






 控制图是统计质量管理的重要工具,用于判断过程是否处于控制状态。均值极差图是最常用的控制图类型之一。控制限用于区分偶然因素与异常因素,计算通常涉及统计学原理。常见的判异准则包括点超出控制限、连续点落在中心线同一侧等。当条件变化时,控制限需重新制定。控制图的应用旨在及时发现并处理生产过程中的异常,确保产品质量。
控制图是统计质量管理的重要工具,用于判断过程是否处于控制状态。均值极差图是最常用的控制图类型之一。控制限用于区分偶然因素与异常因素,计算通常涉及统计学原理。常见的判异准则包括点超出控制限、连续点落在中心线同一侧等。当条件变化时,控制限需重新制定。控制图的应用旨在及时发现并处理生产过程中的异常,确保产品质量。
控制图(Control Chart)是1924年由美国的品管大师休哈特所发明。是对过程或过程中的各特性值进行测定、记录、评估和监察过程是否处于控制状态的一种用统计方法设计的图,也叫做管制图。

看到上图所示的图形,我们标注了UCL和LCL这两个上下限,这里要给大家明确的是,这是控制上下限,不是公差上下限,一定要注意。
控制图是根据假设检验的原理构造一种图,用于监测生产或服务过程是否处于控制状态。他是统计质量管理的一种重要手段和工具。将实际的品质特性,与根据过去经验所建立的过程能力的控制界限比较,按时间先后的次序,以判别质量是否稳定。

小概率事件原理:
假设我们正在进行螺栓生产过程的监控,每隔一个小时,随机抽取一个螺栓,将直径检测结果描点,并用直线连接点子,如果有个点超出了规格,该如何进行判断呢?
若过程正常,即分布不变,则出现这种点子超过UCL情况的概率只有1‰左右;
若过程异常,譬如刀具的磨损导致加工的螺栓逐渐变粗,μ值逐渐增大,于是分布曲线上移,发生这种情况的概率要远大于1‰。
数学语言上讲,小概率事件在一次试验中几乎不可能发生,若发生即判断为异常。所以我们依此来判断是否出现了异常。

区分偶然因素与异常因素:
影响产品质量的因素分为偶然因素和异常因素。
偶然因素是过程固有的,对质量影响小,难以去除;
异常因素则非过程所有,时有时无,对质量影响大,但不难去除。
我们可以这样想,假设在过程中,异常波动已经消除,我们讲过程受控,只剩下偶然波动也就是正常波动,根据正常波动,应用统计学原理就可以设计出控制图相应的控制界限。当异常波动发生时,点子就会落在界外。控制图上的控制界限就是区分偶然波动和异常波动的科学界限。

通过上述,你应该可以了解到有了控制图,我们只要发现点子超过了控制线,就可以发现异常了。不过我们也可以更进一步的来研究控制图。
接下来,我们先看一下控制限是怎么来的: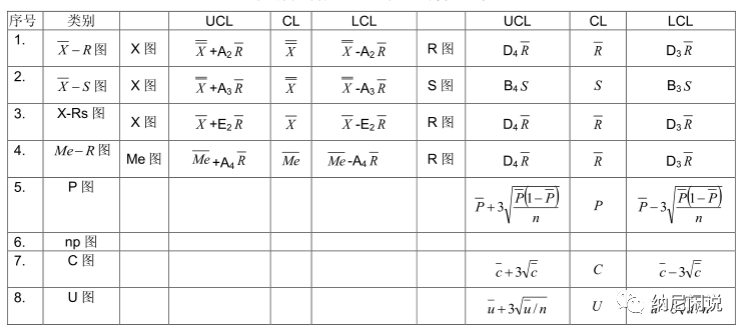
这是我在网上截的图,不需要知道计算细节,都可以查表得到,目前我们使用的模板也都是自动计算的了。
看到这里,肯定会有疑问,那就是有怎么有这么多种控制图,其实,根据不同的生产过程,初期分为了七种控制图,来看一下分类:
一、计量型控制图包括:
1、 IX-MR(单值移动极差图)
2、 Xbar-R(均值极差图)
3 、Xbar-s(均值标准差图)
二、计数型控制图包括:
1、 P(用于可变样本量的不合格品率)
2、 Np(用于固定样本量的不合格品数)
3、 u(用于可变样本量的单位缺陷数)
4、c(用于固定样本量的缺陷数)
这里面我们最常用的就是均值极差图啦,其他的可自行了解一下。
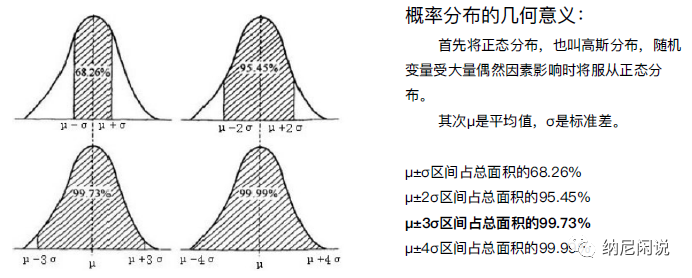
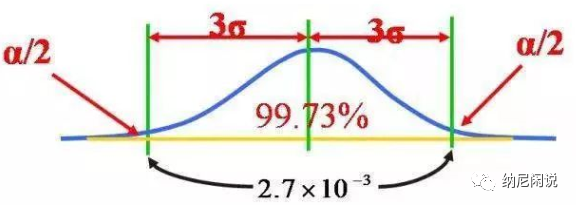
除了上面那种依靠计算得出的控制限,我们常看到的这种±3σ的控制限又是怎么回事呢?看到这个图形,我们能发现在三个标准差范围内,区间的面积可以占到99.73%的百分比,如果按照这个标准来做控制限,超出一边的点子的概率就在0.135%,按照我们开头提到的小概率事件来说,就算是异常发生。
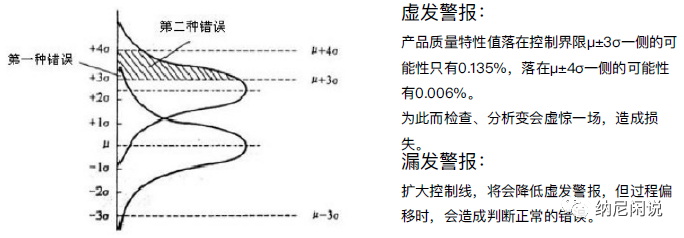
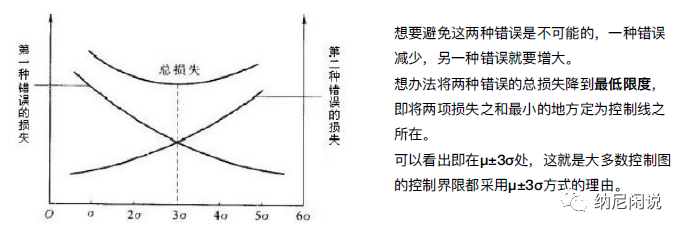
我们设想的都很完美,但是仍然会遇到两类问题,我们分别把他们叫做:
第一类错误:
也叫做α类风险,或者是虚发警报。过程受控的情况下,偶尔也会存在点子落在一侧的可能性,会造成判断错误;
第二类错误:
也叫做β类风险,或者是漏发警报。过程异常的时候,可能也会有一部分点子落在了正常区域,造成错误判断。
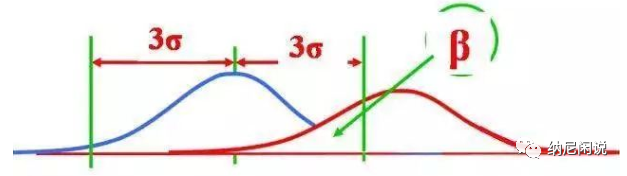
休哈特的控制图,用的是子组均值分布的σ(抽样分布),属于短期的σ,位的就是增加使用者的信心(σ=0.27%,远小于1%)。但是这样均衡下来,β就比较大,这就需要增加第二类判异准则,即便点在控制限内,但当点排列不随机也表示存在异常因素。
这就是为什么常规控制图的异常判定准则有两类,即:点超出控制限就判异和 控制限内点排列不随机判异两类。
控制图分类除了上面说得那七种模式,还有一种分类如下图所示: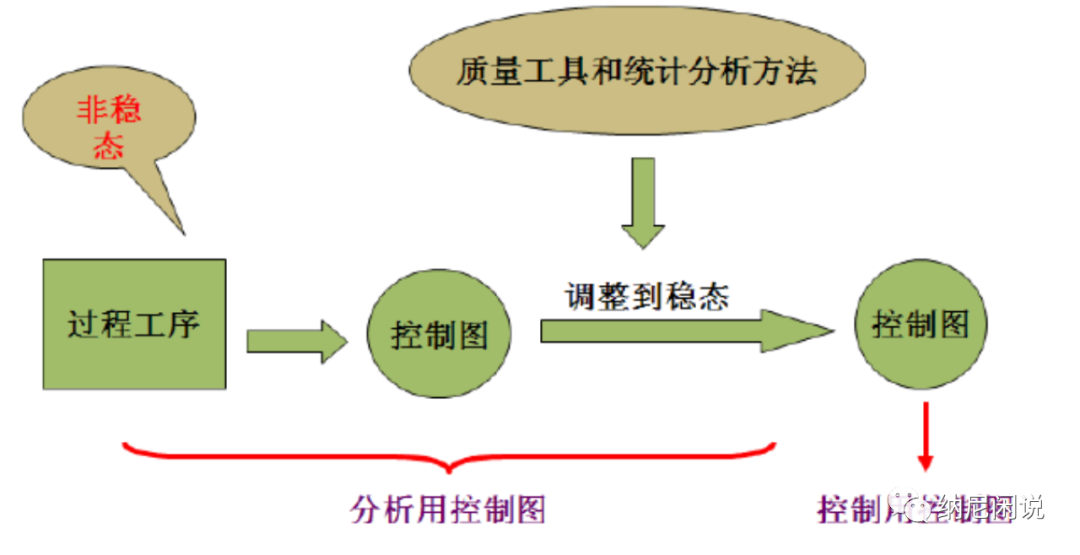
上面讲述的都是控制限怎么计算来的,其实就是根据稳态下的条件(人员、设备、原材料、工艺方法、环境、测量)来制定的。如果条件发生了变化,如操作人员更换或通过学习使操作水平显著提高、设备更新、采取新型原材料或更换其他原材料、改变工艺参数或采用新工艺、环境改变等等,这时,控制限也必须重新制定。
到这里,我们讲述的就是分析用控制图,但我们制定好控制限以后,就会放到生产种使用,变成控制用控制图。
我们重点关注一下控制图的判异准则:
准则一:一个点子落在A区以外(点子超出控制界限)
P(X>cl+3σ)=1-99.73%=0.27%
可能原因:原材料不合格,设备故障,测量错误等;
准则二:连续9点落在中心线同一侧
P(中心线一侧出现长为7的链)=2*(0.9973/2)7=0.015
P(中心线一侧出现长为8的链)=2*(0.9973/2)8=0.0076
P(中心线一侧出现长为9的链)=2*(0.9973/2)9=0.0038
可能原因:中心值发生偏移;
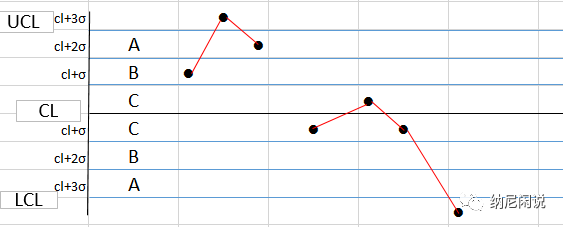
准则三:连续6点递增或递减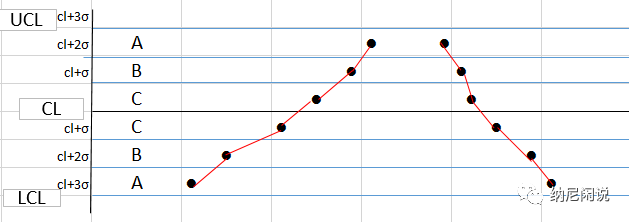
P=2/(6!)*(0.9973)6=0.0027
可能原因:工具逐渐磨损,操作者疲劳或者技能变熟练,工作环境改变;
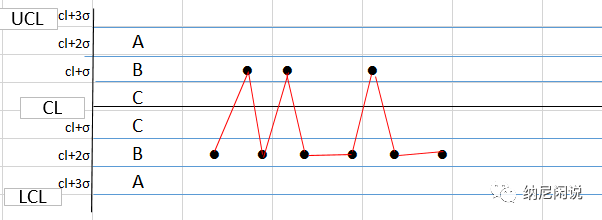
准则四:连续14点相邻点总是上下交替
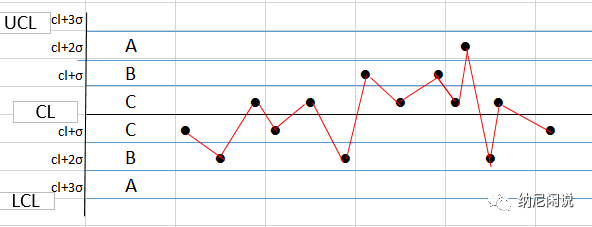
P=0.004(通过统计模拟实验/蒙特卡洛试验得出)
可能原因:两台设备或者两位操作者交替引起的系统效应,数据分层不足;
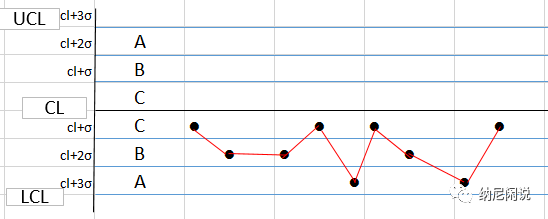
准则五:连续3点中有2点落在中心线同一侧B区以外
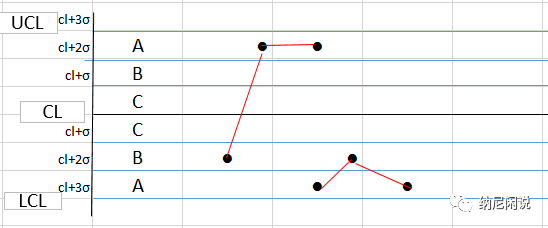
P(X>cl+2σ)=1-(0.5+0.9545/2)=0.0228,
P(连续3点有2点落在中心线同一侧B区以外)=
=0.0030
可能原因:过程控制过严,材料有差异,检验方法有区别;
准则六:连续5点中有4点落在中心线同一侧C区以外
P(X>cl+σ)=1-(0.5+0.6826/2)=0.1587
P(连续5点中有4点落在中心线同一侧C区以外)=
=0.0053
可能原因:过程控制过严,材料有差异,检验方法有区别;
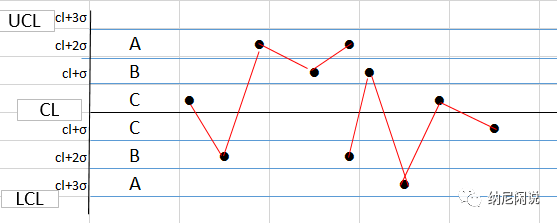
准则七:连续15点落在中心线同两侧C区之内
P=(1-0.1587*2)15=0.0033
可能原因:制程经过改善,变异数降低,或者数据分层不够,数据虚假;
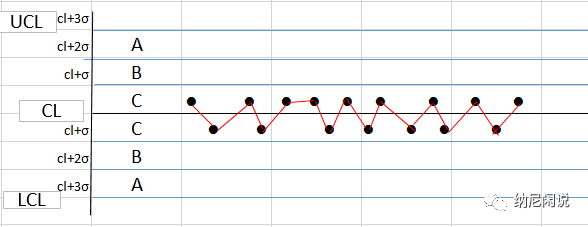
准则八:连续8点落在中心线两侧且无1点在C区中
P=(0.1587*2)=0.0001
可能原因:数据来自两个群体,分层不够。
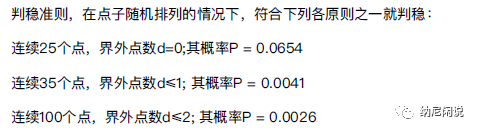
以上就是判异的八项准则,可以看到概率基本在1‰左右,发生小概率事件,我们就判定为发生异常。
另外强调一点,由于控制图是科学管理生产过程的重要依据,所以,经过一段时间的使用后,应重新抽取数据,进行计算,加以检验。


















 7256
7256

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









