



4 医疗器械的激光加工
M.C.希普工程研究所,利物浦约翰摩尔斯大学,利物浦,英国
4.1简介
激光于1960年首次被实现,到该年代末期,工业和制造领域的应用已投入生产。
第一台激光器是波长为694纳米的红宝石激光器,因此可轻松聚焦成数十毫米量级 的光斑尺寸。其他激光器迅速出现,包括在10.6毫米波长下工作的CO2激光器以及 在1.06毫米波长下工作的Nd‐YAG激光器。这些激光器可轻松聚焦成数百毫米量级 的光斑尺寸。当然,采用更专业的光学系统可将这些光斑尺寸缩小至微米量级。
然而,这些激光器的功率也随之增加,从而提高了它们加工材料的速度。
这两个因素使得激光成为制造医疗器械时考虑的理想工具。大多数医疗器 械要么足够小,可以植入体内,要么是尺寸为数十毫米的部件。它们还需要达 到数十毫米量级的特征尺寸。这种特征尺寸可以通过聚焦激光束轻松实现。
因此,在制造中采用激光技术的医疗设备应用迅速增加。从心脏起搏器的 激光焊接到心血管支架的制造,激光已被证明是一项关键技术。
随着新型激光器不断进入市场,这些应用的发展正以越来越快的速度持续 增长。新一代光纤激光器和超快激光器已经对激光精密制造产生了重大影响。
现在有太多工艺和应用无法在本章范围内一一涵盖。因此,本章重点介绍 激光的加工应用——切割、钻孔、微加工和表面织构化。本章的目的并非向读 者详细描述激光工艺本身或相关设备,而是旨在说明这些工艺已被应用于哪些 生物医学领域。希望通过这种方式,能够进一步拓展激光加工在医疗器械制造 中的应用,并推动其投入实际生产。
4.2激光切割
4.2.1引言
激光切割已成为一种在全球范围内广泛使用的激光工艺。如今,可以购买到可 连接家用个人电脑(PC)的台式系统,用于切割薄塑料,价格低于5000欧元。
此外,还可购买大型自动化钣金系统,能够实现无人化“lightsout”运行, 并可切割厚达25毫米的不锈钢。在钣金行业中,CO2激光切割系统现在被视为 一种“公用设施系统”(格林和夏普,2010),即系统设计注重效率,并可 由相对非熟练人员操作。
除了生产中的这种尺度范围外,材料尺度和精度范围也是激光切割工艺成 功的关键。激光可用于在箔材和薄板上以亚微米精度加工微米级特征,也可用 于在6米3米的床身上切割厚板材料并实现200毫米精度。激光切割涵盖了从 精密微加工、精密切削到大体积金属板加工的整个范围。
在回顾生物医学器件的激光切割应用时,需要考虑几个因素,以便对不同 的激光切割工艺进行有效分类。材料至关重要;金属材料涉及熔化和汽化,或 烧蚀,并且通常采用“气体辅助”方式将熔融材料吹除。聚合物的切割同样可 能采用“熔化吹除”技术,也可能仅依赖热分解或光化学分解。
光化学分解需要紫外激光,但大多数激光切割使用的是红外(IR)光源, 例如Nd‐YAG激光器或CO2激光器(鲍威尔,1998)。然而,以1064纳米波长 为中心的短波长红外光源通常不适用于聚合物和玻璃。使用脉冲激光器可以增 强加工效果,特别是在峰值功率比平均功率显著提高(数个数量级)的情况下, 如脉冲Nd‐YAG激光器中所见。
切割应用与特定激光类型或特定切割工艺之间不存在简单的对应关系。本 节将对主要切割工艺进行广泛概述,旨在鼓励激光切割材料的用户或潜在用户 全面考察所有相关选项。
4.2.2CO2激光切割金属
CO2激光切割系统自1967年首次演示氧气辅助激光切割以来,已成为钣金行业 的主力设备(沙利文和霍尔德克罗夫特,1967)。CO2激光切割的基本原理很 简单。激光束通过透镜聚焦。该光束从一个压力腔(通常由透镜密封)中射出, 穿过一个小的气体喷嘴,其焦点可调,但通常位于喷嘴外侧。一种“辅助”气 体通过喷嘴沿同轴方向输送至聚焦光束。仔细选择激光参数(激光功率、脉冲 参数、离焦量)和气体参数(成分、压力、喷嘴直径以及喷嘴与工件的距离), 即可获得满意的激光切口。
在激光切割金属时,该过程通常被视为一种“熔化吹除”技术(鲍威尔, 1998)。激光束被金属表面吸收,形成熔池并可能产生汽化。在气体射流的 辅助下,激光束“穿透”金属。当完全穿透后,
激光束可以移动以形成激光切割轮廓。在此阶段,切割工艺简单描述为激光束 在切削面上被吸收,从而产生熔化区,熔化物从切缝底部被推出。
如果气体是惰性的,则切割所需的能量完全来自激光束。然而,如果对低 碳钢等金属使用活性气体(通常为氧气),会与铁发生放热反应,从而增加可 用能量,进而提高切割速度。
使用氧气作为辅助切割气体可能是不可取的。在切割不锈钢时,它不会提 高切割速度或质量,并且还可能导致切削面附近出现铬元素的贫化(Ghany 和Newishy,2005)。对于低碳钢,氧化表面可能会给后续的涂装作业带来 问题。对于钛及其合金而言,一般不能接受氧化表面处理,这可能使得在切割 复杂轮廓时难以控制切割工艺。虽然氮气对于大多数不锈钢和高温合金可被视 为惰性气体,但对于钛及其合金则必须视为活性气体。
为了避免与氧气或活性气体辅助切割相关的问题,可采用惰性气体辅助切 割。但若使用与氧气辅助切割相似的辅助气体压力,往往会导致切割质量较差 且工艺速度降低。
当使用显著更高的压力惰性气体辅助(>10巴(表压))时,切割质量得 到了显著改善。可在多种不锈钢、高温合金、铝和钛合金中实现光滑、无氧化 物(光亮)的切削面。冶金分析表明,不存在重铸层且热影响区(HAZ)大 大减小。此外,研究发现,如果将激光束焦点设置在材料的底面,则切削面不 会出现氧气辅助激光切割特有的条纹。这种高压气体辅助技术非常适合用于医 疗器械市场中箔材和板材部件的激光切割,包括壁厚相近的管状部件。
4.2.3CO2激光切割非金属
CO2激光器通常用于非金属材料的激光切割,特别是聚合物、玻璃和陶瓷。
传统上,由于10.6毫米波长能被这些材料良好吸收,因此CO2激光器常被用 于切割这些材料。而以1.06毫米为中心的近红外(NIR)激光器则不易被这些 材料吸收,在此波长下材料通常呈透明状态,激光束无法有效耦合进入材料。
使用CO2激光器进行聚合物切割时,根据聚合物的性质,采用三种不同的工艺 或其组合(Caiazzo等,2005)。大多数聚合物通过类似于金属切割中熔化吹除 的熔融过程进行切割。采用此工艺切割的聚合物包括聚乙烯、聚碳酸酯和聚丙烯。
一些热塑性塑料通过汽化方式进行切割,大部分材料以蒸汽形式去除,少量残余 熔体在表面再凝固。若不使用气体辅助或仅使用非常轻微的气体辅助(主要用于 保护透镜而非辅助切割)
采用该工艺可获得透明的、类似玻璃的切削面。聚甲基丙烯酸甲酯(有机玻璃)是使 用该技术切割的主要材料。
热固性塑料通常通过热降解进行切割。这可能会产生碳质烟雾,其中一部分 可能沉积在切口附近。切割表面通常会被一层细小的烟尘熏黑,这种烟尘一般可 以去除,但不一定能完全清除。工艺参数与切割质量之间的关系在文献中已有充 分报道(例如Caiazzo等,2005;Davim等,2008;Choudhury和Shirley, 2010)。
玻璃和陶瓷的激光切割并不简单。尝试使用热过程切割陶瓷可能导致整个陶瓷部 件开裂,或在切割表面产生微裂纹而使其强度减弱(Tonshoff和Emmelmann, 1989)。诸如薄氧化铝基板以及瓷砖等材料已被成功切割。其他陶瓷通常采用加工工
艺进行切割——即通过多次切割道次或多道区域去除操作来实现。已证实可使用CO2
激光切割较厚的氧化铝基陶瓷瓷砖(Black和Chua,1997;Wee等,2008)。
大多数陶瓷通常不进行穿透切割。相反,可以通过划片的方式实现部分切 割(Tsai和Liou,2003),从而控制材料断裂以分离材料。
4.2.4脉冲Nd:YAG激光器切割
与CO2激光切割作为主流实用技术的发展并行,Nd:YAG激光器在激光切割中 的应用也发展成为一种小众应用。已形成两个重要的小众市场——小型部件和 特征结构的高精度精细切割,以及基于柔性光纤的传输。后者主要应用于通用 制造领域,特别是通过机器人传输对三维部件进行修边和切割。更为重要的是 脉冲Nd:YAG激光器在医疗器械行业精密精细切割中的应用。脉冲Nd:YAG激 光器主要有两种类型:一种是脉冲灯泵浦激光器,其激光束的脉冲直接来源于 激光泵浦闪光灯的脉冲;另一种是调Q激光器,采用连续泵浦Nd:YAG激光器。
闪光灯泵浦激光器产生的脉冲具有几十毫秒到约20毫秒的脉冲宽度,脉冲能 量可达数十焦耳,平均功率可超过100瓦。此类激光器可实现千瓦级峰值功率, 已用于切割切缝宽度小于10毫米的金属。
用于激光切割的调Q激光器在千赫兹范围内产生持续时间为纳秒级的短脉 冲,平均功率通常为几十瓦。二极管泵浦技术的发展催生了二极管泵浦固体 (DPSS)激光器,提高了电光转换效率和光束质量。目前这类激光器通常基 于Nd:YVO3(钒酸盐),而非Nd:YAG。
尽管调Q激光器在切割尤其是薄箔方面有应用,但脉冲Nd:YAG激光器通 常更适合医疗器械制造中遇到的稍大一些的厚度。
4.2.5光纤激光切割
光纤激光器的发展正在开启激光加工的新时代,而激光切割是一个关键领域。
光纤激光器具有最高的光束质量、电光转换效率和最紧凑的占地面积。连续波 光纤激光器的功率可达10千瓦甚至更高,但在医疗器械制造中的切割应用, 100瓦到1千瓦范围内的光纤激光器更为相关(诺曼等人,2012年)。此外, 还有纳秒脉冲光纤激光器,其性能可与许多二极管泵浦固体激光源相媲美。
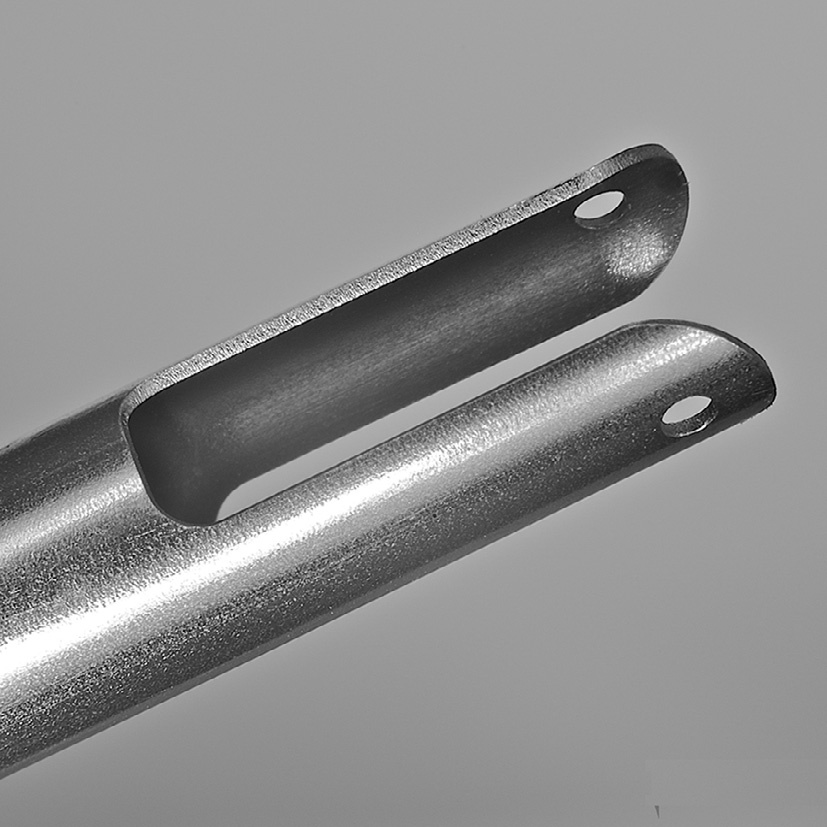
对于金属的薄板<2 mm)切割,可轻松实现精细聚焦(低至25μm或更小),从 而提高加工精度和加工速度。精细光纤激光切割的一个示例如图4.1所示。对于某些应 用,该聚焦可能过于精细,此时可能更倾向于采用光束质量较低的光纤激光器。
光纤激光切割与CO2激光切割质量的比较一直是近期广泛讨论和研究的课 题,普遍认为光纤激光器的较短波长在减少薄板金属因条纹引起的切边粗糙度 方面具有优势,而CO2激光器在厚板切割方面能提供更高的质量(克拉特基等 人,2009年)。
4.2.6超快激光器
激光切割的另一项重大革新是高功率“超快”激光器的发展,这类激光器产生 的脉冲处于皮秒和飞秒范围,通常在80飞秒到20皮秒之间。在这些脉冲宽度 下,配合良好的光束质量,可实现低于50毫米的聚焦,从而达到很高的强度。
在如此高强度和超短脉冲长度条件下,烧蚀过程发生的时间尺度极短
足以减少或消除周围材料的热量产生,从而实现有效的“冷”烧蚀。该工艺主 要应用于机械加工和小孔钻孔操作中,其中需要去除的材料体积相对较小。然 而,随着平均功率超过400瓦的皮秒激光器的出现,现在可以考虑将这些激光 器用于薄截面材料的激光切割,并实现有活力的切割速度。这在需要高精度和 高速度、且切削面存在热影响区不可取的应用中将具有优势。
与超快激光器相关的高强度另一个重要方面是,激光束可能发生非线性吸 收。在非线性吸收中,光束的吸收随强度增加而增加。因此,在激光波长(对 于超快激光器的基波波长通常在775或1060纳米区域)下通常被认为是透明的 材料可以变得足够吸收,从而实现满意的加工,包括切割(Kr€uger和 Kautek,2004)。因此,聚合物、陶瓷等材料也可以作为适合用超快激光器 加工的材料。
4.2.7材料和应用
考虑到医疗器械部件激光切割中最常见的切割厚度,可以说任何材料都可以进 行激光切割。是否采用激光切割技术的关键问题主要涉及质量、生产率和成本。
关键的质量参数通常包括表面光洁度、切割表面的重铸层材料程度、切口附近 热影响区(HAZ)以及与表面化学变化相关的问题,这些化学变化可能会影 响可焊性或耐腐蚀性。通常,任何粗糙度都是由切削面上条纹的形成引起的, 根据材料的不同,粗糙度范围可从几乎为零到典型的最大粗糙度(RA)5毫米。
重铸层材料源于熔融流动,因此主要出现在金属切割或热塑性聚合物加工 中。高压气体辅助可显著减少甚至有效去除重铸层材料,而超快激光加工则从 源头上避免熔融的产生。重铸层材料可能含有微裂纹,这些微裂纹可成为基底 中的裂纹萌生源或腐蚀点。热影响区可能以多种方式影响材料性能;它可能比 基体材料更硬或更软,并具有不良的腐蚀特性。例如,氧气辅助切割可能导致 切边附近基体材料中的铬元素耗尽,这对可焊性和耐腐蚀性均会产生不利影响, 这便是需要考虑化学变化的一个实例。
对于大多数激光切割工艺而言,目标是实现无渣切割,通过谨慎选择和优 化激光源及参数,许多材料和厚度均可达到这一效果。然而,寻找这些参数可 能耗时较长,且参数可能不够坚固,因此有时可允许产生少量易碎残渣,以便 在后续处理中轻松去除,从而换取更坚固、更快的激光工艺。
激光切割的一个经典应用是冠状动脉支架。这些器件用于扩张阻塞的动脉 并维持流向心脏的血流,而大多数此类器件都是由激光切割细金属管制造而成。
材料包括不锈钢、铬钴合金和镍钛诺形状记忆合金(舒斯勒和斯特罗贝尔, 2003)。典型的外径范围为2至4毫米(未扩张),长度为15至30毫米。由于 结构复杂,总的切割路径长度可长达500毫米(克里斯滕森,1998),且要求 生产率达到每小时100件,因此切割速度至关重要。
激光支架切割的发展体现了支架制造中的诸多问题,以及这些问题是如何 被解决的,同时也展示了新型激光源如何在生产环境中取代现有的激光类型。
早期激光支架切割作为电化学加工的替代方法被引入,采用脉冲YAG激光器, 最初使用相对较低的功率(例如2–3W)(卡图里亚,1998)。显然,由此产生 的激光切割表面质量不适合用于支架,因此需要额外的电化学加工(如抛光、钝 化等)(拉瓦尔等,2004)。此类加工可处理松散的易碎残渣,但对于如此细小 的管材而言,由穿过切口的残余激光束直接冲击导致的“背壁损伤”,以及切割 过程中金属烟雾附着在与切点相对的支架管材内壁上,也是一个问题——前者随着 激光功率的增加而加剧。解决此问题的一种方法是在切割时使水在管内流动,以 减少激光束和烟雾对背壁的传输(穆罕默德等,2010)。
提高脉冲YAG激光器的平均功率可以增加吞吐量,但要维持适用于所需 精度和质量的合适聚焦光斑尺寸变得越来越困难。因此,支架切割为光纤激光 器提供了绝佳的应用机会。更高平均功率(高达100瓦)成为可能,同时仍可 轻松实现小于50毫米的聚焦光斑尺寸。此类激光器可实现超过100毫米/分钟的 切割速度,轻松满足必要的生产率要求。现代激光支架切割机具有简单设置和 编程、高速度(例如,30秒内切割10毫米长的支架)以及必要的过程监控和 数据采集功能,以满足所有法规要求。它是激光加工为医疗器械制造应用带来 的优势的典范。
4.3激光钻孔
4.3.1简介
本节回顾了医疗器械领域中激光钻孔的一些关键激光源及其应用。该应用涉及
多种激光源,主要包括CO2 ,灯泵浦脉冲Nd:YAG、DPSS、光纤、准分子和超 快激光器。激光源的选择取决于孔径和厚度(深度)、材料以及所需加工的孔 的数量(从每个部件1个孔到膜和类过滤组件的数万甚至数十万个孔)。本节 主要按照激光类型进行组织,以说明激光钻孔的关键要素和应用。在
为了区分钻孔与激光切割或微加工,本节将钻孔主要视为一种通过激光束在焦 点处的单次或多次脉冲形成孔的过程,即“冲击钻孔”,或通过掩模投影脉冲 实现。当孔径足够大时,激光束相应的焦斑尺寸变大,光束强度降低,导致后 续的孔质量可能变得不可接受。这可以通过采用环切技术来解决,即使用小直 径聚焦光束穿透材料,然后沿圆形路径进行环切,以形成所需直径的孔。如果 该直径显著大于材料厚度,则此过程实质上已转变为激光切割。
激光钻孔与传统的机械钻孔不同。它可能存在一定程度的非圆度,且孔壁 通常不平行。激光钻孔的质量通常通过多种因素来评估,如图4.2所示。关键 的孔几何因素包括圆度和锥度,而其他因素如‘喇叭口’也可能很重要。孔内 的表面光洁度很少被详细考虑。材料方面的考虑因素与激光切割类似,包括氧 化层、重铸层和热影响区厚度。熔渣的存在,以及在某些应用中因排出的熔融 材料再沉积而产生的表面飞溅,也可能具有重要意义。对于单个部件上包含大 量孔的应用,孔尺寸的变异性(通常是孔径或面积)可能很重要。当多个组件 需要一致的单孔部件时,例如流量一致性成为问题时,这一点尤为重要。当钻 孔进入腔体或管腔时,腔体对侧壁上激光损伤的存在或程度将是一个重要的质 量因素。
4.3.2脉冲Nd:YAG激光钻孔
脉冲YAG激光器非常适合在金属材料中钻孔(范德韦尔特,2004)以及某些 陶瓷,通常孔径范围为0.1–0.7mm,厚度可达5毫米及以上。后一类尺寸更 多见于其他工程领域,航空发动机部件的冷却孔钻孔即为典型例子,也是大量 研发工作的主题(弗伦奇等,1999;纳赫贾瓦尼和戈雷希,2006;科克伦等, 2002)。
脉冲YAG激光器进行激光钻孔的典型参数范围为:脉冲宽度0.1至1毫秒, 峰值功率5至20千瓦,平均功率5至120瓦。这些数值较高的端部更适用于一般 工程应用,而医疗设备应用对精度的要求通常需要较低平均功率激光器所具备 的优良光束质量,并结合较短的脉冲长度和适中的峰值功率。
现代脉冲YAG激光器采用开关模式电源,这使得能够对脉冲进行时间上 的整形(见图4.3)。这些脉冲形状在这些激光器的许多应用中已被证明具有 优势,包括钻孔。脉冲整形可以改善铜和银等高反射率材料的加工性能。将深 孔钻削中使用的高能脉冲分解为一系列较短的脉冲可提高钻孔速率(Li等, 2002)。通过调Q激光器对毫秒脉冲进行调制也已被证明可改善钻孔效果( Brajdic等,2008)。
腔内光阑可用于改善这些低功率系统的光束质量,当与高光束放大率结合 或使用高数值孔径显微镜物镜作为聚焦透镜时,可利用这些激光器在薄箔上加 工出直径小至5毫米的孔。
对于金属材料的脉冲Nd:YAG钻孔,通常采用辅助气体喷射。这种气体可 以是活性辅助气体,如氧气,也可以是惰性气体以减少氧化。辅助气体喷射和 喷嘴在减少飞溅物撞击光束传输系统的末端光学元件方面也非常重要。该元件 通常是一块低成本的薄玻璃片,被视为耗材。
脉冲YAG钻孔在医疗设备应用中的一个典型例子是在缝合针或压接件上钻盲 孔(Ahn, 1992)。该方法可提高针和缝线的弹性,并减少缝合过程中的拖拽力。
4.3.3其他激光钻孔工艺
虽然脉冲Nd:YAG激光器因在金属材料中的钻孔应用而被广泛认可,但其他激 光器也常被使用。CO2激光器可用于聚合物,并且特别适用于此类材料。脉冲 CO2激光器在钻孔金属时可能缺乏足够的脉冲长度或峰值功率,尽管高平均功 率的脉冲CO2激光器可用于单脉冲“飞行中”钻孔并实现高生产率(Olsen和 Alting,1995)。与“飞行中”钻孔相关的应用是聚合物薄膜穿孔。该技术 已在食品包装行业中广泛应用,用于气氛控制包装和控制包装开启。这两个应 用均适用于医疗器械包装。
脉冲Nd:YAG激光器适用于在箔材和薄板上钻削亚毫米孔,但对于需要大 量更小孔的应用(例如制造单个孔尺寸约为5–50mm且开孔区域较大的网状箔 材),DPSS激光器可提供更优的解决方案。高重复频率(kHz)可实现高生 产率的钻孔(Tunna等,2006)。DPSS激光器的倍频通常能提供更好的加工 特性(Knowles等,2007;Karnakis等,2005)。三倍频和四倍频进入紫外 光范围后,这些激光器便能够加工对近红外和可见激光辐射透明的聚合物及其 他材料(Ilie等,2007)。
准分子激光器是小孔钻孔的另一种重要工具。准分子激光器是一种脉冲激 光器,可产生大面积均匀光束,通过掩模成像投射到工件上,能够加工出孔阵 列、异形孔和三维结构孔(Rizvi等,2000)。
光纤激光器,包括连续波和纳秒脉冲光纤激光器,也正在被引入用于激光钻孔 (Biffi和Previtalli,2011)。
超快激光器也正在对激光钻孔产生影响。这类激光器具有高光束质量,可 实现低至10毫米的聚焦光斑尺寸,尤其是在使用倍频或三倍频激光器时。更重 要的是,超短脉冲宽度通常为<20皮秒,能够实现几乎不对基底产生热效应 的材料去除。目前已有固体和光纤超快激光器。前者通常提供较高的脉冲能量 (>10毫焦至数毫焦)和中等高重复频率(1–500千赫兹),而光纤激光器的 脉冲能量通常限制在<20毫焦,但重复频率可达数十兆赫兹。由于许多金属 的烧蚀阈值要求约为5毫焦(对应光斑尺寸约25毫米),这些激光器可用于加 工和钻孔,但在如此高的重复频率下进行光束/工件操控具有较高难度。
通常,最高质量的钻孔发生在脉冲能量仅略高于烧蚀阈值所需能量的情况 下,因此许多固体激光器以低脉冲能量运行,或通过光束衰减来降低脉冲能量, 以达到无法直接从激光器获得的理想能量。以这种方式降低脉冲能量会减少平 均功率,从而降低生产率。最近,已开发出可编程分束技术,能够将单束激光 分成最多至少30个独立的焦点,每个焦点均能以高质量进行加工和钻孔,并 充分利用激光器的全部可用平均功率(Kuang等,2008)。
超快激光钻孔的另一个优势在于,这类激光器通常能够加工聚合物、陶瓷 等材料,而这些材料对于基础波长(通常为775或 1060nm)在较长脉冲宽 度下由于缺乏吸收而通常不适用。
4.4微加工
4.4.1简介
切割、钻孔和微加工在一定程度上相互关联;它们都属于材料去除工艺。切割 的特点是材料去除贯穿基底,以分离基底的不同区域。钻孔也是一种贯穿基底 的工艺,但更准确地描述为在基底上创建“开口”。加工则是指在不穿透基底 的情况下进行材料去除。
对于大体积(例如>25cm3)材料的加工,传统加工工艺在商业上更为可
行,只有当加工体积小于此值,或存在某些精密特征(例如特征尺寸<1
mm)时,激光加工才值得考虑。正是这一尺度使得激光加工在医疗器械制造 中具有重要价值,包括芯片实验室等产品。也正是这一尺度使得“微加工”这 一术语在描述激光加工时更受青睐。在探讨微加工的定义时,文献综述表明, 许多作者将孔径通常为50毫米或更小的钻孔视为微加工。
通常情况下,当激光的“相互作用时间”大于200纳秒时,例如具有毫秒 级脉冲宽度的脉冲Nd:YAG激光器和连续波激光器,会产生难以从加工表面清 除的熔融物。在切割过程中,熔融物被从切缝底部吹出;而在脉冲YAG钻孔 中,孔内存在足够的蒸气压力和约束,从而产生足够的熔融物排出。但一旦加 工区域变得更为开放,熔融物 tends to move laterally away from the laser beam and solidify. 即使使用辅助气体喷射,也难以彻底清除材料。
对于脉冲时间较短的激光器,材料去除过程更具消融性,被去除的材料沿 激光束轴线以羽流形式从基底上移除。可能会发生再沉积,但通常表现为细小 的粉尘,不会附着在周围表面上。
因此,微加工中最常用的激光器是调Q倍频固体激光器、准分子激光器,以及近年来的超快 激光器。这些激光器在微加工(和钻孔)中的应用在一篇综述文章(梅耶,2004)中有所介绍。
激光微加工在医疗器械领域的一个关键应用是微流控装置的制造,尤其是 所谓的“芯片实验室”。在这些装置中,微量样品通过微流控系统进行传输, 并可在其中完成多种分析。这些微流通道必须精确制造,其截面尺寸可能各不 相同,并可遵循特定路径
曲折的路径。表面形貌、化学性质、润湿性和电荷对于成功制造器件都至关重 要。激光微加工为制造这些通道、储液池和其他特征结构提供了一种手段。已 有大量研究探讨了激光加工通道的特性,例如准分子、二极管泵浦固体和紫外 加工聚合物(参见综述论文(Malek, 2006a,b)。研究涵盖了多种聚合物,包 括涂覆有生物分子阻断涂层的聚合物。该综述的第二部分由Malek(2006a,b)撰 写,研究了超快激光和CO2激光在聚合物、玻璃、不锈钢和硅中对流体通道的 加工。超快激光加工不仅可用于多种材料(包括对激光波长透明的材料),而 且由于烧蚀过程需要非线性吸收,因此可以在基底表面及内部制备亚波长尺寸 通道。研究发现,CO2对聚甲基丙烯酸甲酯和聚碳酸酯的加工是制造宽度为 100–250mm通道的成本有效方法。
激光烧蚀(特别是准分子激光烧蚀)在芯片实验室领域中的另一个应用实 例是芯片生物工厂的概念(佩提格等人,1998)。利用准分子激光烧蚀技术 制造能够实现细胞电操控和细胞表征的多层微电子阵列。文中举例说明了可分 离或聚集不同粒子的行波结,以及可监测微生物的“介电旋转”腔室。
另一个考虑使用激光微加工的领域是难加工材料的加工,而工程陶瓷是这 类材料中的一个重要类别。同样,较短(纳秒)脉冲长度的激光加工通常能 获得更高的质量,但加工速率并不高。毫秒脉冲Nd:YAG激光加工和CO2激光 加工已用于实现良好的材料去除率。然而,在基体表面达到可接受的质量方面 存在较大困难,开裂是一个常见问题。陶瓷材料加工的特别关注来自于植入体 (骨科和牙科)医疗领域。已有综述文章发表,全面回顾了陶瓷的激光加工技 术(萨曼特和达霍特雷,2009)。
已对用于牙科种植体的氧化钇稳定氧化锆的激光加工进行了研究。该材料 可使用毫秒脉冲Nd:YAG激光器进行加工,具有合理的材料去除率且开裂最小 (迪尔等人,2008)。建议采用纳秒二极管泵浦固体激光器进行后处理作为 潜在的整体解决方案。纳秒加工在该团队的另一篇论文中得到了更详细的描述 (王等人,2008)。
光纤激光器当然是微加工领域的一种具有竞争力的光源,特别是主振荡功率放大 器(MOPA)纳秒脉冲光纤激光器。在这些激光器中,主振荡器要么是可在纳秒级分 辨率下直接调制的低功率二极管,要么是输出被调制的连续波光纤或二极管激光器 (德拉杜朗泰等人,2009)。这种低功率光束被注入到二极管泵浦光纤放大器中,以 将平均功率提升至几十瓦瓦特范围。需要对泵浦源和激光光学元件以及放大光纤本身 进行详细的光学设计,以最大限度地减少不良光学效应。这些激光器结合了纳秒脉冲 激光器的高光束质量和高峰值功率优势,同时具备坚固、紧凑和高效的激光源特性。
这些激光器的主要应用目标是光伏产业(Hoult和Gabzydl,2008),这 在文献中有所体现。然而,已有文献报道了这些激光器在加工与医疗器械相关 的材料(包括铝、不锈钢和硅)方面的性能(德拉杜朗泰等人,2009;O’ Neill和Li,2009;Hendow和Shakir,2010)。
超快激光在微加工中也备受关注。这类激光器能够实现‘冷’加工,热影 响区极小。超快激光器还能够在与较长脉冲持续时间下的吸收行为无关的情况 下,加工各种材料。这种特性的一个典型例子是波长为800纳米的飞秒脉冲能 够在透明塑料(如聚甲基丙烯酸甲酯)中钻出高纵横比孔(Zhang等,2002)。
飞秒激光对透明材料的加工在Gattass和Mazur(2008)中有进一步综述。尽 管该综述侧重于光子学应用,但也讨论了诸如芯片实验室等领域的应用。
飞秒激光器也能对金属进行精密烧蚀。这些激光器在芯片实验室应用中用 于加工微电极阵列以及其他潜在应用(如神经电极)的研究见于Hayden和 Dalton(2010)。使用飞秒激光器可以直接写入微电极图案,而无需像准分 子激光烧蚀那样通过掩模进行投影。由于这些路径实际上是计算机编程控制的, 因此可以方便地进行修改,而掩模投影则需要制造全新的掩模。
关于飞秒激光器在金属上的烧蚀特性,已有大量研究。特别是,目前已公认 存在两种烧蚀区域(LeHarzic等,2005a,b),即低能量密度区域和高能量密度 区域。低能量密度区域可产生高质量的加工表面,但材料去除有限。在高能量密 度区域,材料去除更快,但所得表面光洁度较粗糙,不太适用于许多应用。
一个典型例子是飞秒激光对镍钛诺(Huang等,2004)的加工,镍钛诺是一 种镍/钛形状记忆合金,正越来越多地用于包括支架在内的医用植入物中。该研究 指出,通过仔细选择参数(包括面加工中平行扫描路径之间的“hatch”间距), 可以降低表面粗糙度,但尽管使用了超短脉冲长度,仍可测得热影响区的存在。
尽管飞秒激光加工具有一些优势,但皮秒激光器的发展(最初出现在飞秒 激光器之后)已成为超短脉冲激光微加工的主要推动力。
皮秒激光器正以越来越高的平均功率面世,从而带来更高的生产率。平均 功率的这一增长始于21世纪初(Kleinbaueret al., 2005),自2010年以来,实验 室中已实现了1千瓦平均功率的皮秒激光器。
高平均功率通常意味着更高的吞吐量,因此这些新型激光器有望提高生产 率。然而,必须注意确保皮秒脉冲的质量优势不会
在更高平均功率带来的潜在热输入增加而被削弱。
与飞秒激光器一样,皮秒区域也具有两种烧蚀区域——提供最高质量的‘温和’ 烧蚀区域,或高能量密度区域。这种加工方式虽然去除材料的速度更快,但会牺牲加工质量。已有关于低能量 密度和高能量密度区域在铝、铜和不锈钢加工上的综合研究(Le Harzic等, 2005a,b)。本文还讨论了脉冲长度与金属烧蚀和加工过程中电子‐声子耦合 时间之间的关系。使用超短脉冲时,电磁能首先被电子吸收。电子‐声子耦合 时间决定了能量如何传递到金属晶格(即转化为热能)。多种金属的电子‐声 子耦合时间处于皮秒范围内(程等人,2009)。为了减少热输入,理想情况 下脉冲长度应小于或接近电子‐声子耦合时间。
作为选择较低能量密度的温和加工方法的一个示例,一项研究探讨了利用皮 秒加工硅片以制造微执行器(伦德雷蒂斯等人,2006)。此类器件的制造是微型 机器人技术中的关键步骤之一,而微型机器人技术在微外科手术中使用的医疗器 械方面具有潜在应用。采用温和烧蚀方式,在300 mm厚的硅片上获得的切缝宽度 约为35 mm。加工过程中产生了一定的重铸层,但可通过超声波清洗槽将其去除。
尝试提高能量密度会导致在切边附近形成微裂纹。
皮秒激光器的平均功率不断提高,也使得通过倍频、三倍频或高次倍频技 术开发出具有可观平均功率的绿光和紫外激光器成为可能。工作在355纳米的 皮秒紫外激光器能够在热损伤最小的情况下实现最高精度(克纳普和内贝尔, 2008),其医疗设备应用包括去除作为器件功能组成部分的薄膜涂层。
使用皮秒激光器进行加工的优势在对牙科种植体用Y‐TZP材料微加工的进 一步研究中得到了充分体现(帕里等人,2011)。皮秒激光加工可获得更优的 表面光洁度,且无表面微裂纹迹象。与纳秒激光加工相比,经皮秒激光加工的 材料具有更高的断裂强度。
4.5 表面织构化
4.5.1 引言
如前一节所述,微加工涉及去除材料以形成功能结构,特别是微流控装置中的 通道及其他特征结构中的体积结构,或用于分离和隔离结构区域的分离结构。
尽管微加工所形成的体积结构的表面光洁度可能对正在制造的器件或仪器的性 能起重要作用,但微加工本身在表面结构的生成中起着被动作用,微加工工艺 的总体发展方向是高效去除材料,并通常留下可接受的光滑结构。
然而,在许多应用中,表面本身可能对器件的性能产生重大影响。有时, 应用并非受益于最光滑的表面光洁度,而是受益于具有明确特征的表面特征结构和几何形状。这类表面可在流动控制、摩擦学行为以及生物细胞行为 (包括粘附和增殖)的调控方面提供显著优势。
利用激光束对表面进行结构化或纹理处理的概念似乎出现在20世纪70年代末至 80年代初。这一发展主要由电子工业推动,特别是对硅片表面的处理以及激光的应用。
据报道,使用相对低功率的激光器来改性微结构硅表面,在光存储(克雷格黑 德和霍华德,1981)方面具有潜在应用。还报道了利用激光诱导气态物质热解 形成精细(~1 mm)微结构的方法(Ba¨uerle, 1982)。最早考虑的医学应用之 一是心脏起搏器电极的表面织构化(赫尔肖恩等,1983)。在此研究中,将 由多孔材料制成的起搏器电极与经激光钻孔以增加表面积从而实现表面织构化 的铝帽电极进行了比较。两者均显示出在心肌组织中更好的附着性能和相似的 灵敏度。在随后的几年中,表面织构化技术持续发展,推动其发展的应用包括 电化学电极、电子材料(如光伏材料)以及摩擦学。
针对细胞调控的织构化表面研究在21世纪初开始加速。采用的技术包括光 诱导聚合物固定和光刻技术,这些技术通常涉及聚合物基底以及多糖的应用 (Craighead et al., 2001; Barbucciet al.,2002, 2003a,b)。
与电子工业类似,人们逐渐认识到准分子和固体激光烧蚀等技术有可能取 代光刻技术,因为激光能够在从亚微米到数百毫米的尺度范围内生成表面特征 结构。这些过程正逐渐被归为一种称为表面织构化的工艺,而表面织构化属于 表面功能化这一更广泛领域的一部分。
4.5.2 表面纹理的形成
继激光作为电子行业光刻技术的潜在替代方案被引入后,关于利用激光表面织 构化实现细胞调控的首批报道也基于准分子激光加工。使用KrF准分子激光器 在Mylar® (聚对苯二甲酸乙二醇酯)圆盘表面加工出平行微沟槽(邓肯等, 2002)。微沟槽宽度范围为1至30 mm,通常在之间保留一条30mm宽的未处 理区域。将骨祖细胞接种于表面,并在7天内观察其对细胞生长和粘附的影响。
作者报告称,除发现细胞倾向于附着在沟槽宽度和深度较小时的更光滑表面外, 难以识别出其他显著影响。类似准分子激光微沟槽加工已有报道(卡勒瓦特等, 2003)。在其研究中,通过接枝亲水性聚丙烯酰胺层对聚氨酯表面进行改性。
该改性表面采用ArF准分子激光器加工成25mm宽、约2mm深的微沟槽,留下 25 mm宽的条纹。此类表面可用于内皮细胞的培养。
还使用了准分子激光器对多糖涂层(巴布奇等人,2003a,b)进行微沟槽加工, 这些涂层由涂覆有透明质酸和硫酸化透明质酸的玻璃制成。随后用248 nm准分子 激光器加工,在玻璃表面形成宽度为10至100mm的透明质酸和硫酸化透明质酸条 纹。将小鼠成纤维细胞(3T3细胞系)和牛主动脉内皮细胞培养在这些表面上。两 种细胞类型均倾向于选择透明质酸表面上的玻璃区域;而在硫酸化透明质酸表面 上,内皮细胞则黏附于硫酸化透明质酸上,并通过调节条纹尺寸实现了对细胞形 态和排列的部分控制。成纤维细胞则更倾向于选择玻璃表面。
基于掩模的准分子工艺是激光表面织构化的自然初始尝试。随着坚固的在 近红外、可见光和紫外波长下运行的二极管泵浦固体激光器以及超快亚纳秒激 光器和光纤激光器的日益普及,可以通过移动这些激光器的单一焦点形成图案, 从而实现表面织构化。
一种典型的直接写入方法使用飞秒激光器对胶原蛋白进行织构化处理(刘 等人,2005)。飞秒激光器能够加工胶原蛋白的原因在于飞秒激光器的高峰 值功率引起的非线性吸收,即使脉冲能量仅为几mJ也能实现。图案包括孔、线 条和网格图案,单个孔径和轨迹宽度约为20mm。大鼠间充质干细胞和人成纤 维细胞在这些表面上保持有活力数天,并且未显示在图案化区域外移动的现象。
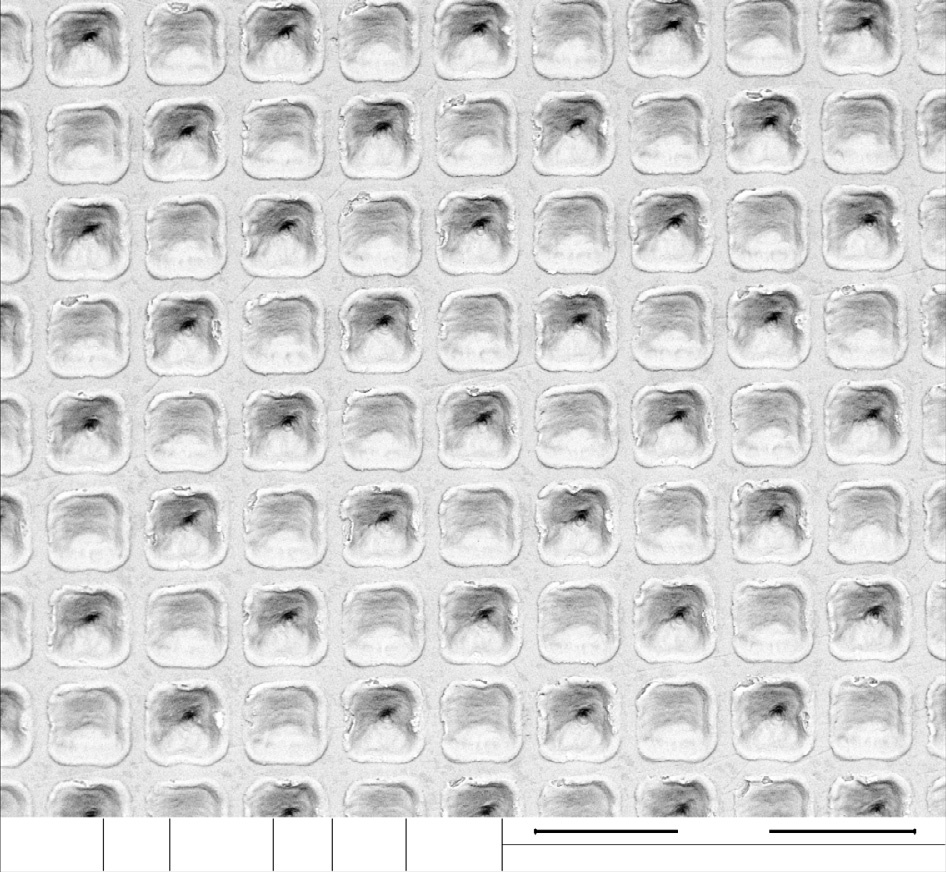
直接写入方法通常更受青睐,因为焦点运动由计算机程序或计算机数控 (CNC)系统控制,从而提高了表面生成的灵活性,并可进一步表征其在细 胞调控方面的性能。此类表面的一个示例如图4.4所示。该表面最初在钛合金 板上进行了纹理处理。
在80 mm × 80 mm 间距上制造柱状结构,间距为10 mm。从钛板制备了生物相 容性聚氨酯铸件,并对细胞行为进行了表征(Goh,2014)。各种表面显示 出引导细胞迁移能力、影响细胞粘附和活性的能力,并观察到差异性细胞行为。
4.6 结论
本章旨在阐述激光材料加工在医疗器械制造中的作用。激光是该应用的关键技 术,并充分展示了光子学如何对生物学应用产生间接影响。
本章重点讨论了目前被认为是“减材”制造工艺的内容,其中激光通常用 于去除材料以获得最终产品。还有一些其他激光应用尚未涉及,但同样重要。
特别是激光连接工艺、焊接、识别工艺、激光标记,以及最后的激光增材制造。
激光增材制造——如今是3D打印这一更广泛概念的一部分——将成为医疗器械制造的重 要工艺,尤其因其在植入物和重建手术方面提供个性化解决方案的潜力而备受重视。
所有这些工艺都在不断发展,以满足对医疗器械日益增长的需求。推动这 一发展的两个关键因素是新工艺的发现以及在新工作模式和新波长下运行的新 型激光器的发展。
这些发展因素将继续确保激光器在医疗器械开发中保持其使能技术的地位, 进而维持激光器在生物光子学中的重要应用。

















 3437
3437

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









