 加线机喷线枪使用方法
加线机喷线枪使用方法




胶带机 加线机简介
费用小计: 胶带 1米2分5 线 1米3里
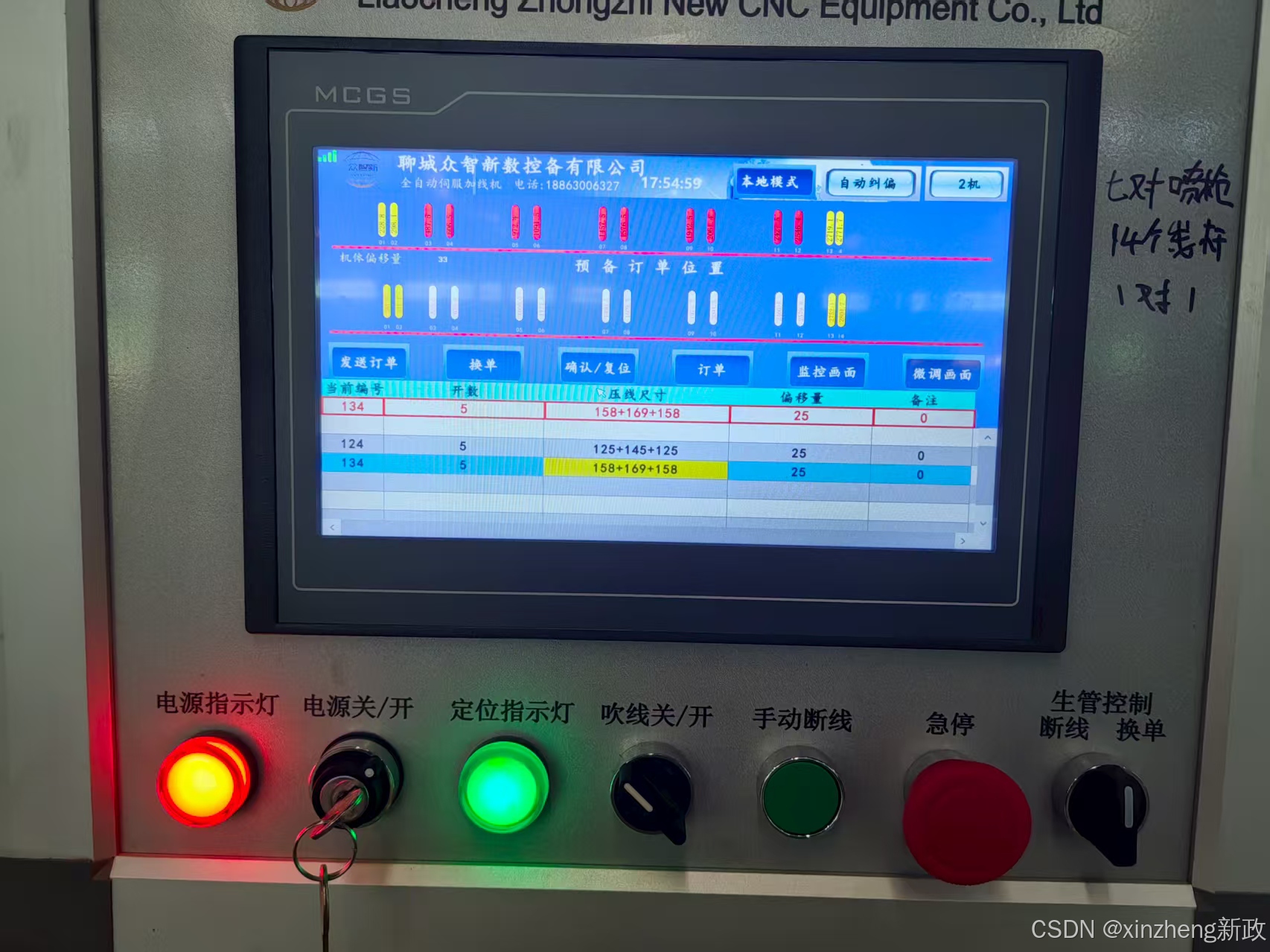
如何 上侧第一栏为正在使用中的计划
红色为正在使用的空气喷线枪 黄色为 未用的
第二栏为 备用的
每个喷线枪对应一个线绳杆 即一枪一绳
计划设定好后,发送订单 旋转 吹线关/开 即可 一次性将所设定的喷线枪投入使用
使用完毕后,按手动断线按钮即可。
案例分析:

如果修边20 则每边应修 10, 实际 修6-7即可
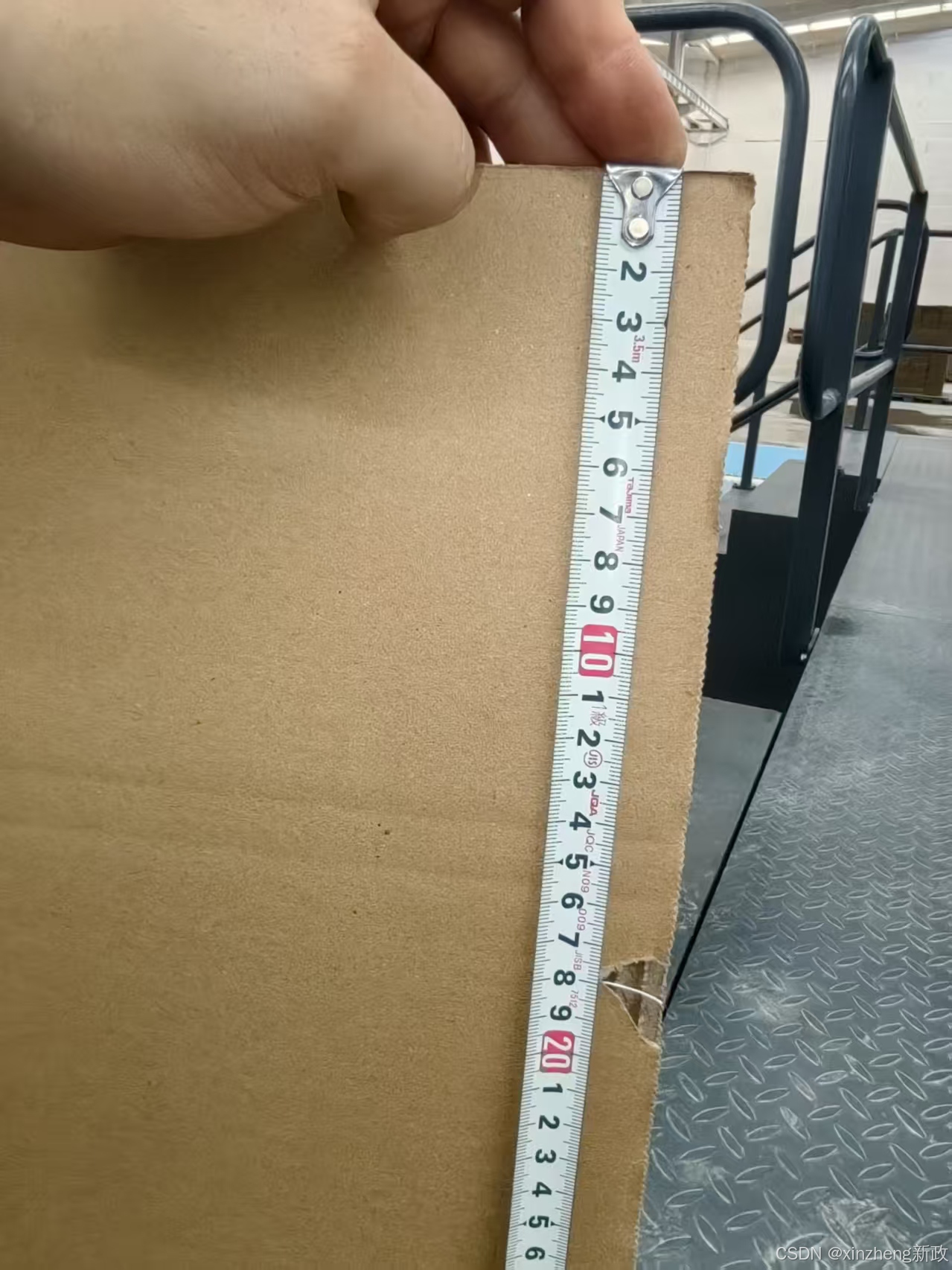
如图:
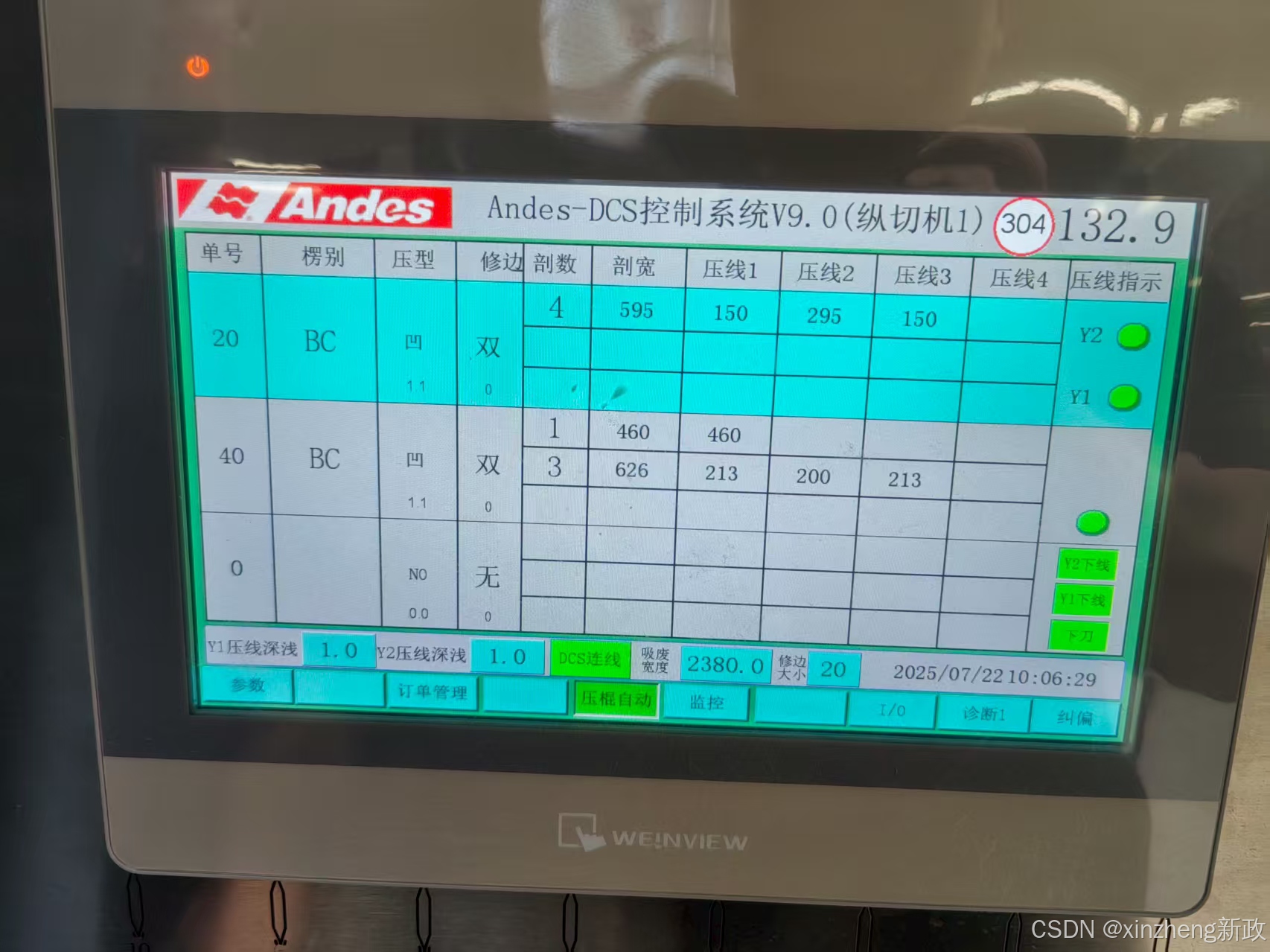
压线离纸边180mm(设定偏离压线处30) 盖子150mm 箱高295mm
胶带机的检验:
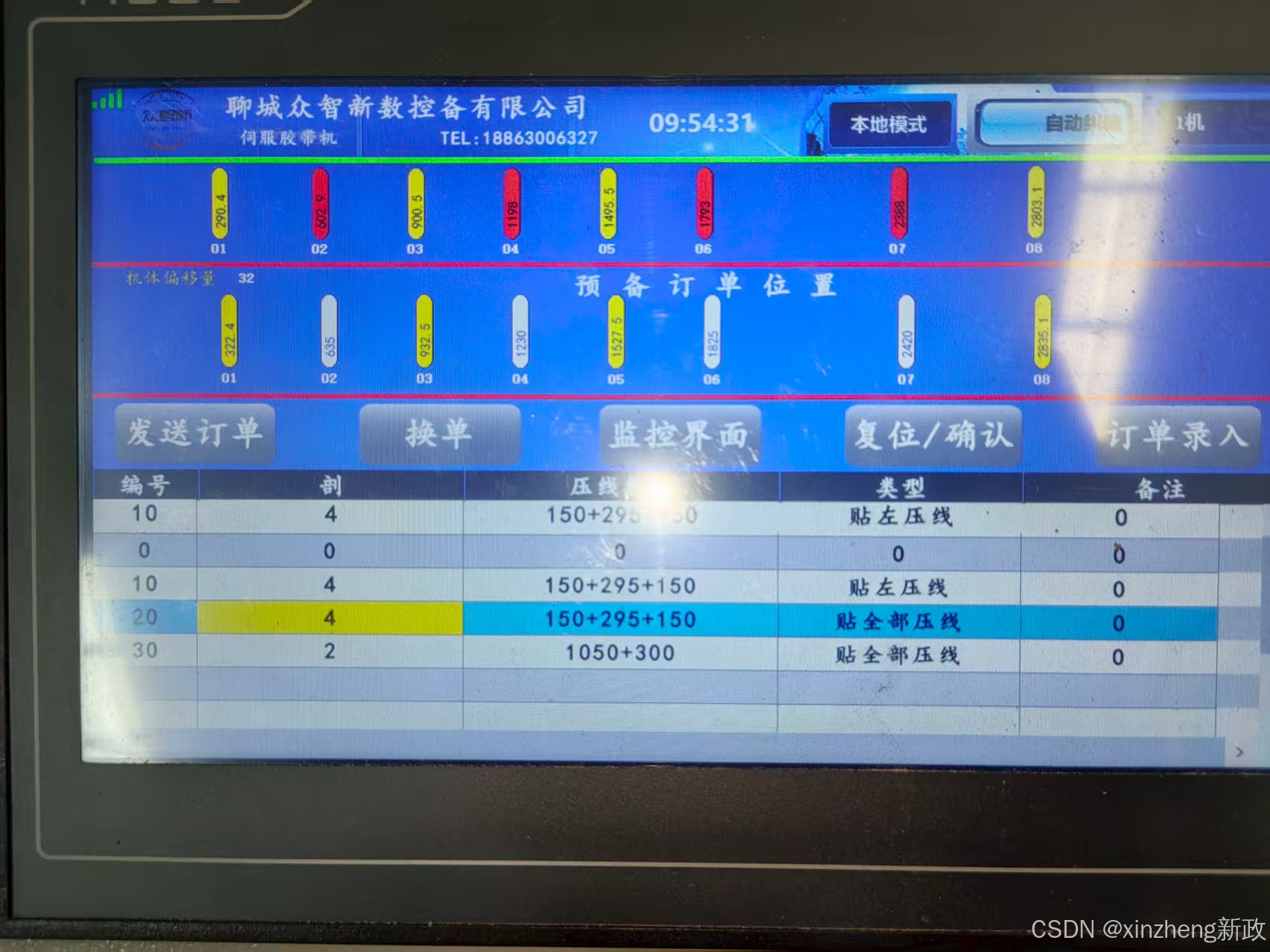
两个红色的 使用的 胶带机 之间的距离要确定是 板宽即可。 即
1198-602.9=595.1mm
第一个使用的胶带机 是自动设置 到左边距的 即 如图 602.9mm
如图 胶带 离箱边 距离 165mm

问题: 胶带 的作用是什么?
面纸侧加胶带的作用
胶带在纸板制造中主要起加固与保护作用,具体应用场景包括:
-
强化压线区域
在压线两侧粘贴刀板回弹海绵或胶带,可缓冲模切压力,防止面纸爆裂。例如,顺瓦楞方向压线易爆线时,胶带高度需与压线持平,避免过高导致压痕底模偏离。 -
修复纸板缺陷
对已生产的曲翘纸板,可通过胶带固定正反堆叠,利用压力与湿度平衡矫正变形。此外,胶带还可覆盖面纸裂缝或薄弱区域,提升整体耐破度。 -
防潮与防污
在潮湿环境中,胶带可封闭面纸毛孔,减少水分渗透,避免纸板软化。例如,采用羧甲基纤维素(CMC)表面施胶的纸板,其抗水性显著优于未处理纸板,胶带可进一步增强这一效果。
问题: 加线的作用是什么?
面纸侧加线的作用
纸板制造中,面纸侧加线(即压线工艺)的核心目的是优化纸板折叠性能并增强结构强度,具体表现为:
-
引导折叠方向
压线通过物理压痕降低纸板局部强度,使折叠时应力集中于压线处,避免面纸撕裂或瓦楞层断裂。例如,在三层瓦楞纸板中,标准压线高度通常为22.50mm,若折叠不顺,可调整为两根0.71mm压线并排使用(高度23.24mm),以增强压痕效果。 -
提升抗压强度
合理的压线设计可分散折叠时的应力,减少箱体变形。例如,采用大头压线(如2.0mm变4.0mm)能降低模切五层纸板时的爆线风险,同时保持箱体结构稳固。 -
适应自动化生产
精准的压线位置可确保纸箱在高速开槽、模切设备中稳定运行,减少因折叠偏差导致的卡顿或废品率。
问题:为什么胶带和线 要放在一面(即面纸侧)的两边?
问题: 之前有好多订单是因为客户 要求加线,但要注意,因为客户要打洞,洞线要错开。 怎么注意 线不要留在洞上?
典型案例分析
- 案例1:某食品包装箱爆线问题
原问题:压线与提手孔重叠导致折叠时面纸撕裂。
解决方案:- 设计阶段将压线向无孔侧偏移2mm;
- 工艺阶段在孔位周围粘贴双层CMC胶带;
- 设备阶段改用激光模切。
结果:爆线率从15%降至0.3%,生产效率提升20%。
- 案例2:某电商物流箱折叠不顺问题
原问题:压线深度不足导致箱体成型不方正。
解决方案:- 调整压线轮间隙至0.8mm(原为0.6mm);
- 在压线两侧粘贴0.3mm厚回弹海绵;
- 采用双压线反向安装工艺。
结果:折叠合格率从85%提升至98%,客户投诉率下降90%。


















 16
16

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











