



制造现场有一句老话——
“问题不是突然发生的,是一点点堆出来的。”
- 工单发错、
- 物料不到、
- 工艺乱套、
- 进度失控……
你以为是现场某个人的锅?其实,大多数问题都能追到五个环节:计划、物料、工艺、执行、反馈。
任何一个环节一掉链子,生产效果就跟着下滑。更要命的是,这五个环节彼此牵着彼此,没法单独修。
今天我就把这五件事捋顺,尽可能讲得能落地。

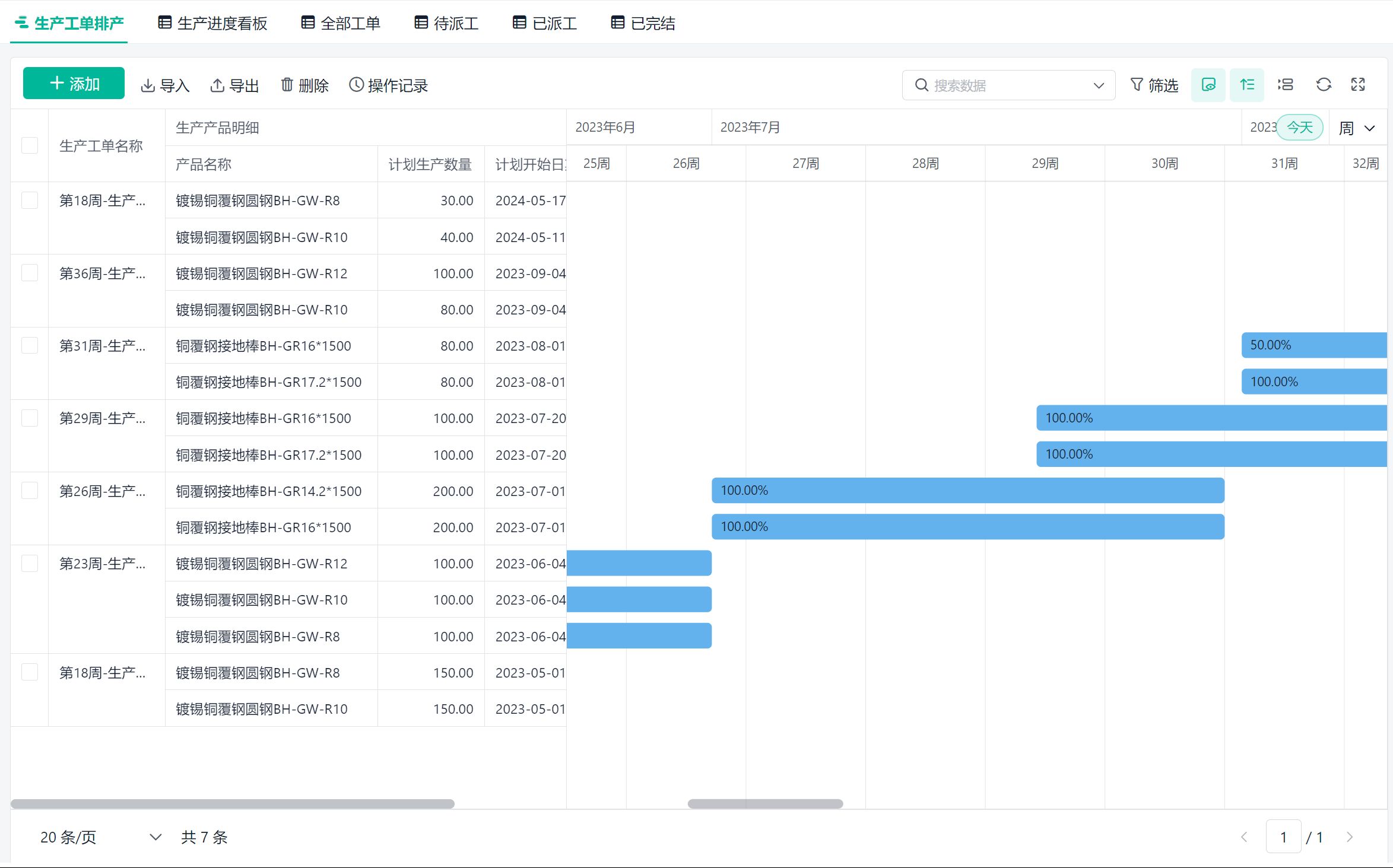
01 计划:有计划不是计划,能落地才叫计划
很多工厂的计划员都在救火中长大。
- 闹钟一响,打开电脑,
- 手上拿着一堆需求预测、销售临时单、
- “领导说要优先”的语音备忘录……
然后开始拼命塞产能。https://s.fanruan.com/739bg
问题是:计划一旦不是基于真实数据,而是基于估计或听说,那就是风险的起点。
典型的计划问题有三类:
- 需求不准——销售说大概率要,采购说先订一点试试。
- 产能不实——设备台账是静态的,实际开机率、换型时间、设备状态没人更新。
- 计划不透明——推出来的计划只有计划员自己能看懂,现场、采购、质检都处在猜下一步的状态。
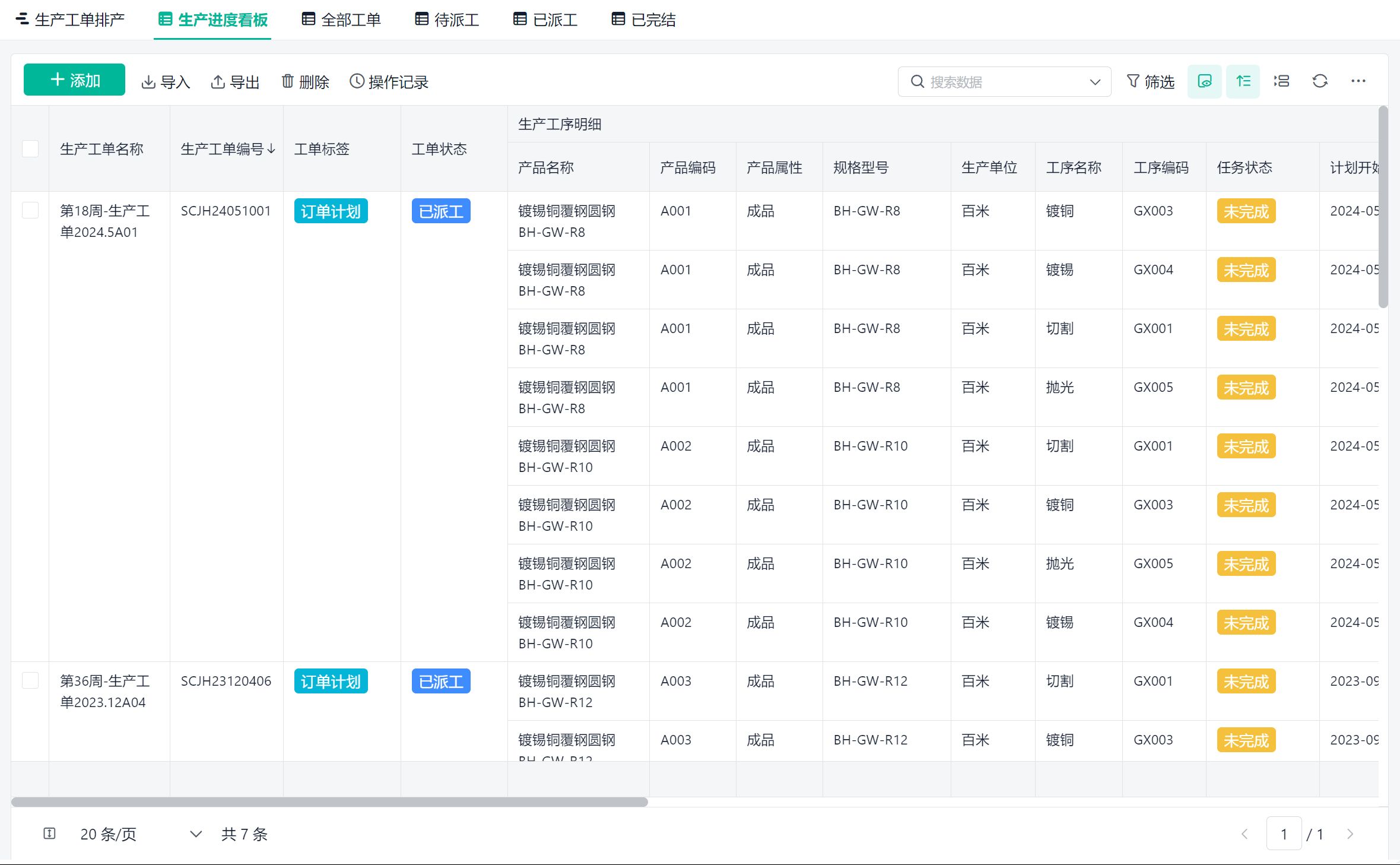
这种计划会导致什么?
- 工单要么发多了,要么发晚了;
- 要么排不动,要么排得乱七八糟。
现象你可能都见过:
- 产线一天换三次型,还觉得自己在“拉通均衡”;
- 明明库存有物料,但永远在“找”;
- 客户催货,仓库说没货,现场说产着呢。
说句实话,计划靠人脑算,算不赢现实的复杂度。 计划需要从个人经验转向数据驱动。
什么时候才算真正做到数据驱动了?
- 设备能力有数据、
- 物料状态实时可见、
- 订单优先级自动计算、
- 产能瓶颈一眼能看出来。
到那时,计划才能真正落地,而不是写在 Excel 里很好看。
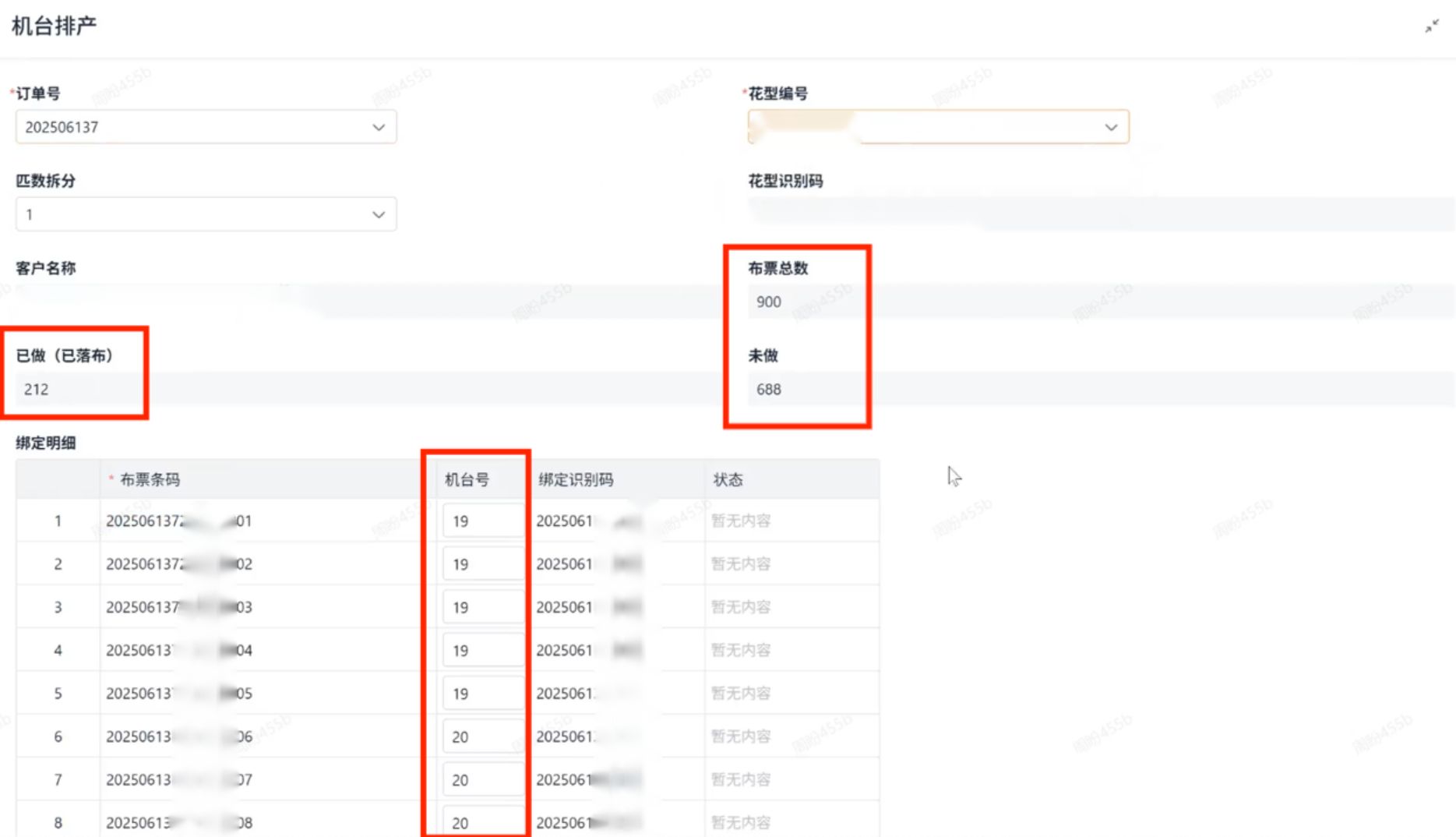
02 物料:最容易被忽略,却最容易让节奏失控的环节
物料永远是制造业最难掌控的部分。
你可能经历过这样的现场:
- 工位停着,就差那一颗特殊螺丝;
- 仓库说物料到了,结果在外围堆场里没人清点;
- 批次混了,追溯追到人怀疑人生;
- 库存账上有,现场翻遍找不到。
为什么物料总出问题? 因为物料链条太长了:采购、供应商、检验、仓库、发料、上线、退料……
链条越长,靠“人对人传话”这种模式就越不可靠。
物料问题本质是两件事:
- 可视化不足——采购不知道供应商的真实交期,现场不知道仓库的真实库存。
- 联动不足——计划和物料不同步,生产和仓库不同步。
结果就是:生产永远在等物料,物料永远在追生产。
更要命的是,物料问题不像质量问题那样看得见,但它会悄悄吞掉整个产能。
物料链条真正顺起来,需要什么?不是仓管要更加细心,而是:
- 物料状态实时可追踪
- 关键物料预警清晰
- 发料、补料、退料都有记录
- 批次和用量能自动对到工单
- 库存能实时对账
换句话说,就是把“物料在哪里、够不够、能不能用”这三个问题,从靠问人,变成看系统。

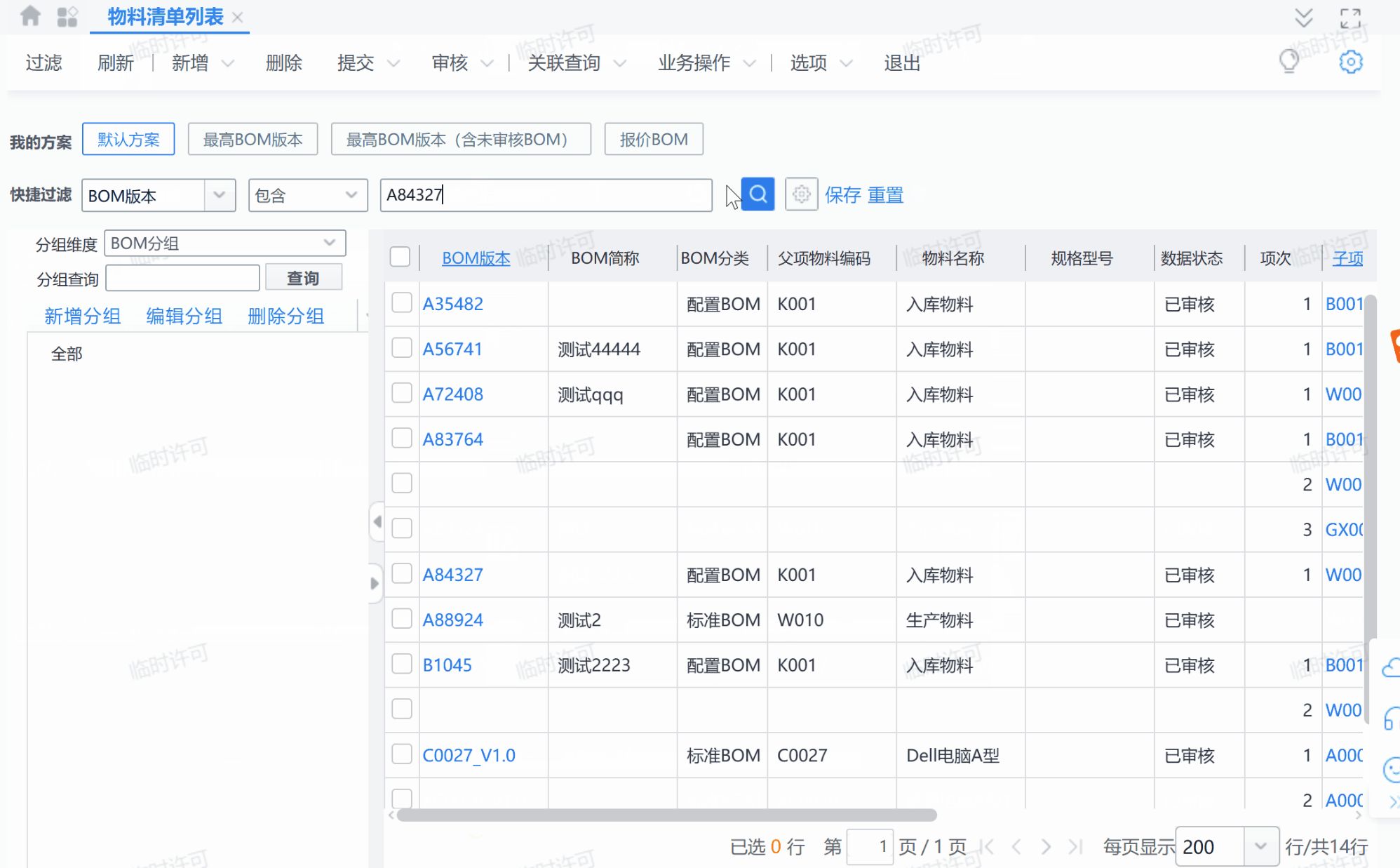
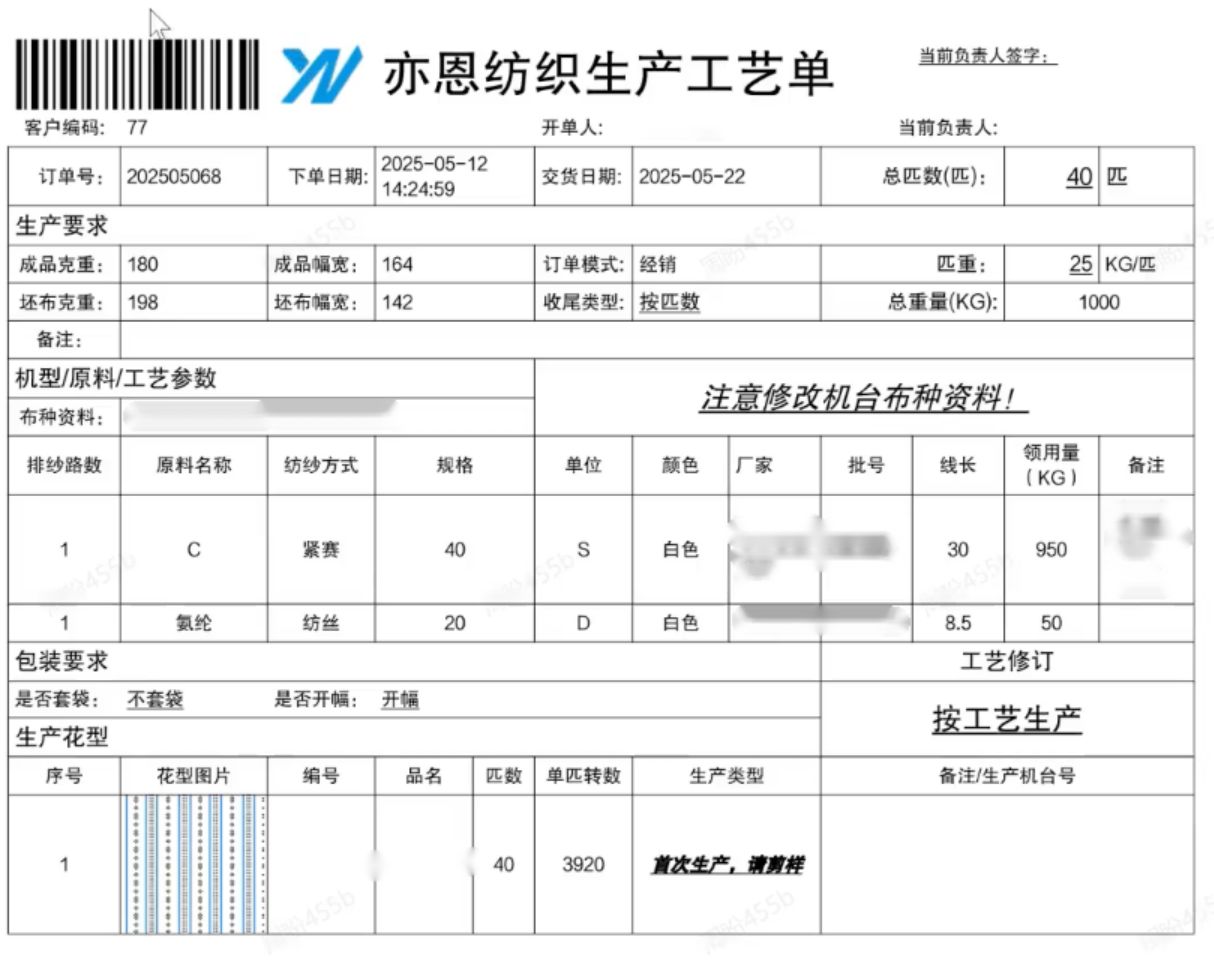
03 工艺:没有工艺标准,设备再好也没用
很多现场的问题,不是生产能力不足,而是工艺流转信息不一致。
你可能见过这样的场景:
- 现场 A 师傅说按老版本做,B 师傅说按新版本做;
- 工艺文件在微信群里分享,结果谁都不确定哪个是最新的;
- 工装治具换了,但工艺卡没更新;
- 工艺路线是纸面上的,但实际走的是“经验路线”。
这种信息差带来的后果非常直接:
- 返工变多
- 良率波动
- 工序漏做、跳做
- 新人永远跟不上海
工艺最怕的不是复杂,而是不一致。

真正成熟的生产现场,工艺文件是这样的:
- 版本唯一,谁在用哪个版本一目了然;
- 自动下发,工单到哪,工艺到哪;
- 参数数字化,设备程序、工位参数自动带;
- 更新有痕迹,哪个参数谁改过有记录;
- 实际数据能反推工艺,出现异常有迹可查。
工艺如果做不到在线化,它永远被纸张、截图、群文件拖累。
04 执行:没有数字化记录的现场,就是黑箱
即使计划、物料、工艺都准备好了,生产现场还会发生各种不可控情况:
- 设备突然报警
- 人员临时调岗
- 物料不良率超预期
- 工位堵了
- 换线拖住全线节奏
传统模式下,班组长靠“看、问、猜”来判断现场状态,导致生产信息永远滞后。
等数据汇总出来,通常已经失效了。
现场执行做不好,本质上是三个缺失:
- 缺数据——设备开机率、节拍、停机理由都靠手抄。
- 缺联动——出现问题后没有标准动作,例如缺料、设备停机、人员瓶颈谁负责、怎么响应。
- 缺真相——数据不准,后面所有分析都没意义。
制造业里一句老话:“你看不到的损失,永远比你看到的大。”
执行必须数字化,原因只有一个:人能做判断,但不能靠人记所有细节。
因此,我们才要上生产管理的系统,让系统来记住细节:
- 哪个工单卡住了
- 设备一天到底停了几次
- 实际产出和计划差多少
- 生产节拍是不是正常
- 哪个工位是瓶颈
这才叫真正掌控,而不是“听汇报”。

05 反馈:没有闭环,问题永远在下一班回来
很多企业的节奏是:
- 白班解决不了的丢给晚班,
- 晚班解决不了的丢给计划,
- 计划解决不了的丢给领导,
- 领导第二天再开会问到底谁的问题。
开了很多会,但问题最后还是回到现场。
为什么? 因为缺乏数据 + 责任 + 跟踪的闭环。
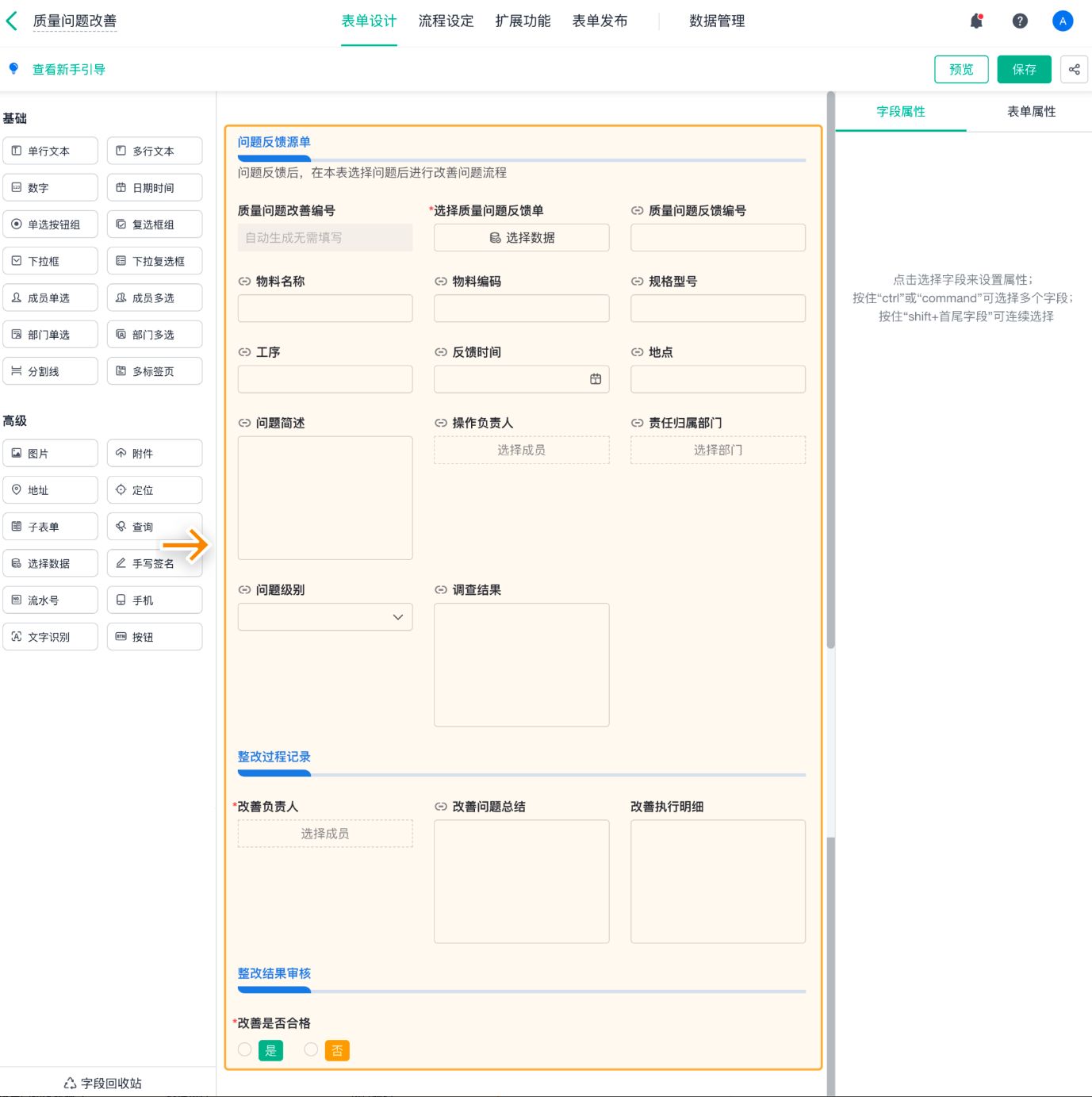
反馈不是说出来就算了,而是:
- 问题被记录——停机原因、缺料时间、返工数量必须真实存在。
- 问题被指派——是设备问题、供应商问题还是工艺问题,要能分得清。
- 问题能追踪——今天发现的,明天能看到处理进度,不是放在微信群就算沟通了。
- 问题能复盘——数据能告诉你,下次如何避免重复犯错。
制造业里最昂贵的成本不是设备,也不是人工,是重复犯错。
如果反馈没有系统承接,它永远是人说说而已。
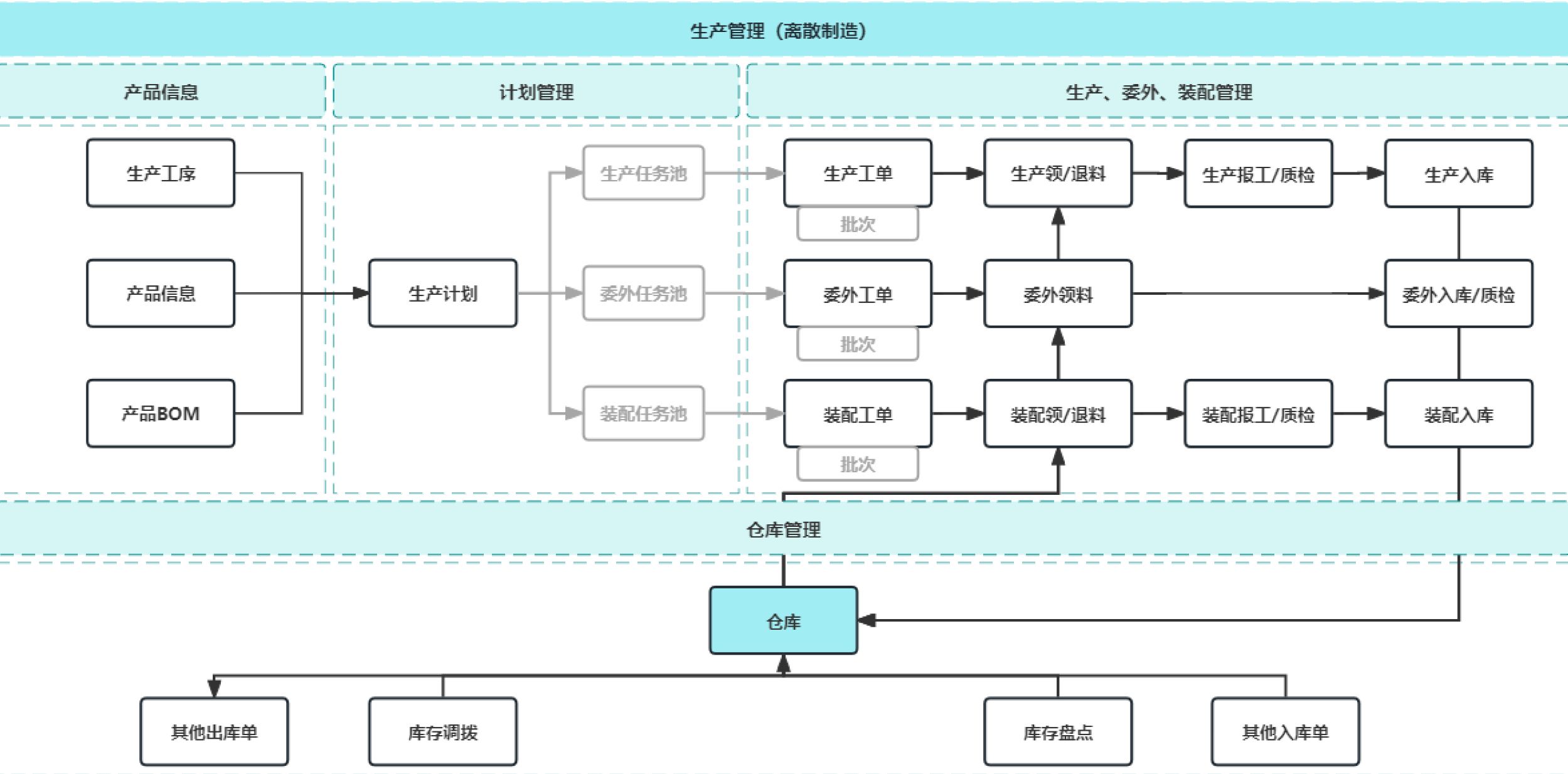
这五个环节为什么抓不好?
因为它们不是独立问题,而是链路问题。
- 计划变了,物料跟不上;
- 物料不准,计划就全乱;
- 工艺更新不及时,现场执行就出错;
- 执行数据不准,反馈永远模糊;
- 反馈不闭环,计划始终补漏洞;
这是一个环套一个的系统工程。
- 要把链路打通,只靠人绝对做不稳。
- 靠制度也不够,因为制度无法覆盖所有变化。
最终你会发现,想真正让这五个环节跑顺,必须具备三个基础能力:
- 数据实时——靠事实,不靠猜。
- 流程在线——有标准,有记录。
- 角色联动——计划、仓库、工艺、生产不是孤岛。
这也是为什么越来越多制造企业开始做一件事:把原来分散在 Excel、微信群、纸张、个人经验里的东西,拉回到同一套系统里。
不是为了上系统,而是为了让五个关键环节不再互相拖累。
最后一句话
制造现场要的是结果,而不是事后解释。
当
- 计划能落地、
- 物料能看见、
- 工艺能统一、
- 执行能透明、
- 反馈能闭环时,
生产的结果就不会取决于某个人,而是取决于整个体系。
这时你会突然发现:
- 生产不再靠救火,而是靠管理。
- 而管理也不再靠“喊”,而是靠系统化的能力。
如果你正在推进数字化、正在改善生产,不妨先从这五个环节开始,一点点把链路打通。
你会看到生产效果肉眼可见地变好。
——这才是制造真正的底气。

















 1534
1534

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









