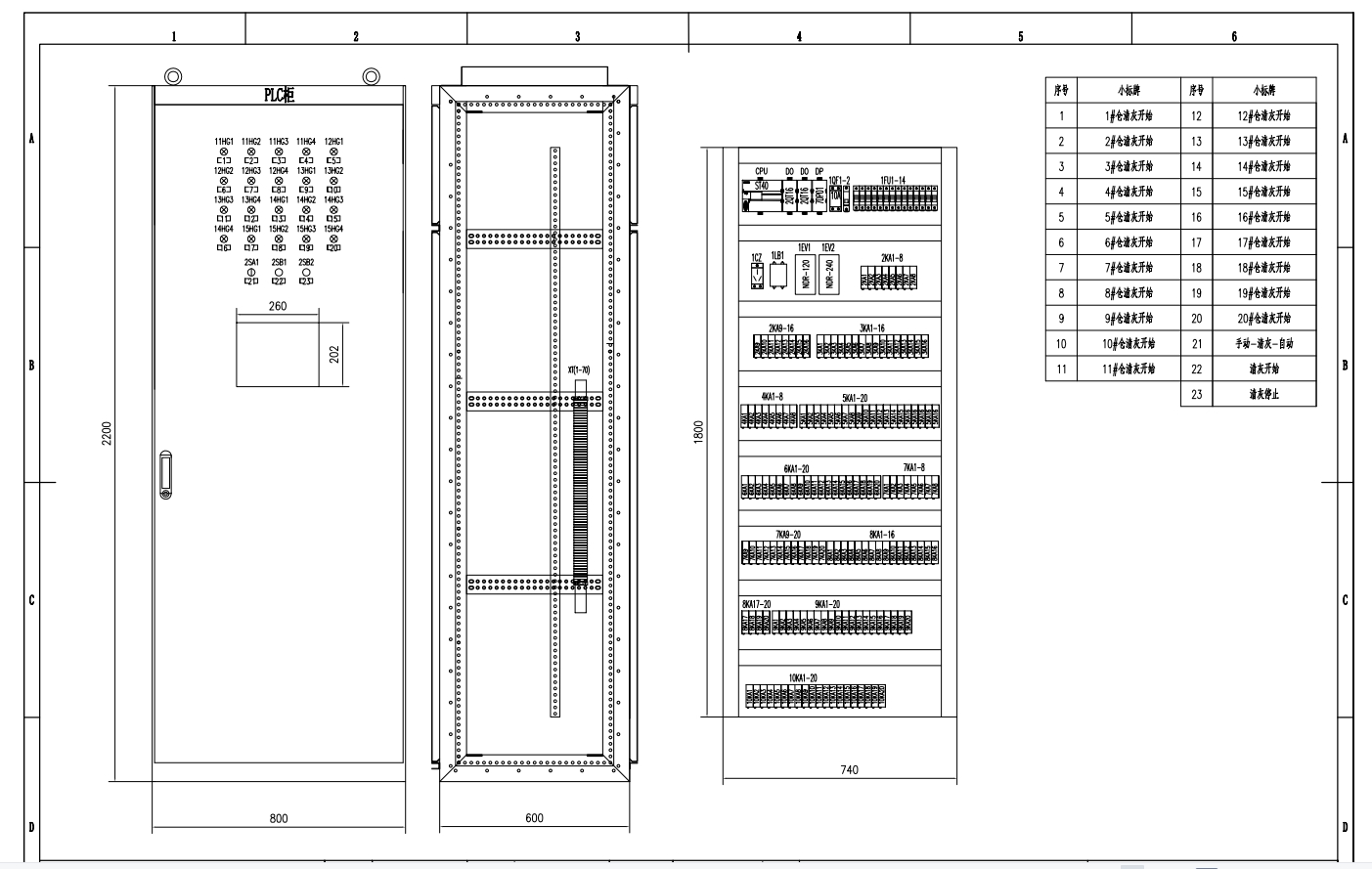
电气原理图
电气原理图清晰地展示了各个电气元件的连接方式。PLC与传感器、脉冲阀、风机等设备之间的线路连接一目了然,为设备的安装和维护提供了重要依据。
这个西门子200smart PLC脉冲除尘器程序项目,从工艺流程的设计,到PLC程序的编写,再到触摸屏组态画面和电气原理图的配合,每一个环节都经过精心打造,才实现了一年多的稳定运行。希望我的分享能给大家带来一些启发,让大家在工控项目中少走弯路,多多创作出像这样实用又稳定的作品!

















 1539
1539

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









