



 控制图作为统计过程控制的关键工具,用于识别异常波动,确保生产过程的稳定性。均值极差图通过对数据设定控制限,帮助识别异常原因,预防不合格品的产生。源于1924年,此方法至今仍广泛应用于质量管理。
控制图作为统计过程控制的关键工具,用于识别异常波动,确保生产过程的稳定性。均值极差图通过对数据设定控制限,帮助识别异常原因,预防不合格品的产生。源于1924年,此方法至今仍广泛应用于质量管理。
质量管理的首要原则是“关注顾客”。如何关注顾客呢?通过改善系统进行预防性管理,采用有效的测量手段进行过程控制。过程控制的目标是预防,通过技能训练和继续培养,通过逐步的增量改进企业运作程序。1977年3月27日,两家波音747飞机在Canary Islands机场跑道上相撞,583人、丧生。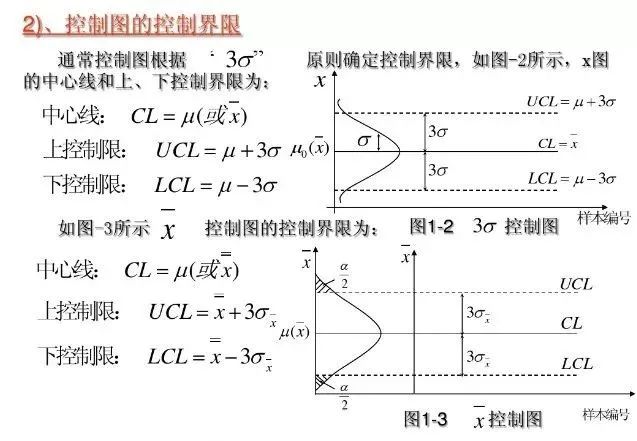 控制图是按照3 Sigma 原理来设置控制限的,它将控制限设在X±3 Sigma 的位置上。在过程正常的情况下,大约有99.73%的数据会落在上下限之内。超过这一范围的概率仅为0.0027,为小概率,通常情况下不会发生。因此,可以采用下面的公式确定控制图的中心线和上线、下线:UCL= µ + 3σCL= µLCL= µ - 3σ
控制图是按照3 Sigma 原理来设置控制限的,它将控制限设在X±3 Sigma 的位置上。在过程正常的情况下,大约有99.73%的数据会落在上下限之内。超过这一范围的概率仅为0.0027,为小概率,通常情况下不会发生。因此,可以采用下面的公式确定控制图的中心线和上线、下线:UCL= µ + 3σCL= µLCL= µ - 3σ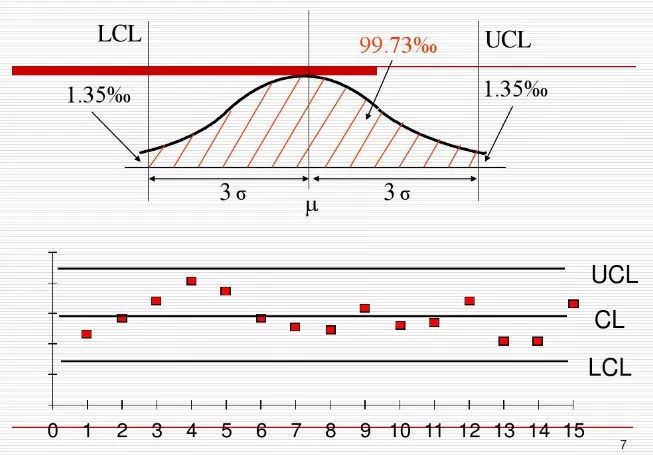 计量值(variable):值可以取给定范围内的任何一个可能的数值。计量型数据是在连续尺度下,通过测量和记录所考察的一组对象中每个个体的某种特性的数值大小而获得的观测值。计数值(Attribute):值可以取一组特定的数值,而不能取这些数值之间的数值。分为计件型、计点型。计数型数据是通过记录所考察的一组对象中每个个体是否具有某种特性或属性,计算该样本中具有(或不具有)该特性或属性的个体的数量,或者记录所考察的个体、子组或一定面积、一定量之内某种特性或属性出现的次数而获得的观测值。控制图的分类
计量值(variable):值可以取给定范围内的任何一个可能的数值。计量型数据是在连续尺度下,通过测量和记录所考察的一组对象中每个个体的某种特性的数值大小而获得的观测值。计数值(Attribute):值可以取一组特定的数值,而不能取这些数值之间的数值。分为计件型、计点型。计数型数据是通过记录所考察的一组对象中每个个体是否具有某种特性或属性,计算该样本中具有(或不具有)该特性或属性的个体的数量,或者记录所考察的个体、子组或一定面积、一定量之内某种特性或属性出现的次数而获得的观测值。控制图的分类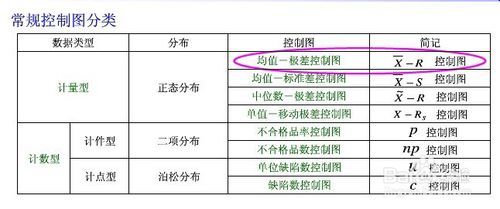 计算公式:计量值控制图:均值-极差控制图(Xbar-R)均值-标准差控制图(Xbar-s)单值-移动极差控制图(X-Rs)
计算公式:计量值控制图:均值-极差控制图(Xbar-R)均值-标准差控制图(Xbar-s)单值-移动极差控制图(X-Rs)
 SPC控制图的选择方法,下图所示:
SPC控制图的选择方法,下图所示: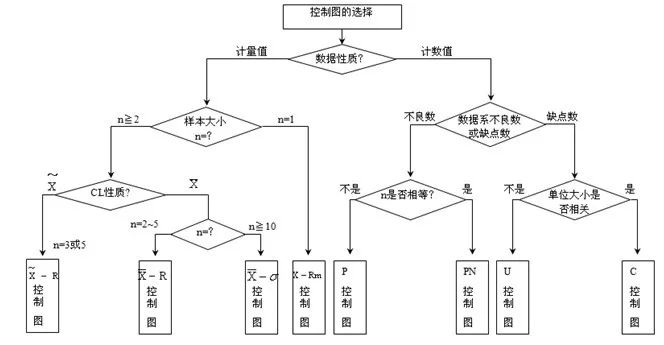 例如:P控制图(不良率)1、公式1)公组样本大小n相等时:
例如:P控制图(不良率)1、公式1)公组样本大小n相等时: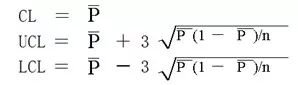 2)n不等,且相差小于20%时:
2)n不等,且相差小于20%时: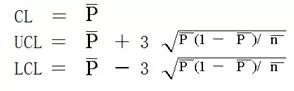 3)n不等,且相差大于20%时:
3)n不等,且相差大于20%时: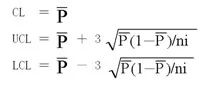 P控制图实例介绍某工厂制造外销产品,每2小时抽取100件来检查,将检查所得之不良品数据,列于下表,利用此项数据,绘制不良率(p)控制图,控制其质量。
P控制图实例介绍某工厂制造外销产品,每2小时抽取100件来检查,将检查所得之不良品数据,列于下表,利用此项数据,绘制不良率(p)控制图,控制其质量。 P控制图绘图步骤1、求控制界限
P控制图绘图步骤1、求控制界限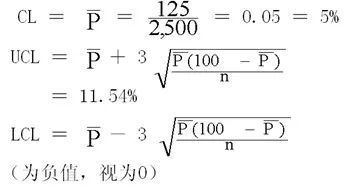 2、点绘控制图
2、点绘控制图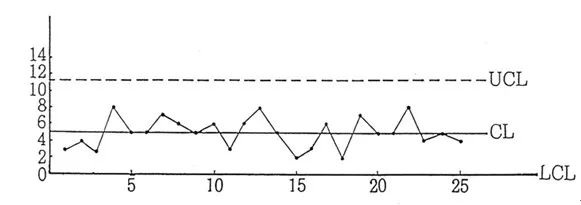 分析控制图并对异常原因进行调查及对策;继续对生产过程进行下一生产日的抽样并绘制控制图,以实现对工程质量的连续监控。
分析控制图并对异常原因进行调查及对策;继续对生产过程进行下一生产日的抽样并绘制控制图,以实现对工程质量的连续监控。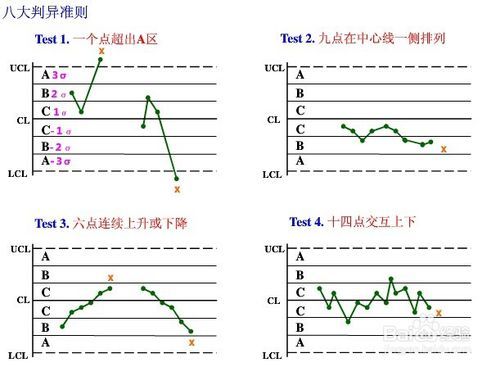
预防为基础的系统消除了人为差错导致的错误。比如三芯插头只能以唯一的位置上插入插座。
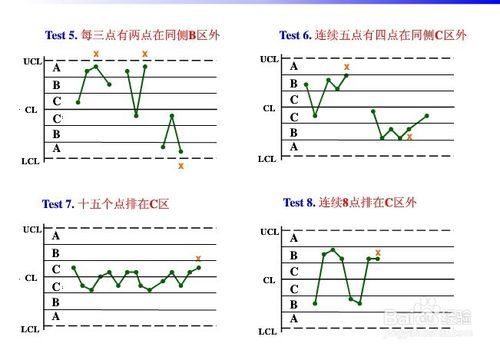
控制图是用来区分由异常原因引起的波动、或是由过程固有的随机原因引起的偶然波动的一种工具,是制造业实施品质管制中不可缺少的重要工具。控制图的用处就是用来分析生产过程的稳定性,从而是生产处于受控状态,即发现异常和缓慢变异,预防不合格。
它最早是由美国贝尔电话实验室的休华特在1924年首先提出的,它通过设置合理的控制界限,对引起品质异常的原因进行判定和分析,使工序处于正常、稳定的状态。
控制图是按照3 Sigma 原理来设置控制限的,它将控制限设在X±3 Sigma 的位置上。在过程正常的情况下,大约有99.73%的数据会落在上下限之内。超过这一范围的概率仅为0.0027,为小概率,通常情况下不会发生。因此,可以采用下面的公式确定控制图的中心线和上线、下线:UCL= µ + 3σCL= µLCL= µ - 3σ计量值(variable):值可以取给定范围内的任何一个可能的数值。计量型数据是在连续尺度下,通过测量和记录所考察的一组对象中每个个体的某种特性的数值大小而获得的观测值。计数值(Attribute):值可以取一组特定的数值,而不能取这些数值之间的数值。分为计件型、计点型。计数型数据是通过记录所考察的一组对象中每个个体是否具有某种特性或属性,计算该样本中具有(或不具有)该特性或属性的个体的数量,或者记录所考察的个体、子组或一定面积、一定量之内某种特性或属性出现的次数而获得的观测值。控制图的分类计算公式:计量值控制图:均值-极差控制图(Xbar-R)均值-标准差控制图(Xbar-s)单值-移动极差控制图(X-Rs)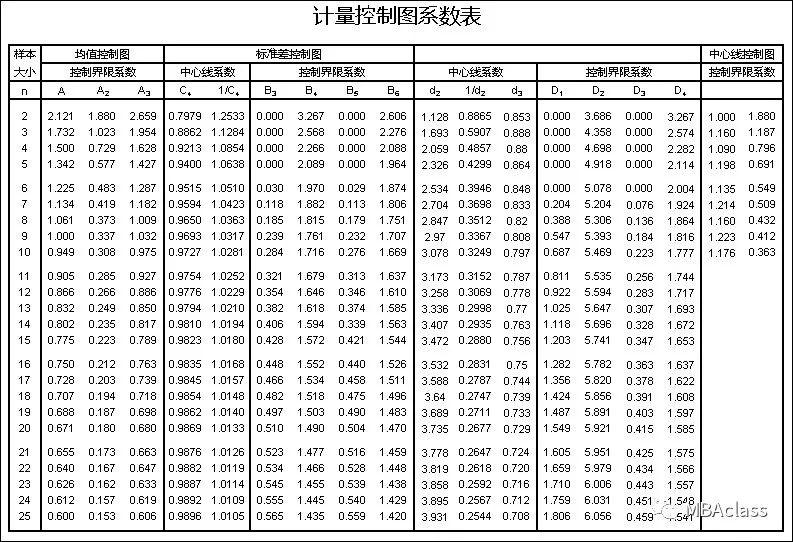
SPC控制图的选择方法,下图所示:例如:P控制图(不良率)1、公式1)公组样本大小n相等时:2)n不等,且相差小于20%时:3)n不等,且相差大于20%时:P控制图实例介绍某工厂制造外销产品,每2小时抽取100件来检查,将检查所得之不良品数据,列于下表,利用此项数据,绘制不良率(p)控制图,控制其质量。P控制图绘图步骤1、求控制界限2、点绘控制图分析控制图并对异常原因进行调查及对策;继续对生产过程进行下一生产日的抽样并绘制控制图,以实现对工程质量的连续监控。

















 828
828

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









