



三菱iQ-R系列PLC控制系统项目全套资料 系统才用三菱iQ-R系列PLC,采用R04CPU ,其中涉及到轴控制, MODBUS通讯,ETHERNET通讯,模拟量输入,数字量输入输出。 PLC程序采用ST语言和梯形图编写。 触摸屏采用维纶通的。 提供项目全套资料。
最近接触到一个超有意思的项目——三菱iQ - R系列PLC控制系统项目,今天就来和大家唠唠这个项目里那些让人兴奋的技术点。
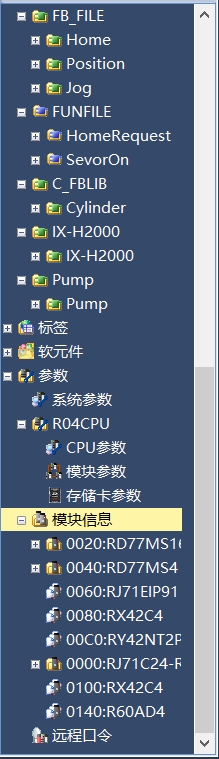
硬件基础:三菱iQ - R系列与R04CPU
项目选用了三菱iQ - R系列PLC,搭配R04CPU。这款CPU性能强劲,为整个控制系统提供了稳定而高效的运算处理能力。在工业自动化领域,CPU就好比人的大脑,是整个控制系统的核心枢纽,掌控着各种指令的执行与数据的处理。
关键功能实现
- 轴控制
轴控制在自动化生产中十分关键,比如控制机械手臂的精准移动等场景。在三菱iQ - R系列PLC中,通过特定的指令和参数设置来实现轴控制。
下面以一个简单的轴点动控制为例(假设使用的是ST语言):
// 定义轴控制相关变量
VAR
AxisHandle : UINT;
MoveDistance : REAL := 100.0; // 移动距离,单位根据实际设定
MoveVelocity : REAL := 50.0; // 移动速度,单位根据实际设定
END_VAR
// 初始化轴
AxisHandle := AXIS_INITIALIZE(1); // 假设初始化轴1
// 点动控制
IF Button_Jog_Forward THEN // 假设存在点动前进按钮
AXIS_MOVE_JOG(AxisHandle, MoveVelocity, 1); // 以设定速度正向点动
ELSIF Button_Jog_Backward THEN // 假设存在点动后退按钮
AXIS_MOVE_JOG(AxisHandle, MoveVelocity, -1); // 以设定速度反向点动
END_IF在这段代码中,首先定义了轴控制所需的变量,包括轴句柄 AxisHandle,以及移动距离和速度。AXISINITIALIZE 函数用于初始化轴,而 AXISMOVE_JOG 函数则根据按钮的触发来实现轴的点动控制。
- MODBUS通讯
MODBUS通讯在工业设备互联中广泛应用,能实现不同设备之间的数据交互。三菱iQ - R系列PLC支持MODBUS通讯协议,通过配置通讯参数和编写相应程序即可实现。
// 定义MODBUS通讯相关变量
VAR
ModbusClient : MB_CLIENT;
SlaveAddress : UINT := 1; // 从站地址
RegisterAddress : UINT := 40001; // 寄存器地址
DataToSend : ARRAY[0..4] OF UINT;
DataReceived : ARRAY[0..4] OF UINT;
END_VAR
// 初始化MODBUS客户端
ModbusClient := MB_CLIENT_INITIALIZE(1, 9600, 8, 1, 0); // 配置通讯参数
// 发送数据
DataToSend[0] := 100;
DataToSend[1] := 200;
//...其他数据赋值
MB_CLIENT_WRITE_REGISTERS(ModbusClient, SlaveAddress, RegisterAddress, DataToSend);
// 接收数据
MB_CLIENT_READ_REGISTERS(ModbusClient, SlaveAddress, RegisterAddress, DataReceived);上述代码展示了如何使用ST语言进行MODBUS通讯的基本操作。首先初始化MODBUS客户端,设置好通讯参数,如波特率、数据位等。然后可以通过 MBCLIENTWRITEREGISTERS 函数向从站写入数据,通过 MBCLIENTREADREGISTERS 函数读取从站数据。
- ETHERNET通讯
ETHERNET通讯为系统提供了高速、便捷的数据传输通道,方便与其他具备以太网接口的设备进行数据交互。
// 定义以太网通讯相关变量
VAR
EthernetSocket : SOCKET;
ServerIP : STRING := '192.168.1.100'; // 服务器IP地址
ServerPort : UINT := 5000; // 服务器端口
SendData : STRING := 'Hello, Server!';
ReceivedData : STRING[100];
END_VAR
// 创建套接字
EthernetSocket := SOCKET_CREATE(AF_INET, SOCK_STREAM, 0);
// 连接服务器
SOCKET_CONNECT(EthernetSocket, ServerIP, ServerPort);
// 发送数据
SOCKET_SEND(EthernetSocket, SendData);
// 接收数据
SOCKET_RECEIVE(EthernetSocket, ReceivedData);
// 关闭套接字
SOCKET_CLOSE(EthernetSocket);这段代码利用ST语言实现了简单的以太网通讯。先创建套接字,然后连接到指定IP和端口的服务器,接着发送和接收数据,最后关闭套接字。
- 模拟量输入
模拟量输入能采集诸如温度、压力等连续变化的物理量,并转换为数字量供PLC处理。
// 定义模拟量输入相关变量
VAR
AnalogInputChannel : UINT := 1; // 假设模拟量输入通道1
AnalogValue : REAL;
END_VAR
// 读取模拟量值
AnalogValue := AIO_READ(AnalogInputChannel);这里通过 AIO_READ 函数读取指定模拟量输入通道的值,并将其赋值给变量 AnalogValue,后续就可以基于这个值进行相应的控制逻辑编写。
- 数字量输入输出
数字量输入输出是PLC最基础的功能,用于处理开关量信号。比如控制电机的启停、检测传感器的通断等。
// 数字量输入
IF DigitalInput_1 THEN // 假设存在数字量输入1
// 执行相应逻辑
DigitalOutput_1 := TRUE; // 假设控制数字量输出1
END_IF这段简单的代码展示了数字量输入如何触发数字量输出的逻辑。
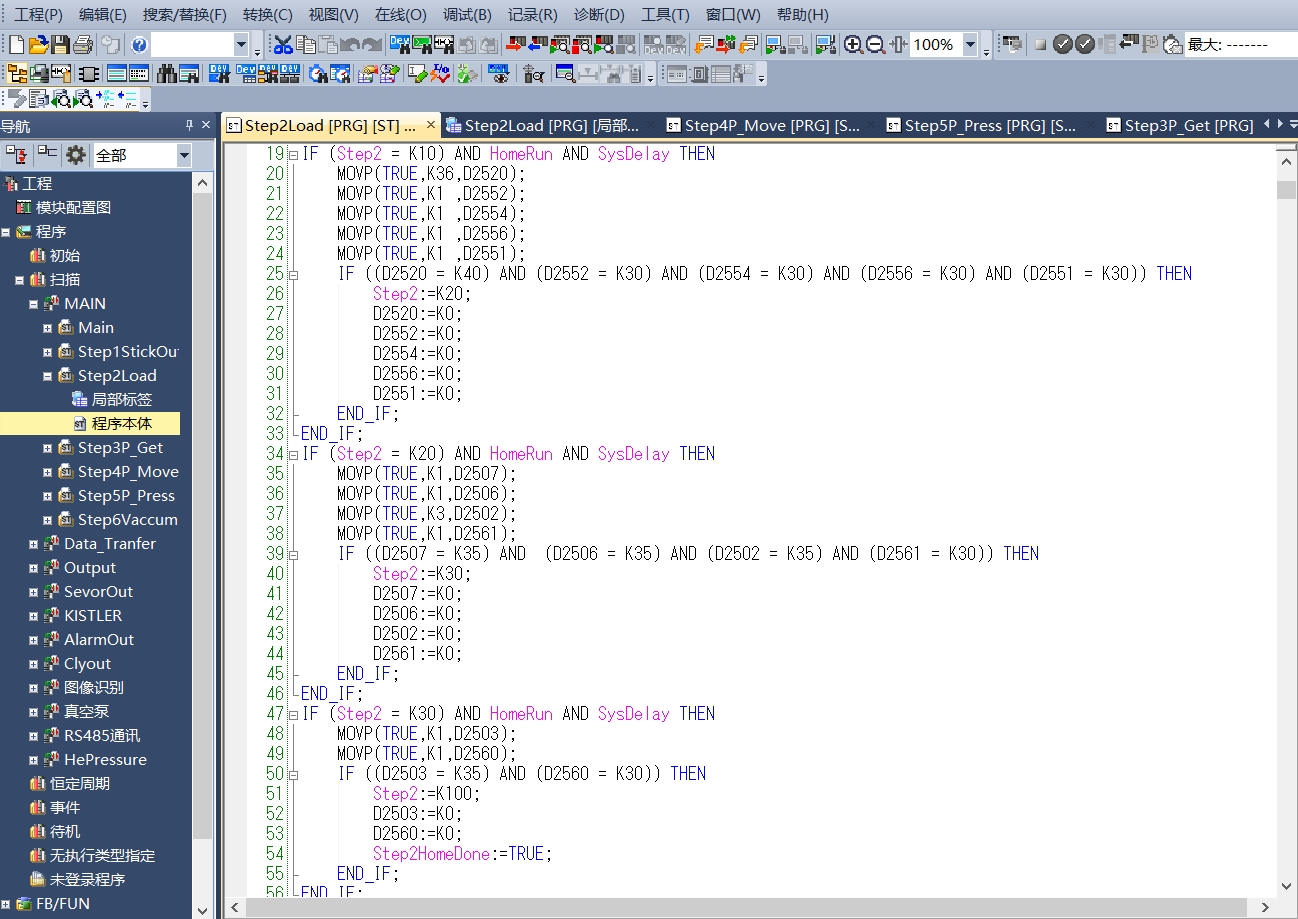
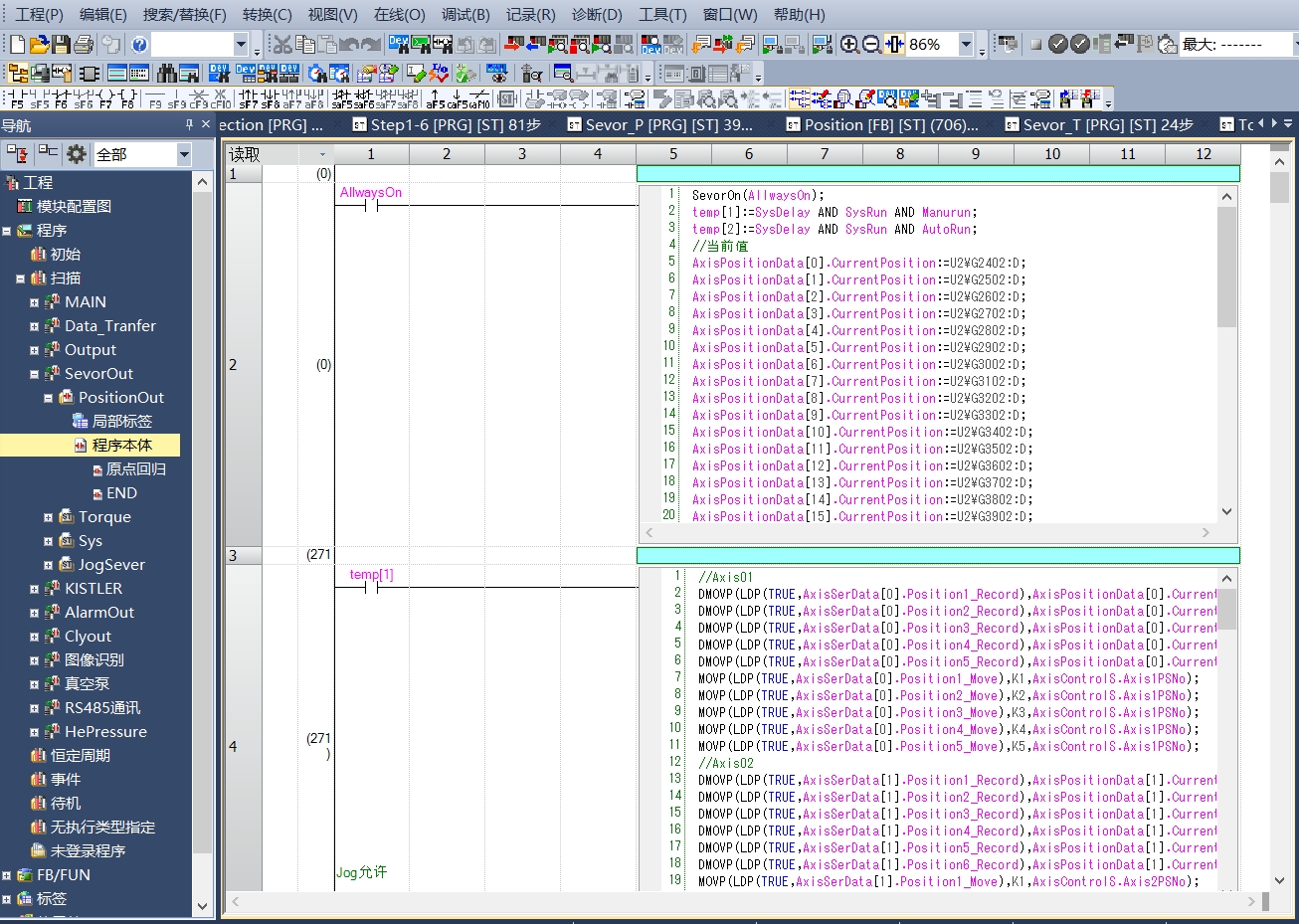
编程实现:ST语言与梯形图
本项目的PLC程序采用了ST语言和梯形图编写。ST语言类似于高级编程语言,具有较强的逻辑性和结构性,适合编写复杂的控制算法。而梯形图则以图形化的方式呈现逻辑,直观易懂,方便电气工程师快速上手。这两种编程方式相互结合,充分发挥各自优势,使得程序的开发和维护更加高效。
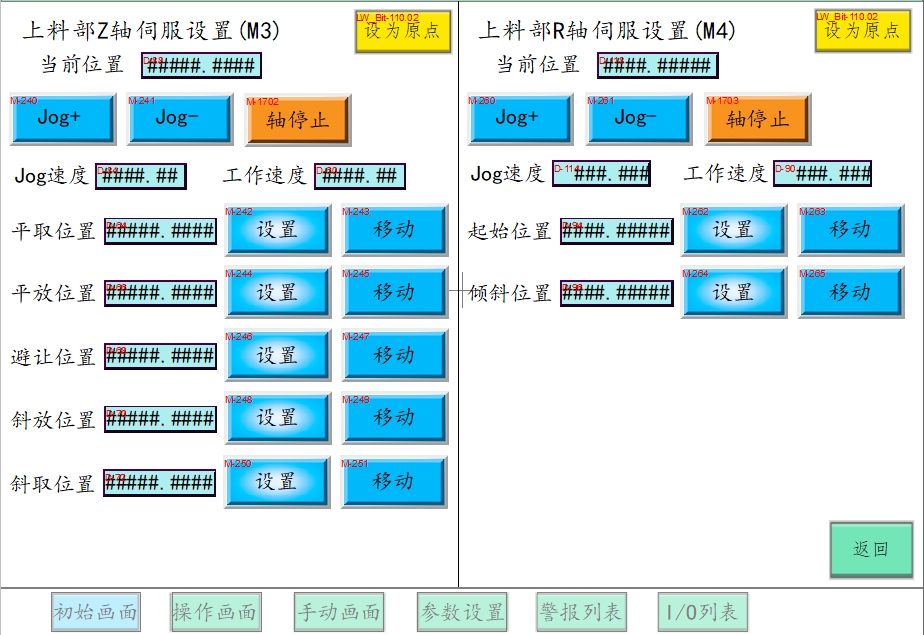
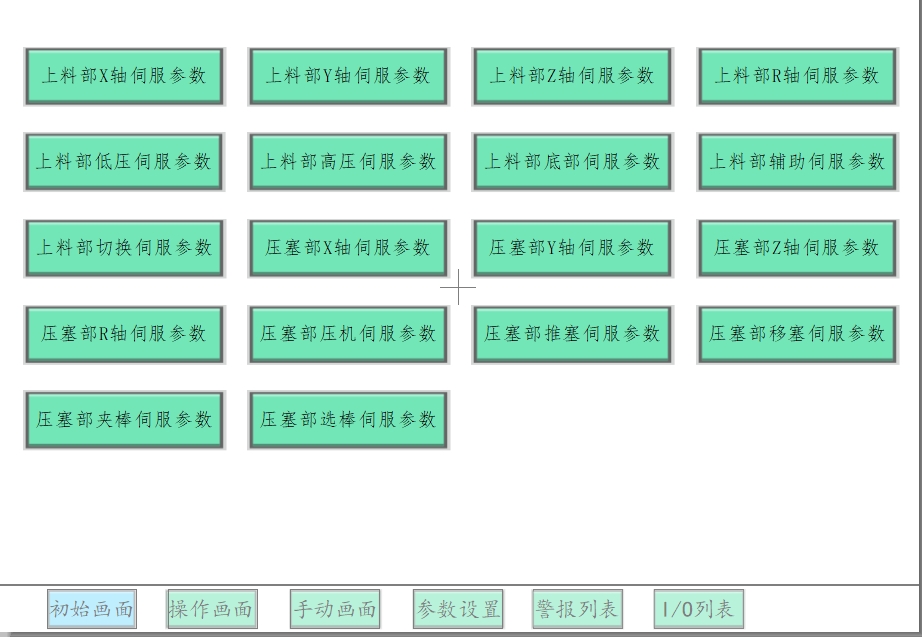
人机交互:维纶通触摸屏
项目选用维纶通的触摸屏作为人机交互界面,它提供了友好的操作界面,操作人员可以方便地监控系统运行状态、设置参数等。通过与PLC进行通讯,触摸屏实时获取PLC的数据并进行显示,同时操作人员在触摸屏上的操作也能及时传递给PLC,实现对整个控制系统的灵活控制。
项目全套资料福利
这个项目提供全套资料,对于想要深入学习三菱iQ - R系列PLC控制系统的朋友来说,简直是宝藏。无论是硬件设计图纸、PLC程序代码,还是触摸屏组态文件等,应有尽有。这不仅有助于大家学习掌握相关技术,还能为实际项目开发提供宝贵的参考案例。希望大家都能从这些资料中汲取到有用的知识,在自动化领域不断探索前进!
以上就是对三菱iQ - R系列PLC控制系统项目的一些分享,欢迎大家一起交流讨论。


















 1210
1210

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









