



制造企业里,关于“到底是先排产还是先算料”,永远吵不出统一答案。
- 生产觉得应该先排产;
- 采购说你不给我物料需求,我怎么动?
- 计划夹在中间,像裁判一样天天被喊来判输赢。
但你会发现一个规律:流程跑得顺的企业根本不讨论这个问题。
不是他们想得通透,而是做法不一样。
他们知道:先后顺序不是核心,方法才是。
所以我们不讲概念、不讲哲学,直接说怎么做,怎么把排产和算料从两张皮变成一套打法。
一、第一步:把所有需求放到同一个入口
很多企业计划乱,不是算不准,而是起点不一致。
这个场景你肯定也遇到过:
- 业务按自己的节奏给订单
- 预测由销售另起炉灶
- 安全库存由仓库自己维护
- 工程变更另有版本
最后计划人员面对的是四份计划。
你用什么工具都不可能算准。
因为不是工具的问题,是输入不统一。
正确做法很简单:所有需求进同一个“需求池”。
包括:
- 实单
- 预测
- 补库
- 变更引起的需求
当所有部门的起点是一套数据,后续排产和算料才不会从源头开始错位。
https://s.fanruan.com/739bg

二、第二步:排产和算料同步算,而不是先做一个再补另一个
很多工厂天天疲于奔命,就是卡在了一个字:查。
- 排完产再去查物料 → 缺。
- 缺了再重排 → 产能又不够。
- 再查 → 又发现供应商不配合。
循环往复,一天就过去了。
问题不在谁先谁后,而在做法是线性的。
真正能跑起计划的企业会让系统并行思考:
- 工序能力、
- 物料齐套、
- 供应商交期
三个方向一起算。
意思就是:你刚点完排产,后台已经同时在判断:
- 工序有没有闲位
- 哪个物料是关键约束
- 到货节点能不能撑住计划
- 最早能开工的时间
- 最终能承诺的交期
这不是概念,是可以真的落地。
这样一来,
- 你不再出现“排出来但做不了”,
- 也不出现“物料备足了但排不进去”。
两个问题一次解决。
三、第三步:答交期不是拍脑袋,而是算出来的
交期是制造企业最敏感的指标。
很多公司信口答交期,不是业务想作死,而是没人能给他靠谱依据。
- 你问计划:“这批什么时候能出?”
- 计划可能会说:“看运气……看物料……看产能……看情况……”
实际上,这些“不确定”完全可以提前算清楚。
专业的做法是:交期基于真实约束来推算,而不是凭经验猜测。
包含:
- 当前产线负荷
- 每个工序的加工节拍
- 实际到货,而不是 PO 上的承诺
- 安全期、切换时间、工装占用
- 供应商最早可交时间
当这些因素同时参与判断,交期会变得稳定、可信、可反推。
业务自然也不会再答得太快,做得太慢。
四、第四步:分工要清晰——系统负责算,人负责判断
现在很多工厂的情况是:系统只负责记录,人负责算。
结果是:人累得半死,数据还不准。
正确的分工应该是:系统算,人决策。
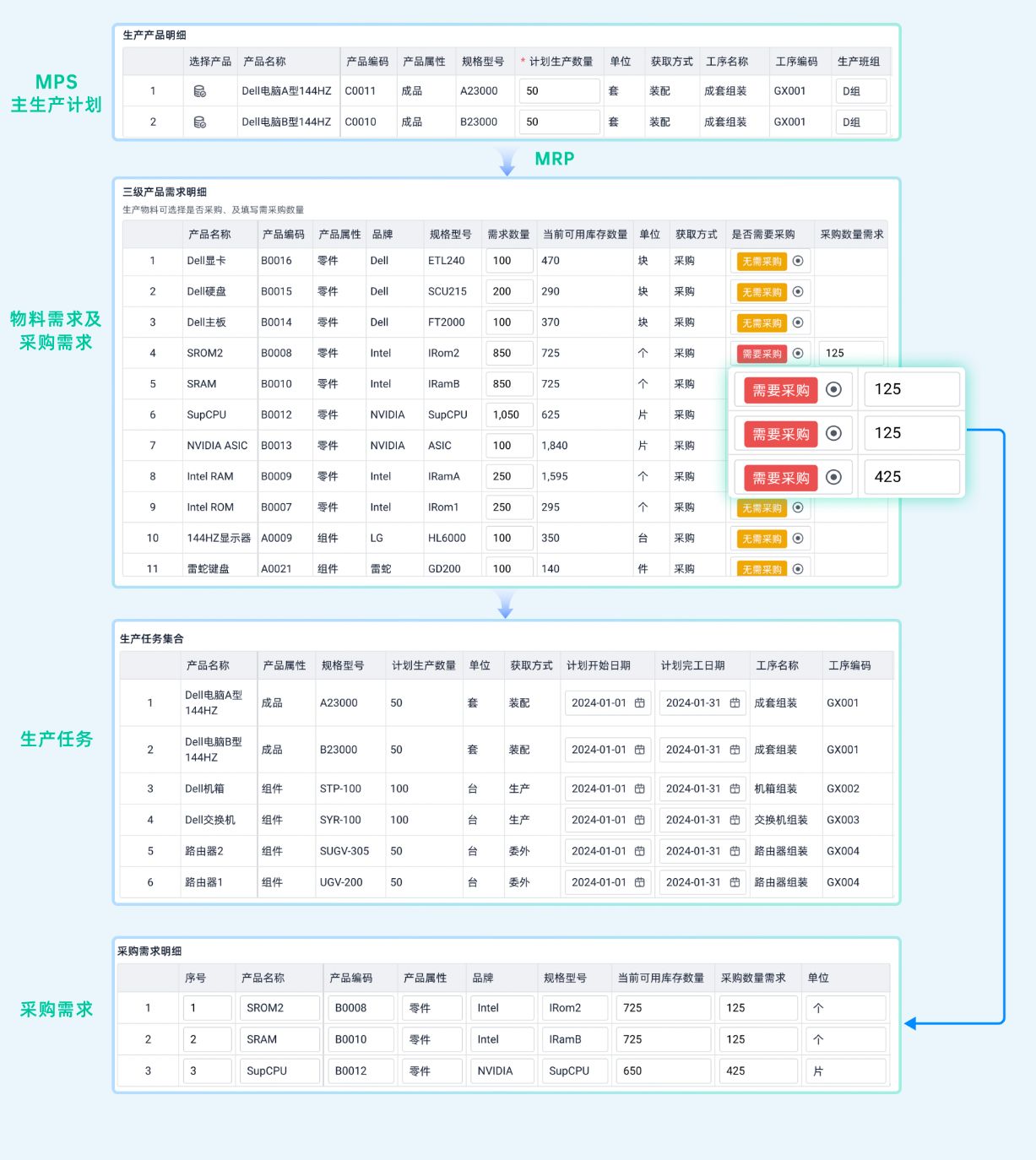
系统做的事情应该包括:
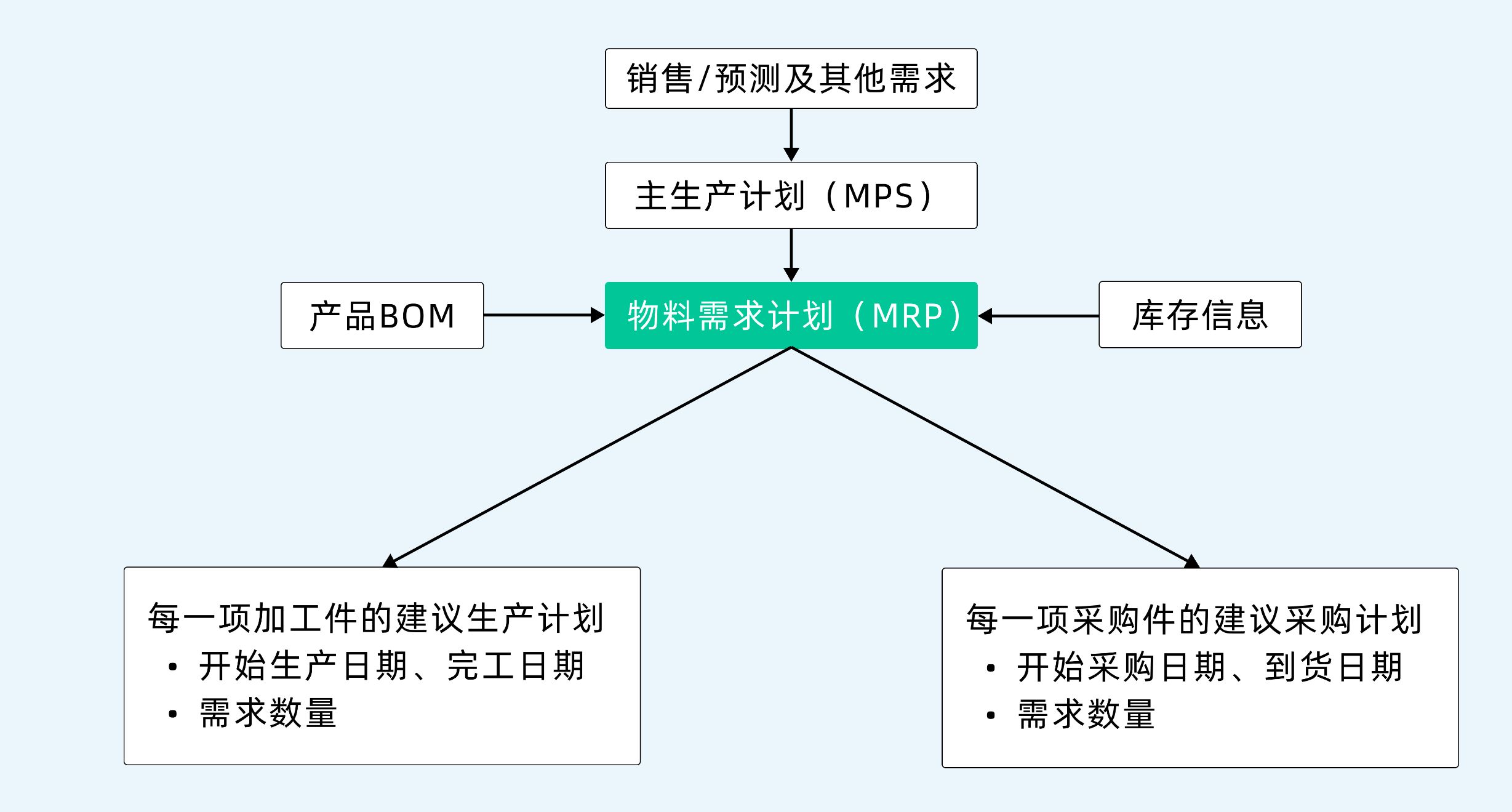
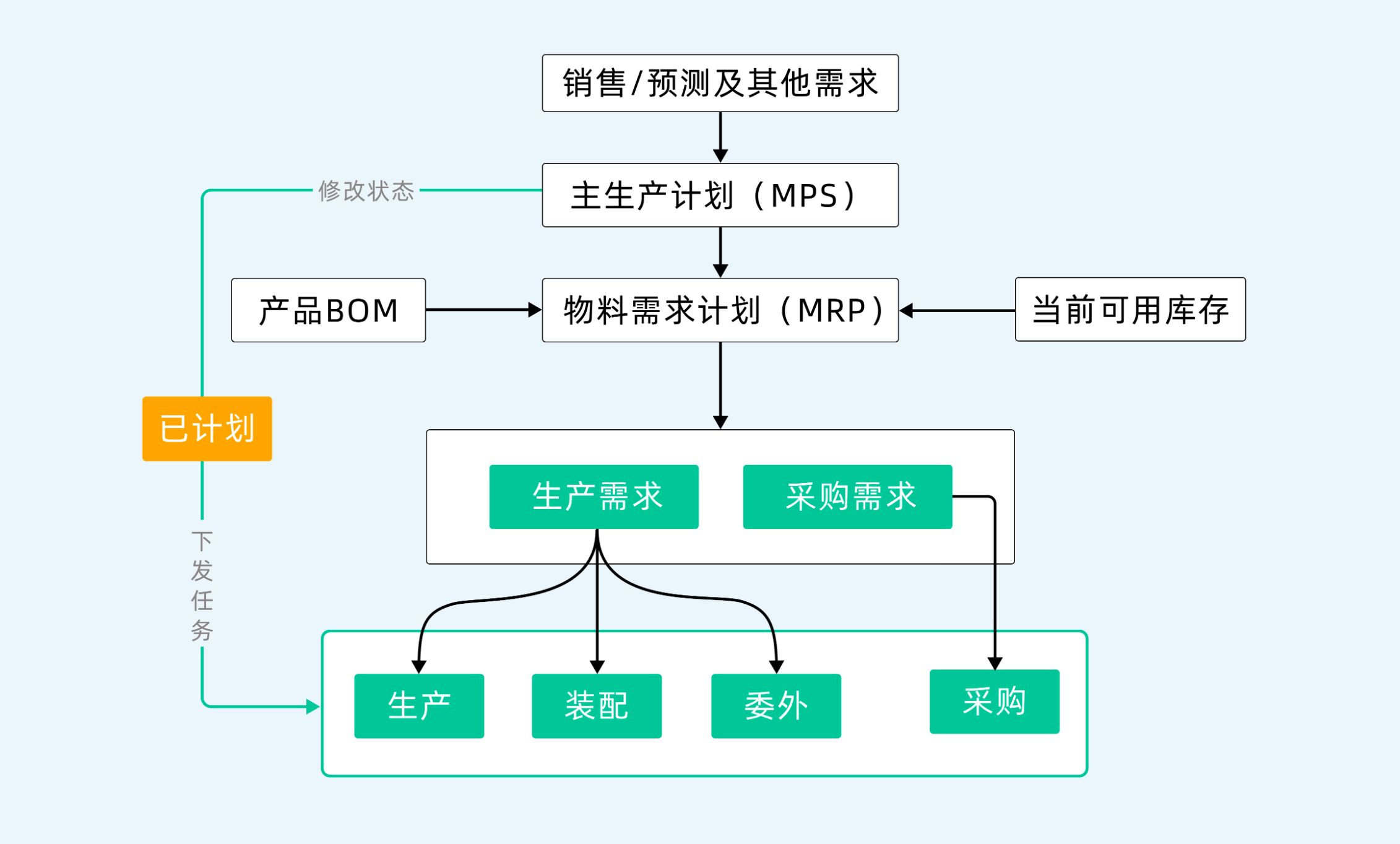
- 把需求分解成生产任务(MPS)
- 把任务分解成物料需求(MRP)
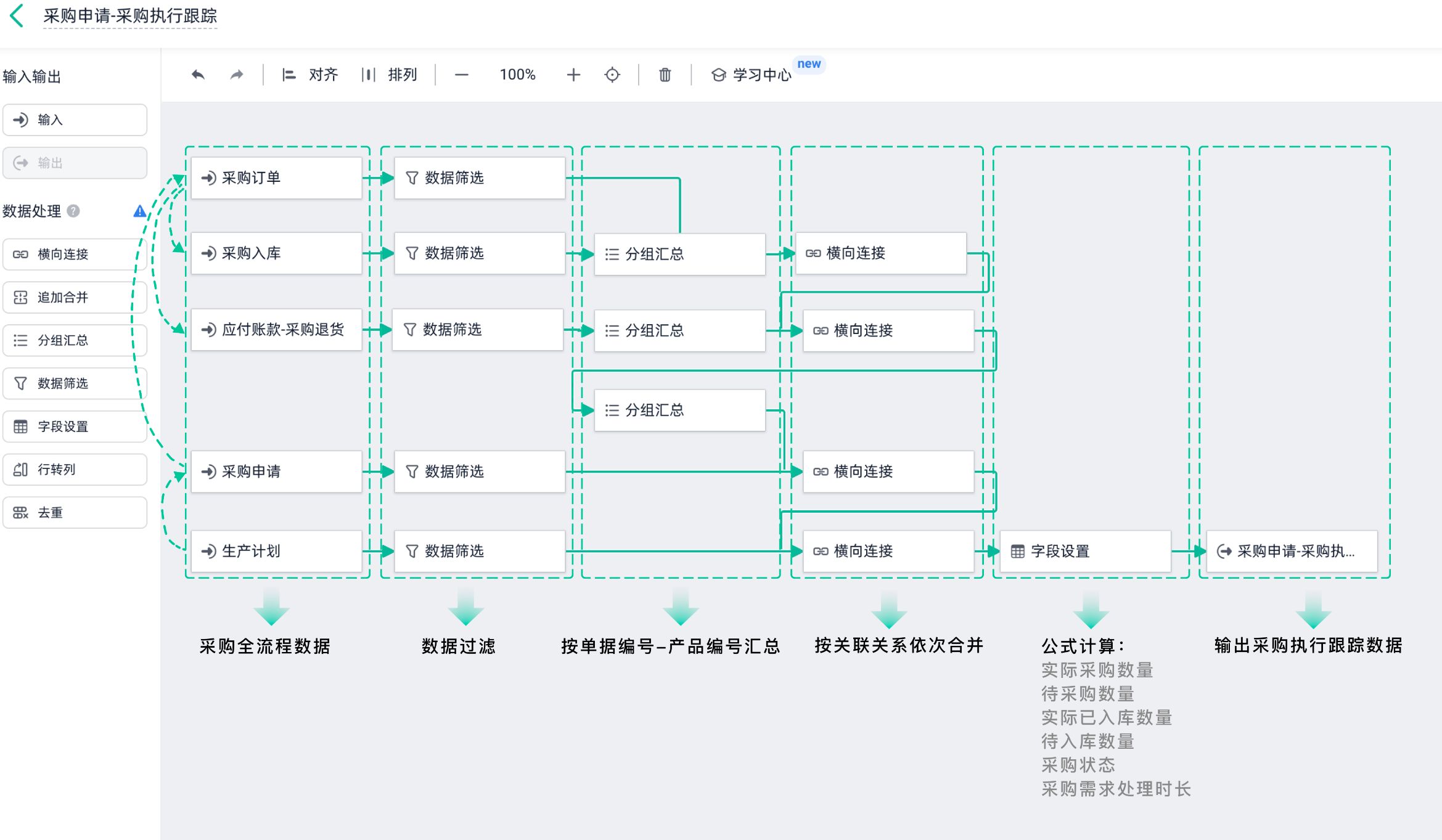
- 自动出采购计划
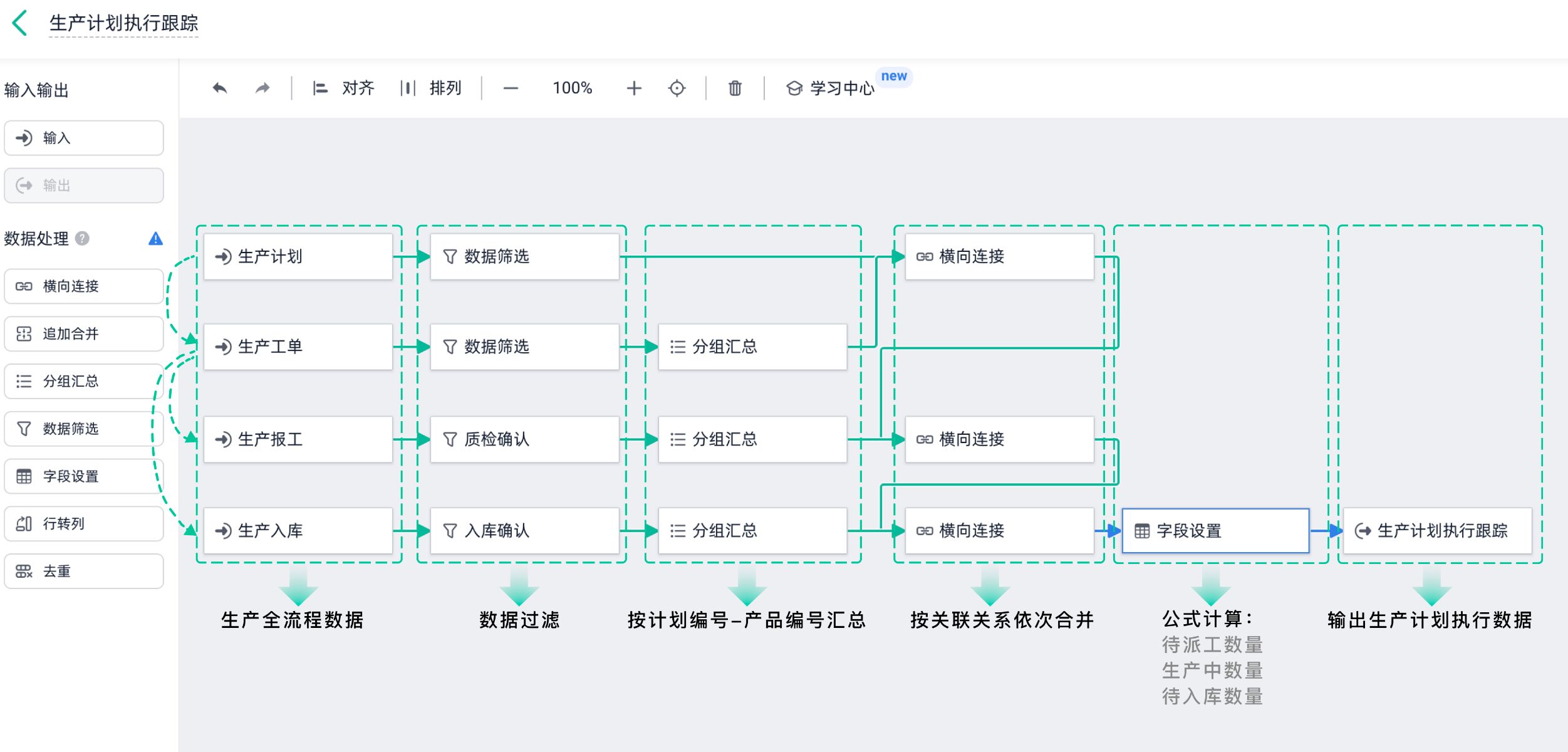
- 自动算工序负荷
- 自动检测资源冲突
- 自动给出可执行排产(APS 类能力)
而人要做的是:
- 订单优先级判断
- 插单、延期的权衡
- 供应商能力的判断
- 困难订单的取舍
一句话:机器算账快,人判断更准,各司其职才高效。
五、第五步:计划不是“定死”,而是“滚动”
很多企业排一次计划就像做一份“年终总结”:排了就不动,动了就全乱。
但现实情况是:计划不是不准,而是每天都在变化。
常见的变化包括:
- 物料提前到
- 物料延期
- 工序出问题
- 生产效率波动
- 新订单插入
- 工程变更临时下达
如果你的计划一周才更新一次,那你永远都在执行过期计划。
更高效的方式是:每天滚动一次计划,让变化在当天就被消化。
滚动计划的好处是:
- 今天到的物料今天就进入新排产
- 供应链的任何变化当天反映
- 每天的齐套性都是最新的
- 决策永远基于“当下真实情况”
- 不再积累爆雷、不再临时抱佛脚
计划活了,工厂才能稳。

六、第六步:让数据自己流动,而不是靠人跑来跑去
很多工厂最耗人的不是生产,而是打听情况:
- 采购问仓库;
- 仓库问计划;
- 计划问生产;
- 生产说“我不知道”;
- 库存还得再查一遍。
这种沟通方式,只要信息一点不一致,就会全盘乱掉。
更高效的方式是:所有数据自动流动,各部门看到的是同一个版本。
例如:
- 供应商入库后,齐套性自动刷新
- 齐套一变,排产自动调
- 排产更新,物料需求自动重算
- 物料需求更新,采购计划即时调整
- 预测变动也能自动影响未来排产
没有人当传话员,也不靠 Excel 来拼图。
信息一致,计划才不会乱。
七、真正的判断标准不是“先做哪个”,而是“能不能稳住局面”
计划成熟度(换句话说,计划能力)高不高,不看是否零失误。 那不现实。
真正的判断标准是:
- 变化来了能不能提前预见
- 预警是不是基于真实数据
- 缺料是否提前看到
- 插单能不能迅速给出答案
- 生产有没有因为“无料”突然停线
- 采购是否从救火转为提前准备
- 业务能不能说出“稳得住”的交期
也就是说,计划不要求完美,它要求可控、有预见、能快速重算。
只要做到这一点,工厂就稳了。
结语
如果你的企业还在争论:“到底先排产还是先算料?”
说明还是停在“各部门各算、各讲各的”的阶段。
而真正让工厂顺起来的路径其实只有一条:
需求统一→同步计算产能与物料→算出可行性→系统自动分解→每天滚动→数据自流
这种做法不是玄学、不是理论,是能落地的。

















 3214
3214

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









