



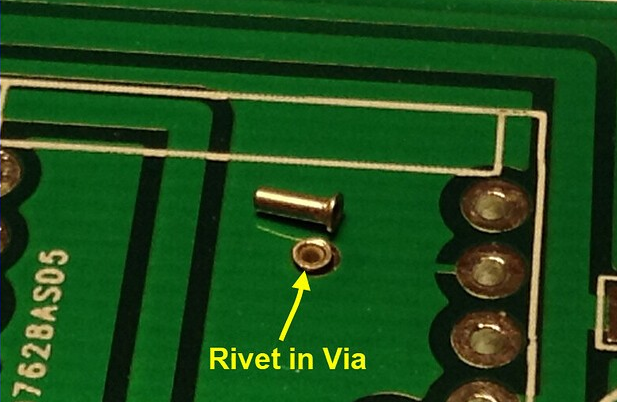
精密PCB打样中,空心铆钉的结构支撑与电气连接功能直接影响产品可靠性。
一、空心铆钉核心设计规范
1. 结构参数匹配原则
-
孔径公差控制
铆钉孔直径需满足:D_hole = D_rivet + (0.1~0.2)mm
以Φ2.0mm铆钉为例,推荐孔径2.1-2.2mm。实测数据显示,0.15mm间隙可使扩口变形量均匀性提升40%。
-
焊接式铆盘设计
焊盘直径需满足:D_pad ≥ D_flare + 0.5mm
其中D_flare为扩口最大直径,环宽≥0.25mm防止焊料溢流。
2. 材料适配方案
应用场景铆钉材质镀层处理抗剪强度(N)常规消费电子铝合金H14化学镀镍800-1200车载高温环境不锈钢304钝化处理1500-2500高频信号传输磷青铜C5191化学沉银0.3μm1000-1500
二、PCB打样工艺控制
1. 关键工序参数
-
扩口成型工艺
-
喇叭口角度:90°±5°(自动铆接设备)
-
裂口深度:0.3-0.5D(D为铆钉直径)
-
成型压力:铜基板0.8-1.2MPa,铝基板0.5-0.8MPa
-
-
焊接工艺窗口
-
波峰焊:峰值温度245±5℃,接触时间3-5s
-
选择性焊接:氮气环境氧含量<100ppm
-
焊料填充要求:孔壁润湿角<35°,填充率>85%
-
2. 质量检测标准
-
机械性能检测
-
轴向拉力:≥1.5倍标称载荷(IPC-9708)
-
振动测试:20-2000Hz/15min无松动(IEC 60068-2-6)
-
-
电气性能验证
-
接触电阻:<5mΩ(四线法测量)
-
热循环测试:-40℃~125℃/1000次,ΔR<10%
-
三、典型失效模式与改进方案
1. 扩口偏心问题
成因分析:
-
孔壁间隙>0.2mm
-
铆接压力偏差>15%
-
板材硬度不均(CTE差异>5ppm/℃)
解决方案:
-
采用阶梯钻工艺,孔壁粗糙度<Ra1.6μm
-
安装定位夹具,同轴度公差≤0.05mm
-
预置铜合金加强环(厚度0.3-0.5mm)
2. 焊料填充不足
优化措施:
-
增加助焊剂喷涂量(30-35g/m²)
-
采用Sn96.5Ag3.0Cu0.5高润湿性焊料
-
设计45°倒角孔口(深度0.1-0.2mm)
优秀的空心铆钉设计可使PCB结构强度提升50%,热循环寿命延长至8000次以上。


















 627
627

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









