



用于芯片实验室设备的印刷电路板微流体电解泵的设计、制造与性能评估
摘要
我们首次报道了一种基于印刷电路板(PCB)上制造的电极芯片的电解微泵,并将其性能与基于传统微加工技术制造的电极芯片的微泵进行了比较。在PCB上制备金叉指电极(IDT)以最小化电解过程中的欧姆损耗。使用定制的丙烯酸固定装置来表征不同电极结构形状和材料的泵送性能。通过电解产生的氢气和氧气泡在微通道内产生液体流动。根据水电解理论预测,该微型泵的流速在较宽范围(1 mA~2 A)内随电流呈线性增加。我们的微泵实现了31.6毫升/分钟的最大流速和547千帕的最大背压(在34微升/分钟时),与以往基于压电驱动、电渗和相变等各种驱动机制的微泵相比显著更高。采用带有厚电镀金电极(0.43微米)芯片的基于印刷电路板的微型泵,在流体生成、功耗和成本方面整体性能优于使用薄化学镀金电极(0.04微米)的基于印刷电路板的泵以及使用溅射金电极(0.2微米)微加工芯片的泵。我们预计这种基于印刷电路板的电解泵将应用于便携式芯片实验室设备中,在这些设备中,具有低功耗和简单制造特点的集成微型压力源至关重要。
1. 引言
一种自包含的微型主动泵因其在芯片实验室(LOC)、生物医学微器件(如可植入药物分配器)、微电子器件冷却、微型燃料电池和微液压等领域的广泛应用而成为蓬勃发展的研究领域。芯片实验室(LOC)有望以低成本实现对生物和化学分析物的快速灵敏分析,并具有微量试剂和样品消耗的优势。微型泵是芯片实验室(LOC)中不可或缺的组件,因为它本质上是驱动液体在微尺度通道网络和流体组件内流动的压力源。然而,许多芯片实验室(LOC)仍然依赖耗电的外部压力源、有时不准确的手指推动或繁琐的手动移液。因此,一种结构简单、单片制造并集成于芯片实验室(LOC)中且能提供合适泵送性能的微型泵,可能是实现芯片实验室(LOC)广泛应用的关键要素之一。
自20世纪70年代首个微型泵问世以来,已提出了具有各种驱动机制、材料、形状、外形尺寸和性能指标的泵。微泵通常根据向液体传递动量的方式以及运动边界的特点进行分类。大多数已发表的微泵属于“位移式”泵,由一个往复膜片(固体)构成,并通过压电方式、静电方式、热气动方式等驱动。尽管其中一些泵可实现优异的泵送性能,但由于其复杂的制造工艺,包括多层薄膜键合和手动粘接压电薄膜,导致难以与芯片实验室实现简便集成。具有旋转叶片的微泵(例如齿轮泵)也存在类似的制造复杂性问题。为了克服这一限制,人们提出了“动态”微泵,通过直接连续动量传递给液体来产生流动。然而,这类泵仍存在工作电压较高(电渗、电动力学)、对液体及表面条件敏感(电渗)、能力有限等问题。
工作流体的选择(电动力学),以及复杂的操作/制造过程和大电流(磁流体动力学)可能是这些泵未被广泛接受为可集成的芯片实验室组件的原因。
其他基于相变、电润湿或磁流体的位移式微泵利用驱动流体(液体或气体)与不混溶工作流体之间的非周期性压力梯度[8]。这些微泵通常结构更简单,因而比往复式隔膜微泵更容易制造。在相变方法中,水电解作为一种驱动机制引起了广泛关注,因为其通过电化学转换将液体(水)转化为气体(氢和氧),具有体积膨胀大、效率高、背压性能优异以及低功耗等优点[16‐19]。此外,由于电解微泵仅需在储液池中设置电极和电解质,无需运动部件,结构和制造均简单,使其成为芯片实验室压力源的有前景选择[5, 19, 20]。
为了提高电解微泵的性能,已采用多种不同方法,包括电极设计优化[21, 22], 、反馈控制[23],、并行化[24], 、远程操作[25], 、用于延长寿命的电极保护涂层[26], 、电解质与工作流体分离[21, 25, 27‐29]以及双向泵送[30]。所有这些先前的电解微泵均在硅或玻璃基板上使用传统微加工技术制造[23, 28, 31‐34]。然而,微加工成本高,且洁净室并非随时可用。在另一端,有研究提出将简单的金属导线插入储液池作为电极[35, 36] ,但由于这些电极为手工组装,可能导致制造精度降低和可重复性较差。
为了解决上述电解微泵存在的问题,我们采用印制电路板(PCB)技术进行制造。PCB 是微流控器件(LOC 器件)的有吸引力的平台,因为它具有适用于微流控器件的合适制造精度 [37]。各种机械、电子和机电组件都可以组装在 PCB 上 [37, 38]。此外,作为一种成熟的技术,用户可使用多种设计工具,并且可以通过标准化的代工服务以低成本和大批量快速制造 PCB。将 PCB 技术应用于微分析平台,即所谓的 PCB 上的实验室( Lab‐on‐PCB),近年来受到了关注 [36, 37, 39‐42]。作为压力源,已有尝试利用 PCB 技术制造往复式隔膜微泵 [43, 44] 和热气动泵 [45] 。然而,多层 PCB、加热丝、压电执行器和隔膜的手动组装使得器件制造过于复杂,难以广泛使用。
为了验证基于PCB的电解微泵是否具有在便携式片上实验室设备中应用的潜力,我们设计并制造了带有叉指金电极的PCB芯片用于电解。泵送性能通过流速和背压进行分析。我们注意到,与近期综述论文中发表的数据[1‐10]相比,该微泵的流速和背压出乎意料地高。最后,我们在泵送效率、寿命、成本和制造精度方面将基于PCB的微泵与微加工的泵进行了性能比较。
2. 理论
2.1 电解作为泵送机制
当施加到一对与酸性或中性pH水溶液接触的电极上的电压高于两个半电池反应(1)的标准平衡电压Vcell 0=1.23 V(1 标准大气压,25 C)时,水分子将发生电化学解离,生成氢气分子和氧气分子。在阳极,水分子释放两个电子发生氧化反应,生成半个氧气分子;同时在阴极,两个氢离子获得两个电子发生还原反应,形成一个氢气分子:
$$
\begin{aligned}
& \text{Anode}: 2H_2O(l) \rightarrow O_2(g) + 4H^+(aq) + 4e^- \
& \text{Cathode}: 4H^+(aq) + 4e^- \rightarrow 2H_2(g)
\end{aligned}
$$
水电解的总反应是:
$$
2H_2O(l) \rightarrow 2H_2(g) + O_2(g)
$$
且生成气体与消耗液体的化学计量比为3:2。在足够高的气体析出速率下,电极附近的电解质会因气体而过饱和,最终形成气泡[20, 46‐48]。在等压条件下,理论体积膨胀通过消耗的液体体积与电解产生的气体体积之比计算得出:惊人的1360体积膨胀[16]。此外,在等容条件下产生的理论压力高达200 MPa,优于其他常见的驱动机制,包括压电和电磁驱动[16]。因此,电解非常适用于需要大体积膨胀和高压的泵送机制。
2.2 流速
假设通过电解池的电流100%用于电解,则生成气体体积 $V$ [m³] 与电解池消耗的总电荷 $C$ [C] 成正比,可表示如下 [20]:
$$
V = \frac{3}{4} \cdot \frac{V_m}{F} \cdot C = \frac{3}{4} \cdot \frac{V_m}{F} \cdot I t
$$
其中 $V_m$ 为摩尔气体体积(在1 标准大气压、25 C下为24.7 x 10⁻³ m³/mol),$I$为电流[A],$F$为法拉第常数(96485 C/mol)。泵产生的流速 $Q$ [m³/s] 等于产气速率:
$$
Q = \frac{dV}{dt} = \frac{3}{4} \cdot \frac{V_m}{F} \cdot I
$$
需要注意的是,如果采用恒流模式(直流),则流速与施加电流成正比。根据公式(4),当电流$I$为1 mA时,在1 标准大气压下流速$Q$约为10 微升/分钟,足以满足常见的芯片实验室应用。
2.3 泵送效率
电解泵的效率可以定义为测量体积膨胀与理论体积膨胀之比 [32]。在恒流模式和泵送持续时间$t$下,泵送效率 $\eta$ 可用流速$Q$表示:
$$
\eta = \frac{V_{\text{experimental}}}{V_{\text{theoretical}}} = \frac{Q_{\text{experimental}}}{Q_{\text{theoretical}}}
$$
泵送效率低于1,因为并非所有电流都用于气体产生;部分电流参与了非法拉第反应(如双电层充电)以及副法拉第反应(如电极和粘附层溶解)。此外,还存在不可避免的气体损耗,包括气体重组为水、气体溶解并扩散到邻近电解质中,以及气体和电解质泄漏 [50]。
2.4 功耗
对于集成到便携式芯片实验室设备中的微型泵而言,一个重要考虑因素是最小化功耗。在恒流操作下,电解池的消耗功率$P_{\text{cell}}$可以表示为:
$$
P_{\text{cell}} = I \cdot V_{\text{cell}}
$$
并且可以通过降低电池电压$V_{\text{cell}}$来减少功率。电池电压是标准平衡电压$V_{\text{cell}}^0$ 和过电位$V_{\text{act}}$、$V_{\text{con}}$ 以及$V_{\text{ohm}}$的总和:
$$
V_{\text{cell}} = V_{\text{cell}}^0 + V_{\text{act}} + V_{\text{con}} + V_{\text{ohm}}
$$
为了以可测量的速率驱动用于泵送的电解反应,必须向电极施加活化过电压$V_{\text{act}}$。该过电位用于克服反应能垒,且高度依赖于电极材料和表面条件。$V_{\text{act}}$ 与电流呈对数关系。铂由于具有高催化活性和化学惰性[51],通常被用作电极材料。然而,铂也表现出较高的催化活性对气体重组为水的影响 [31]。因此,我们选择金是因为其化学惰性[52]以及与印制电路板制造工艺的材料兼容性。浓度过电压 $V_{\text{con}}$ 与质量传输有关,当反应物向电极输送和产物从电极移除的速度较慢时,浓度过电压会增加。已知浓度过电压远低于欧姆过电压和活化过电压 [53]。欧姆过电压与电流 $I$ 和总欧姆电阻成正比,总欧姆电阻包括电池电阻 $R_{\text{cell}}$、气泡电阻 $R_{\text{bubble}}$ 和电路电阻 $R_{\text{circuit}}$[51]:
$$
V_{\text{ohm}} = I R_{\text{ohm}} = I (R_{\text{cell}} + R_{\text{bubble}} + R_{\text{circuit}})
$$
在温和操作条件下,气泡和电路电阻可以忽略不计[54]。在本研究中,作为电极设计的初步指导原则,我们尝试最小化电池电阻$R_{\text{cell}}$,因为(1)由于与PCB工艺兼容,选择金作为电极材料;(2)与电池电阻引起的欧姆过电压相比,浓度过电压以及由气泡和电路电阻引起的欧姆过电压较小。
2.5 最小化电池电阻
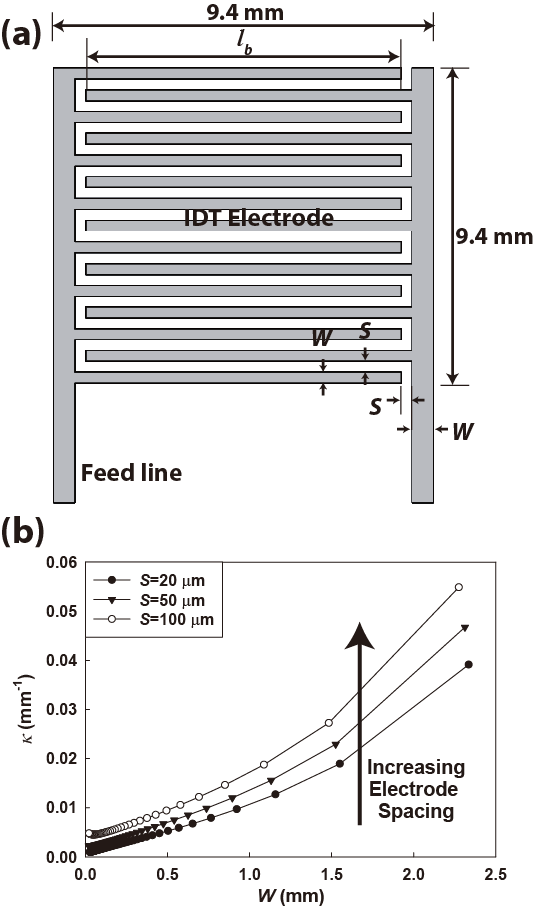
大多数电解微泵依赖于叉指电极(IDT)[20, 23]。与传统微电极结构(例如单一带状、圆形)相比,其优势在于较低的电池电阻,因为通过电极的周期性重复将电极对紧密排列,可最小化阳极与阴极之间的电流路径[55]。电池电阻$R_{\text{cell}}[\Omega]$可以用电解质的比电阻$\rho[\Omega· m]$和称为电池常数$\kappa[m^{-1}]$的比例因子来表示:
$$
R_{\text{cell}} = \kappa \rho
$$
在我们的微泵中,1 M硫酸钠溶液被用作电解质 [36, 56] ,因为它具有低成本、低电化学活性以及高电导率(~91.1 mS/cm,浓度为15%)[57], ,即低比电阻。电池常数 $\kappa$由 IDT电极的形状决定,即$W$为指状电极(带)的宽度,$S$为两个指状电极之间的间距,$l_b$为指状电极长度,$n_b$ 为指状电极的总数。Olthuis等人推导出了具有超过2个指状电极的 IDT电极的表达式 $\kappa$[58]:
$$
\kappa = \frac{(n_b - 1)}{2 l_b} \left[ K(k) - \frac{1}{K(k)} \right]
$$
其中椭圆积分$K(k)$和模量$k$表示如下:
$$
K(k) = \int_0^{\pi/2} \frac{dt}{\sqrt{1 - k^2 \sin^2 t}}, \quad k = \cos\left(\frac{\pi W}{S + W}\right)
$$
在我们的设计中,IDT电极的占位面积被确定为9.4×9.4 mm² ,以适配电解液腔。因此,选择叉指长度$l_b$以满足几何关系:
$$
2 l_b + S + W = 9.4 \, \text{mm}
$$
以及电极数量 $n_b$ 的选择需满足另一个几何关系:
$$
(n_b - 1) S + n_b W = 9.4 \, \text{mm}
$$
3. 微泵的设计与制造
3.1 用于测试流速和背压的夹具
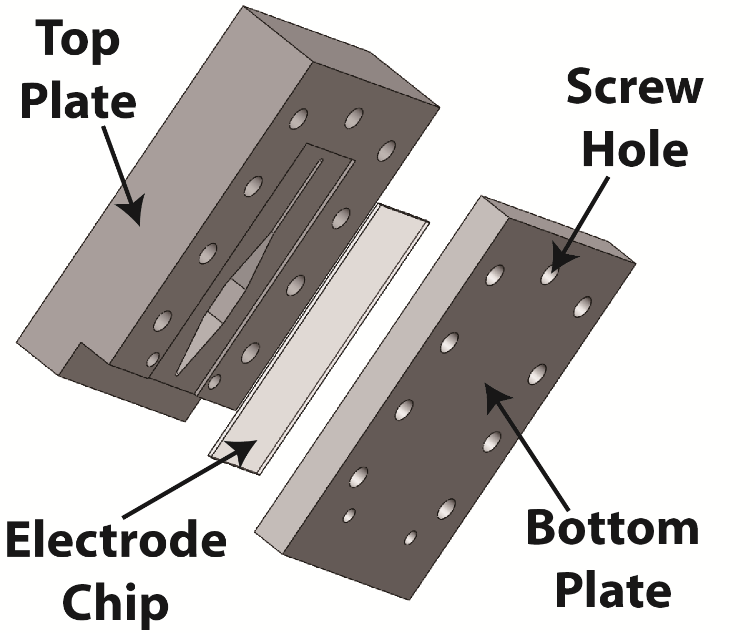
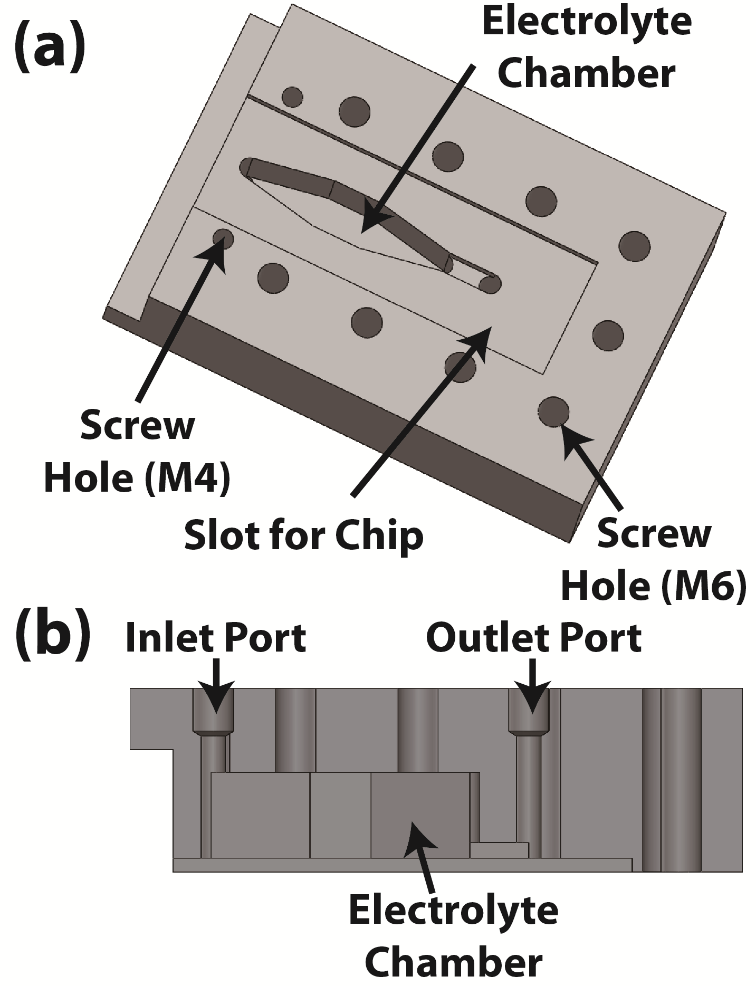
设计了一种夹具,用于测量具有不同电极形状和材料(如电镀、化学镀或溅射金)的微加工芯片或PCB芯片所产生的流速。该夹具采用PMMA(聚甲基丙烯酸甲酯),因其具有低气体渗透性、透明性和良好的可加工性。图2显示了该夹具的三维实体模型。顶板(长×宽×高= 100 mm × 65 mm × 20 mm)内设有一个腔室(~1.4 ml),用于储存电解液溶液,并保留气泡以防止堵塞流速测量通道。腔室的锥形结构实现了从入口端口到腔室以及从腔室到流速测量通道的平滑过渡。入口端口和出口端口#1带有螺纹,以便连接三通旋塞。安装了迪巴工业公司(康涅狄格州,美国)的阀门,用于注入电解质并密封腔室。出口端口#2也带有螺纹,用于连接废液管。通过入口端口将电解质注入腔室,然后从出口端口#1流出,同时关闭出口端口#2。这样,只有腔室被充满电解质,并在腔室出口处形成电解质前沿,该出口连接至流速测量通道。该通道(21.4 毫米 × 15 毫米 × 2.5 毫米)用于目视测量流速。测量过程中,使用旋塞阀关闭入口端口和出口端口#2,但出口端口#2保持开放以进行排气。在通道旁边固定一个刻度尺,以辅助对流速的视觉表征。使用该夹具测试的最大流速约为32毫升/分钟(流速=~142毫米/秒)。高速视频捕捉(每秒400帧)足以记录流动的运动图像。加工了一个槽(75 毫米 × 25 毫米 × 1 毫米),以便夹紧芯片并在使用后方便更换芯片。如图3所示,IDT电极芯片被夹在顶板和底板(100 毫米 × 65 毫米 × 10 毫米)之间,并用M4和M6螺丝牢固固定。在芯片两侧粘贴垫片胶带(戈尔系列500,戈尔联合公司,特拉华州,美国),以最大限度减少气体和电解质泄漏。
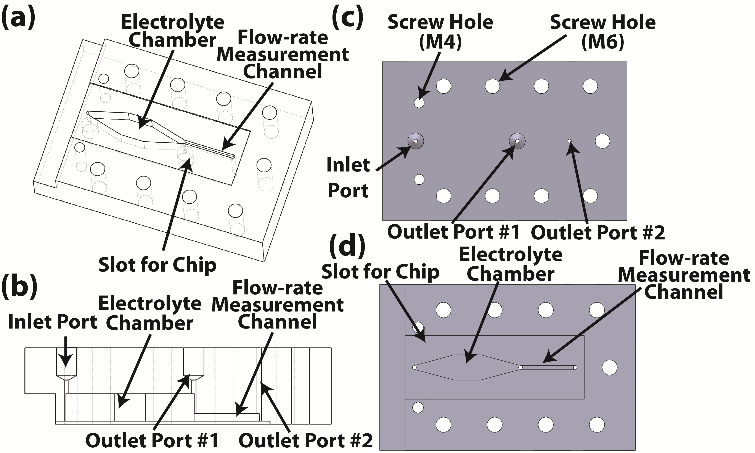
为了进行背压测量,设计了一个类似但略有不同的夹具(图4)。腔室体积增加了 3.5倍(即4.7 ml),以适用于高电流实验。夹具连接了一个外置在线压力传感器,用于背压测量。流速使用在线流量传感器测量,而非图像分析,因为通道需要充满液体才能到达外部压力传感器,从而无法通过数码相机观察到流动前沿。由于未通过通道测量流速,因此将其长度缩短至12 mm,宽度增加至4 mm,以减少高流速下的压力损失。此外,去除了出口端口#1,因为在电解液腔出口处无需形成液体前沿。去除该端口还可最大限度地减少气体和电解质泄漏。
3.2 微型加工电极芯片
设计了两种微加工芯片。第一种没有SU‐8绝缘层,用于研究电池常数对功耗的影响。由于我们注意到第一种芯片在缺乏适当进料线保护的情况下寿命短,因此在第二种芯片上添加了SU‐8绝缘层。第二种芯片也用于性能测试与PCB电极芯片的比较,以及在高电流(高达2安培)下的流速和背压测量。
对于第一种类型,设计了三种不同尺寸的IDT电极(见表1中的芯片编号1~3 )。采用标准光刻工艺在镀金玻璃片(75 mm × 25 mm × 1 mm)上制备电极图案。具体而言,通过代工服务(韩国先进纳米制造中心,韩国水原),在经过彻底清洗的玻璃片上溅射 200纳米厚的金薄膜,并使用20纳米钛粘附层(AZ电子材料公司,卢森堡)。光刻并显影后,使用正性光刻胶GXR‐601(14 cp,AZ电子材料公司,卢森堡)作为湿法蚀刻的掩模。通过定时湿法蚀刻(使用TFA刻蚀液(8重量%碘、21重量%碘化钾、71重量%水,特兰森公司,美国马萨诸塞州))刻蚀金层,随后使用TFTN刻蚀液(基于盐酸,特兰森公司)蚀刻钛粘附层,从而获得IDT电极图案。蚀刻完成后,用丙酮去除光刻胶。
第二种微加工芯片的电极宽度和间距均为100微米(芯片编号4,表1)。采用 Microchem公司(美国马萨诸塞州)的纳米SU‐8(配方2)覆盖进料线和暴露的玻璃表面。选择SU‐8是因为其薄膜坚固性和易于加工[59]。通过优化光刻工艺,形成了厚度为 5.7‐μm、与金和玻璃表面具有良好附着力的SU‐8绝缘层。使用校准的晶圆检测显微镜 (LEICA INM‐100,徕卡,德国威茨拉尔)对在明志大学(韩国)半导体工艺诊断研究中心洁净室中进行的微加工精度进行表征。制造误差,即五个样品上五个不同位置测得的电极宽度W相对于设计电极宽度W的平均尺寸偏差,约为3.72 μm。图5显示了第二种微加工电极芯片的照片。放大照片展示了电极指、进料线和SU‐8绝缘层。
| 芯片编号 | W (μm) | S (μm) | 面积(mm²) | SU‐8 绝缘层 |
|---|---|---|---|---|
| 1 | 50 | 50 | 37.05 | X |
| 2 | 50 | 100 | 18.05 | X |
| 3 | 20 | 50 | 21.56 | X |
| 4 | 100 | 100 | 35.88 | O |
3.3 PCB电极芯片
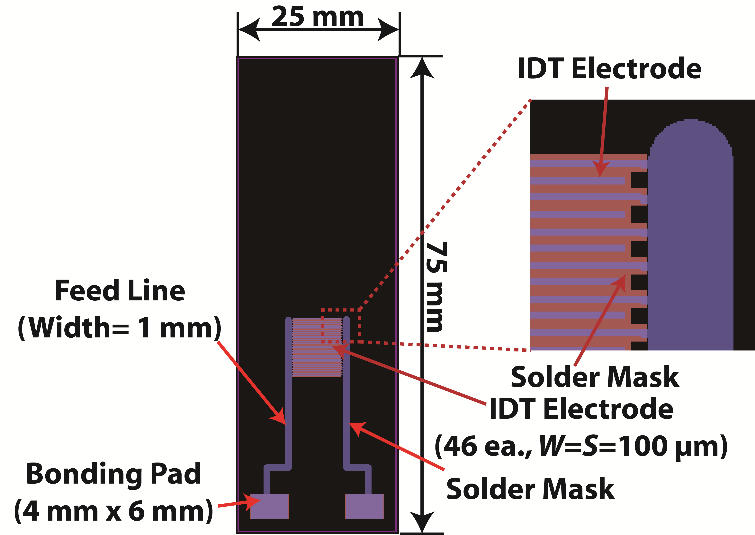
PCB电极芯片使用OrCAD软件(Cadence Design Systems,美国加利福尼亚州)进行设计,并通过韩国Hansaem Digitec的本地PCB代工服务制造。根据代工厂的制造规格,电极宽度和间距确定为100微米(即W=100 μm,S=100 μm,芯片编号4,表1)。为了在9.4 × 9.4 mm²,的给定占位面积内容纳IDT电极,电极指数量(nb)确定为46,总电极面积为35.88 mm²。使用OrCAD软件包中的Pad Designer设计电极指、焊盘和阻焊层(一种用于绝缘的漆状聚合物层)特征。使用PCB Editor连接电极指、进料线和焊盘(图6)。
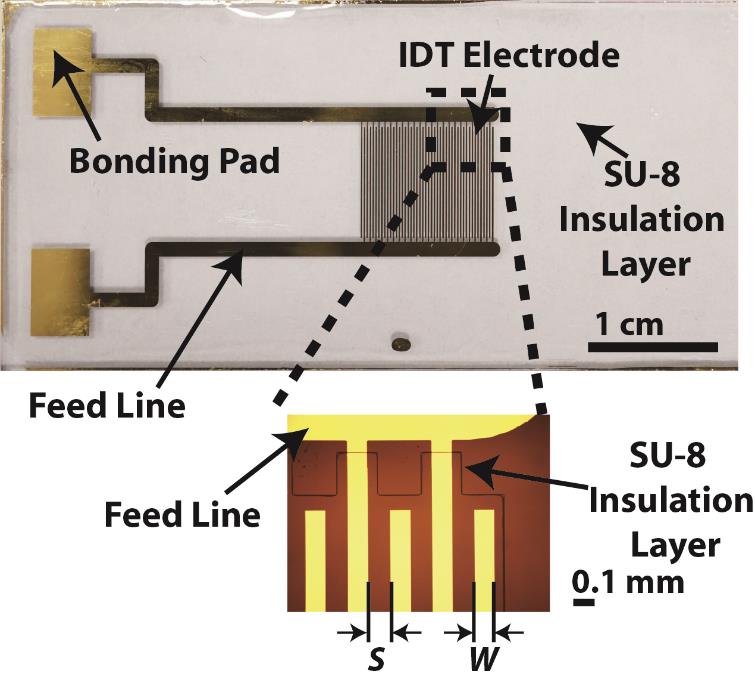
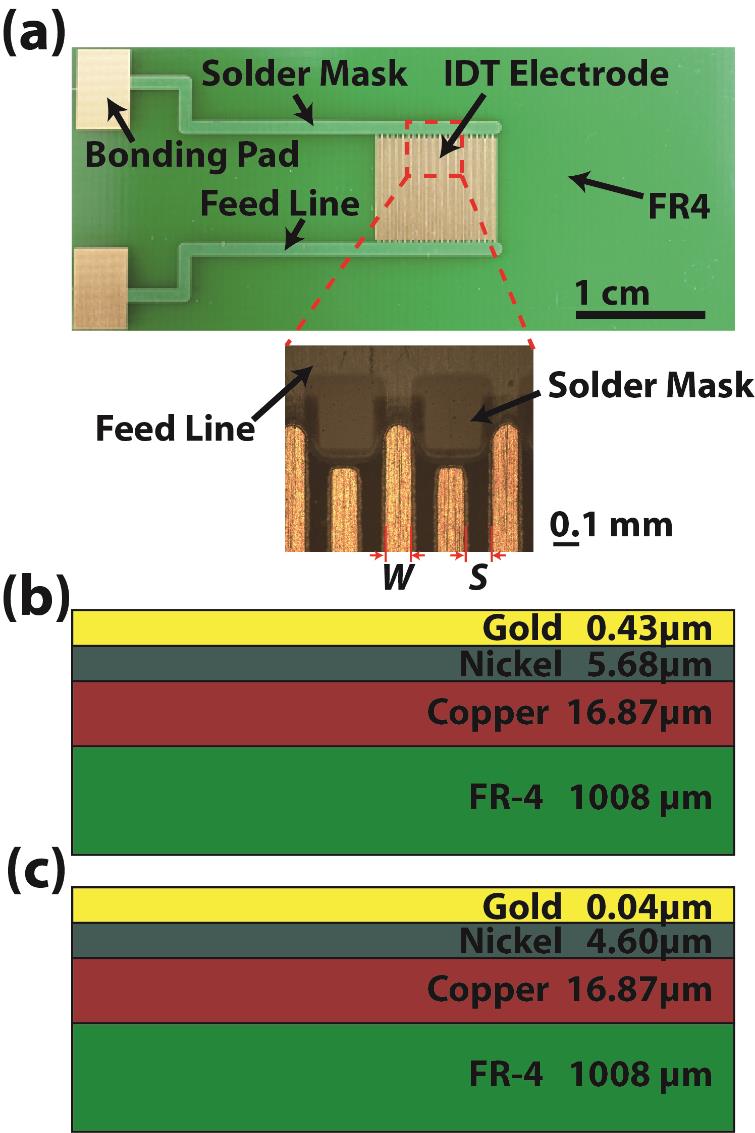
图7a展示了制作的PCB电极芯片的照片。两种类型的PCB芯片采用相同的布局制造:一种带有电镀金膜(图7b),另一种带有化学镀金膜(图7c)。PCB的详细制造工艺可参见其他文献[60]。简要过程如下:使用1毫米厚的FR‐4(玻璃纤维增强环氧树脂层压材料),表面覆有16.87微米厚的铜箔,并 laminated 一层干膜光刻胶。经过光刻和干膜显影后,通过湿法蚀刻选择性去除铜箔。干膜剥离后,图形化阻焊层以保护铜导线。暴露的铜表面(电极指和焊盘)通过两种方法镀金:(1)在ENIG(化学镀镍浸金)工艺中,镍在铜表面自催化电镀,随后镍原子被金原子置换形成薄层[61];(2)在“硬金”工艺中,金层电镀在电镀镍粘附层上。图7b和图7c显示了通过剖开的PCB截面由测量服务(AUtech,韩国)表征的金属层厚度。图7a的插图是使用检测显微镜(徕卡INM 100)拍摄的电极指的放大照片。注意到馈线被阻焊层良好地保护。对化学镀金电极芯片的制造误差进行了测量(在五个样品的五个不同位置)。其值约为1.97微米,而电镀金电极芯片的制造误差约为 4.51微米。
4. 实验
4.1 流量测量的实验装置
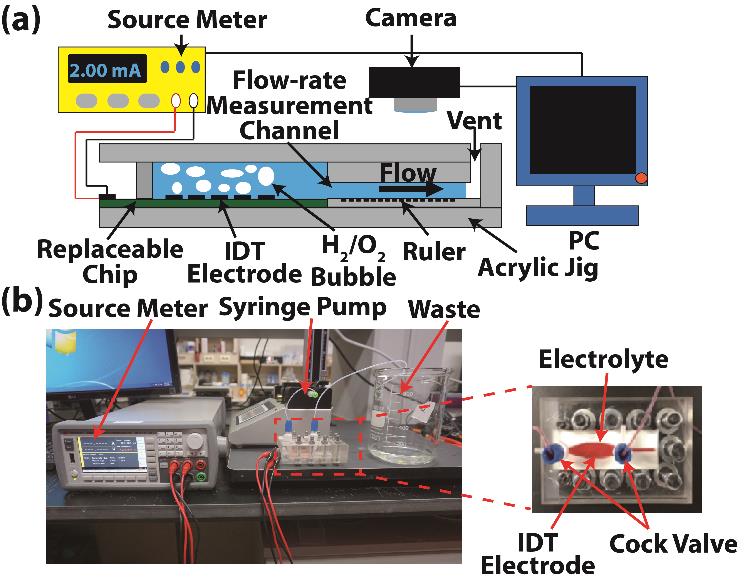
图8展示了我们微泵流量测量的实验装置示意图和照片。用密封胶带固定的电极芯片通过螺丝被牢固地夹紧在PMMA夹具中。为了便于观察,使用注射泵(Legato 100, KD Scientific公司,美国马萨诸塞州)将含有红色食用染料的1 M硫酸钠溶液注入夹具中;电解液腔和流速测量通道可在图8b的插图中清晰看到。注入电解质后,两个旋塞阀均被紧密关闭以防止泄漏,但排气口保持开放以允许液体流动。采用精密源表(B2901A,是德科技,美国加利福尼亚州)施加恒定电流(1 mA ~ 2 A),并使用该源表精确测量电池电压$V_{\text{cell}}$ 和功耗$P_{\text{cell}}$。
通过电解产生气泡,并将气泡困在电解液腔中,因为气泡容易上浮,而腔室的高度大于测量通道的高度(5 mm vs. 2.5 mm)。加压的电解质通过连接至排气口(出口端口# 2,大气压)的微通道快速流过。使用高速数码相机记录流动前端以及位于通道旁的刻度尺。所记录的运动图像使用开源图像分析软件ImageJ(美国马里兰州国立卫生研究院)进行分析。通过个人计算机控制所有电子设备,包括注射泵、源表和数码相机。在用于流量测量的实验装置中,测试了具有不同电极形状的微加工芯片以及带有不同金膜的PCB电极芯片。测量期间的温度为23±1°C。
4.2 背压测量实验装置
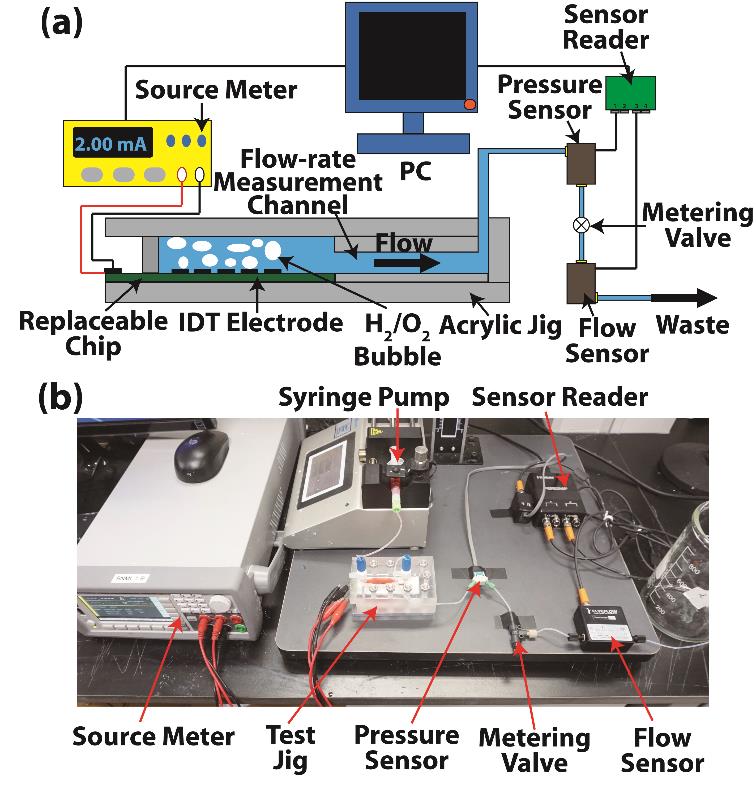
为了评估驱动液体通过复杂微尺度通道网络的能力,进行了背压测量。用于背压测量的实验装置如图9所示。该装置与流量测量装置的主要区别在于:(1)电解在第二种 PMMA夹具中进行(图4);(2)使用外置在线流量传感器(MFS‐5,Elveflow,法国)进行流量测量,而非图像分析。通过微型计量阀(P‐446,IDEX健康与科学,美国华盛顿州)调节背压,并使用外置在线压力传感器(MPS‐5,Elveflow)测量背压。所有流体组件均通过1/16英寸聚四氟乙烯管连接。两个传感器均连接至传感器读取器(MSR, Elveflow),再接入控制用个人计算机以实现数据采集。由于电镀金电极的PCB芯片性能优于其他类型的电极芯片,因此仅对该种电极芯片进行了背压测量实验。
计量阀的旋钮被设置到预定位置,并施加恒定电流(0.1~2 A)。流速和背压同时记录为时间的函数。注意到在电解开始时,流速和压力值迅速上升,随后进入稳态。当电流关闭后,压力值缓慢下降回到大气压。我们通过对此稳态区域的压力值取平均来确定背压。
5. 结果
5.1 使用微加工电极芯片对微型泵进行表征
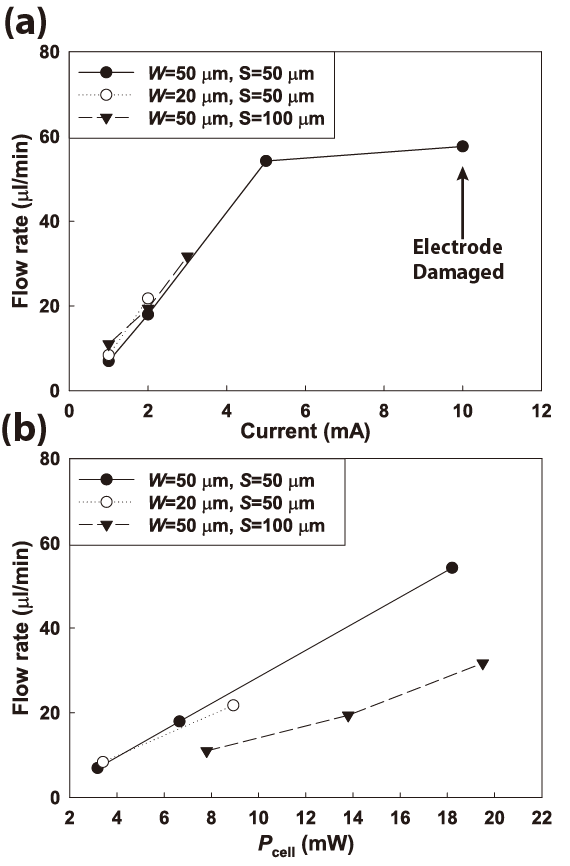
使用流量测量装置(图8)测试了三种不同的微加工电极芯片(表1中的芯片编号1~3)。图10a显示,除观察到电极退化的10毫安情况(W=50 μm,S=50 μm)外,流速均随输入电流按公式4呈线性增加。对于相同的输入电流,不同电极结构下的流速非常相似。图10b显示,在电池常数最大(κ=0.00453 mm⁻¹)的W=50 μm和S=100 μm芯片上,功耗最高。具有相似电池常数的芯片(W=20 μm和S=50 μm时为0.0022 mm⁻¹,W=50 μm和S=50 μm时为0.0023 mm⁻¹)的功耗相似。因此,我们注意到在给定实验条件下,电池电阻 $R_{\text{cell}}$ 是影响功耗的主要因素(公式6至9)。
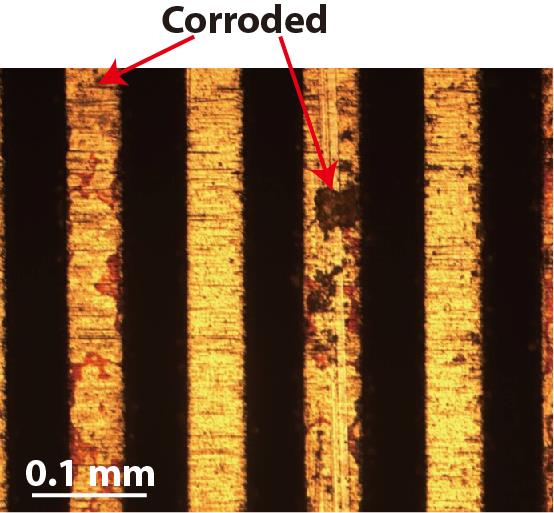
微加工电极芯片只能使用2~4次,表明其寿命短。我们在芯片发生故障后进行了检查,发现由于钛粘附层上的电化学损伤,馈线和电极指从玻璃基板上脱层,如图11所示。金或铂电极上的此类电化学损伤在文献中已有详细记载[21, 24, 47, 50]。电极损伤可能会降低泵送效率,但馈线损坏则可能完全终止电解反应。在10 毫安时流速远低于假设线性增长的预期值(W=50μm,S=50 μm情况)的原因是脱层。为了延长寿命,第二种微加工芯片采用 SU‐8层对馈线进行绝缘[59],这将在第5.3节中详细说明。
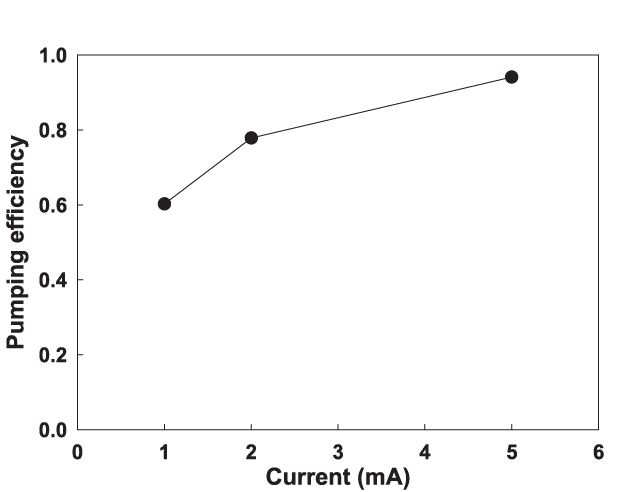
泵送效率$\eta$低于1,并随着1‐5 mA输入电流的增加而提高(图12,W=50 μm,S =50 μm)。如前所述(第2.3节),并非所有电流都可能参与气体产生。气体可能因气体复合、气体溶解和扩散进入电解质以及气体泄漏而损失。认为$\eta$的值随输入电流增加而增大,原因是气体复合和气体随着产气速率的增加,扩散和溶解变得相对不重要[50]。
5.2 使用PCB电极芯片对微型泵进行表征
经过代工厂处理的PCB电极芯片(化学镀或电镀金)在相同的实验条件下使用相同的测试装置进行了测试。PCB芯片的寿命比没有SU‐8层的微加工芯片长得多;即使经过6‐7次运行后,馈线仍然完好无损。此外,PCB芯片在整个测试电流范围1‐10 毫安时,微加工芯片由于电极剥离导致流速下降。
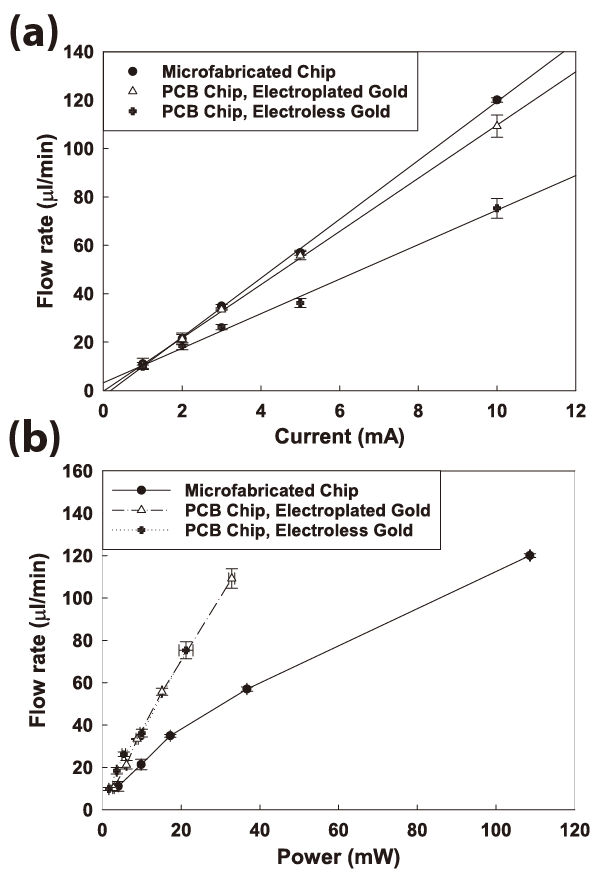
为了考察基于PCB的电解微泵的潜力,我们对PCB芯片(化学镀金和电镀金)与具有相同设计(图6)并采用SU‐8绝缘层作为进料线的微加工芯片的性能进行了比较。如图13所示,采用电镀金的PCB芯片的流速为10.2~109.2 μL/min(功耗为2.8~32.9 mW),采用化学镀金的PCB芯片的流速为9.8~75.3 μL/min(功耗为1.6~21.2 mW)。对于微加工芯片,其流速为11.0~120.1 μL/min(功耗为4.0~108.6 mW)。比较结果总结于表2中。
泵浦性能指数(PPI)定义为流速与电流曲线(图13a)的斜率,本质上是电解过程中消耗单位电荷所产生的体积膨胀。带有SU‐8绝缘层的微加工芯片的PPI略高于带有电镀金的PCB芯片(高出7.8%),且远高于带有化学镀金的PCB芯片(高出34.7%),如表2所示。由于这三种芯片的IDT电极标称面积相同,并施加相同的电流,因此标称电流密度应相等。然而,IDT电极的暴露侧壁也提供了用于电解的额外表面积。图7b和图7c显示,PCB芯片上电镀金和化学镀金电极的侧壁高度明显大于微加工芯片(分别为22.98 微米和 21.51 微米对比0.22 微米)。PCB电极中存在的镍和铜在电解中也具有较高的催化活性[51]。因此,微加工芯片的实际电流密度应更大,导致气体析出速率更高[46, 48, 50, 51, 62]。然而,带有化学镀金电极的PCB芯片的流速低于带有电镀金电极的PCB芯片的原因尚不明确。据推测,化学镀金电极更快的退化(由较短的寿命所证明,见表2)可能导致了较低的流速,这可能归因于较薄的ENIG金层(40 纳米对比430 纳米)。如图13b所示,在给定流速下,PCB芯片的功耗明显更低(几乎低三倍)相较于微加工芯片。由于具有相同的标称电极面积但更高的侧壁,PCB芯片的电池电阻$R_{\text{cell}}$应更低,同时阻碍电流通过馈线和电极指的电路电阻$R_{\text{circuit}}$也应更低。输入电流与流速之间的线性度(R²值)在所有类型的电极芯片中均接近1(见表2),表明只要电极芯片未受到显著损坏,公式4的线性关系就成立。
除了PPI之外,我们还比较了表2中三种电极芯片的辅助性能特征。寿命定义为电极芯片在施加1毫安恒定电流下产生稳定流速的最长时间。具有化学镀金电极的PCB芯片寿命最短,具有电镀金的PCB芯片次之,这可能是由于ENIG层较薄所致。然而,令人惊讶的是,具有SU‐8绝缘层的微加工芯片的寿命几乎是金层厚度接近两倍的PCB芯片的两倍。较短的寿命可归因于铜和镍层上的电化学损伤[18]。如前所述,制造误差定义为五个芯片在五个不同位置测得的电极宽度(W)与标称值之间绝对差值的平均值。值得注意的是,成熟的PCB工艺显示出与在我们的洁净室中进行但可能尚未完全优化的微加工工艺相似的制造误差(对于化学镀金和电镀金的PCB芯片分别为1.97微米和4.51 微米,而微加工为3.72微米)。本研究指出,工艺优化对于实现精确微加工至关重要。
最后,我们比较了电极芯片的制造成本。对于微加工芯片的成本,每片芯片均计入了光罩制造成本、溅射金服务费、洁净室费用、人工成本以及所有材料成本。对于PCB芯片,则将代工服务费除以芯片数量。PCB芯片的成本比微加工芯片低17倍或32倍。综合考虑 PPI、功耗、寿命、制造误差和成本,带有电镀金电极的PCB芯片被认为是用于便携式芯片实验室设备的整体性能最佳的芯片。因此,我们进一步分析了带有电镀金电极的PCB芯片的泵送性能。
| 性能指标 | 微加工的 | PCB(化学镀金) | PCB(电镀金) |
|---|---|---|---|
| PPI (μl/C) | 200.1 | 130.7 | 184.5 |
| 线性度 (R²) | 0.998 | 0.994 | 0.999 |
| 寿命 (分钟) | 63.9 | 11.3 | 30.6 |
| 制造误差 (μm) | 3.72 | 1.97 | 4.51 |
| Cost ($) | 322 | 10 | 19 |
5.3 带有电镀金电极的PCB芯片性能分析
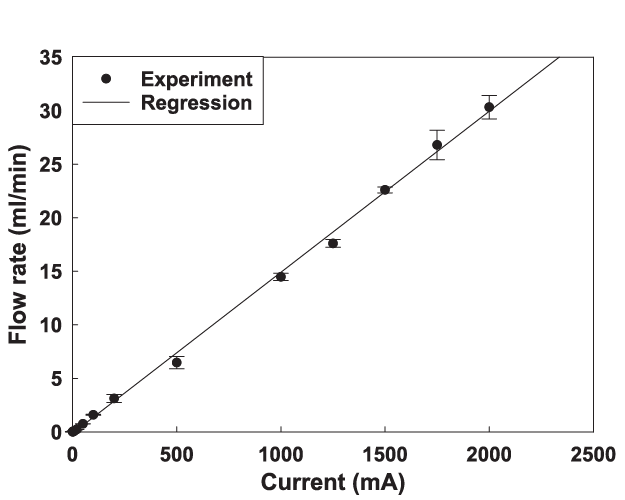
被认为具有前景,我们对带有电镀金电极的PCB芯片的泵送性能进行了极限测试。在流量测量过程中,输入电流增加至2安培。观察到芯片的寿命随着电流的增加而减少;当电流超过2安培时,IDT电极立即失效。在2安培下观察到优异的最大流速为31.6毫升/分钟(平均流量:30.3毫升/分钟),如图14所示。在给定的电流范围内,流速与电流呈现良好的线性关系(R²=0.997)。根据我们研究的综述论文[1‐10],,我们的微泵流速排名第三,仅次于姚等人[63]的电渗泵(流速为33毫升/分钟)和金等人[64]的往复式隔膜泵(流速为 32.9毫升/分钟)。金等人的微泵采用300赫兹的150伏方波电压进行压电驱动。姚等人的电渗泵则需要100伏直流电压。相比之下,我们的最大流速30.3毫升/分钟仅需5.9伏的工作电压,有利于在便携式芯片实验室设备中应用。此外,电渗泵需要复杂且昂贵的多孔烧结体或纳米通道制造工艺[65]。
我们还试图将我们的泵与之前的电解泵进行比较。之前泵的PPI值是利用已发表的流量与电流数据[20, 21, 24, 31, 34‐36,50]估算得出的。只要施加恒定电流,流速就与电流成正比,这由公式(4)预测,但由于各种气体损耗和低电流密度,实际值低于计算值。根据包括电极结构、电极材料和电解质在内的实验条件不同,PPI值介于76.8至193 μl/C之间,相当于带有电镀金电极的PCB芯片PPI值的41.7%至104.8%。这些数值与我们的结果没有显著差异。然而,此前报道的最大流量(0.19~141.4 μL/min)远小于我们的最大流量(31.6毫升/分钟)。一个主要区别可能是,由于更长寿命,我们的印刷电路板泵可以施加更大的电流(A vs. μA~ mA)。
实现了显著高的流速,但该测试是在接近零背压条件下进行的,如实验装置示意图(图8)所示。LOC器件通常包含由长微通道组成的网络,因此可集成微泵克服背压的能力备受关注。使用第二个夹具(图4)和实验装置(图9),通过施加0.1~2 A的恒定电流来测量背压。图15显示了背压与流速之间的关系。需要注意的是,对于0.5~2 A的情况(以空心符号表示),由于流量传感器MFS‐5的测量限值(即5毫升/分钟),零背压数据是使用第一个夹具(图2)获得的。压力生成性能也非常出色:在34微升/分钟的流速下,最大压力达到547千帕(~5.4大气压)。从所有背压与流速关系曲线可以看出,考虑到由直线[66, 67]表示的理想曲线,在高背压下流速降低更加严重。推测这是由于在高背压下气体重组为水、气体溶解以及扩散进入电解质导致的压力损失加剧所致[50]。在高压(例如> 200 kPa)下,通过夹具、流体接头和连接件的电解液泄漏很容易被观察到,这可能是流速下降的原因之一。我们还将测得的背压与综述论文中已发表的数值[1‐10]进行了比较。电渗微泵虽然表现出优异的背压性能,但需要异常高的工作电压:2 kV下11 MPa [68] 和 5 kV下2 MPa [69]。利用石蜡相变引起的体积膨胀产生了0.9 MPa的压力,但其流速比我们的微泵低数个数量级(74 nL/min)[70]。据我们所知,除上述三种情况外,我们的微泵产生的背压性能最佳。
总之,与依赖高工作电压、复杂且昂贵的制造技术并产生较低流速的已发表微泵相比,我们的基于PCB的电解微泵实现了顶级泵送性能。成熟且经济的PCB技术可能非常适合用于制造微泵便携式芯片实验室设备与使用微加工电极芯片的泵在流体生成、寿命和成本方面的比较。
6. 结论
为了开发具有高流量、背压、能效,同时具备低成本和简单制造的微型尺度泵,人们已付出大量努力,因为它是芯片实验室(LOC)、微电子冷却和微液压等多种应用中不可或缺的组件。大量的文献研究和商业化努力都集中在基于压电驱动的往复式隔膜微泵上,但较高的驱动电压、脉动流,尤其是复杂的微加工工艺,可能成为其在LOC器件中广泛应用的主要障碍,特别是在便携式应用中。尽管已提出许多科学上引人注目的泵送机制以克服这些局限性,但它们也存在各种缺点,包括操作复杂、功耗和输入电压高、流速低、泵送速率控制不可重复以及制造工艺复杂等问题。
电解微泵的结构、操作和制造通常比其他类型更简单,因为只需要电极和电解质即可实现流体生成。除了常规的流量性能外,以往电解泵的一个局限性在于其依赖昂贵且难以获得的基于洁净室的微加工技术。我们选择使用PCB技术进行制造,因为它能够实现成熟、经济、直接的代工制造。在本研究中,带有电镀IDT金电极的PCB芯片在综合考虑流体生成、功耗、耐用性、制造误差和成本后,成为微型泵的理想选择。我们的基于印刷电路板的微型泵在1.7~5.9 V的温和输入电压下,实现了高达31.6毫升/分钟的卓越泵送性能和高达547千帕的背压,与以往包括电解泵在内的微泵相比,性能显著提高。
泵。带有溅射金电极和SU‐8绝缘层的微加工芯片在寿命和体积生成(即PPI)方面优于印刷电路板 counterpart,但在成本和功耗较为关键的便携式实验室芯片应用中可能并不适用。
与传统微加工相比,PCB技术的另一个显著优势是能够灵活集成大量电子、电气和机电组件,并具有可扩展性,以构建用于多步生物分析的复杂微流控系统。我们目前正在致力于开发一种便携式基于印刷电路板的实验室芯片系统,该系统集成了CMOS阻抗微阵列用于DNA和蛋白质分析,以及我们的电解微泵用于流量控制。我们预计在不久的将来,基于印刷电路板的微泵将在一系列LOC应用中得到广泛应用,其中低电压、低功耗、低成本、高泵送速率以及简单的流体电力控制至关重要。

















 1023
1023

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









