



在工厂里干过的人都知道,生产计划这东西,说容易也容易,说难也难。纸上写几行字,Excel拉个表,排一下生产线,感觉挺轻松。
可真要落地,情况就完全不一样了:
- 客户催货
- 仓库缺料
- 设备坏机
- 人手不够……
生产一乱,计划就是一张废纸。
很多工厂老板或者计划员,经常会问一个问题: “生产计划、主生产计划(MPS)、物料需求计划(MRP)、能力需求计划(CRP),这四个东西到底有啥区别?是不是一个意思?”
别说小厂,就连不少大厂的计划员也分不清楚,结果导致天天在救火。今天我就用最接地气的语言,把这四个概念掰开揉碎,讲明白。
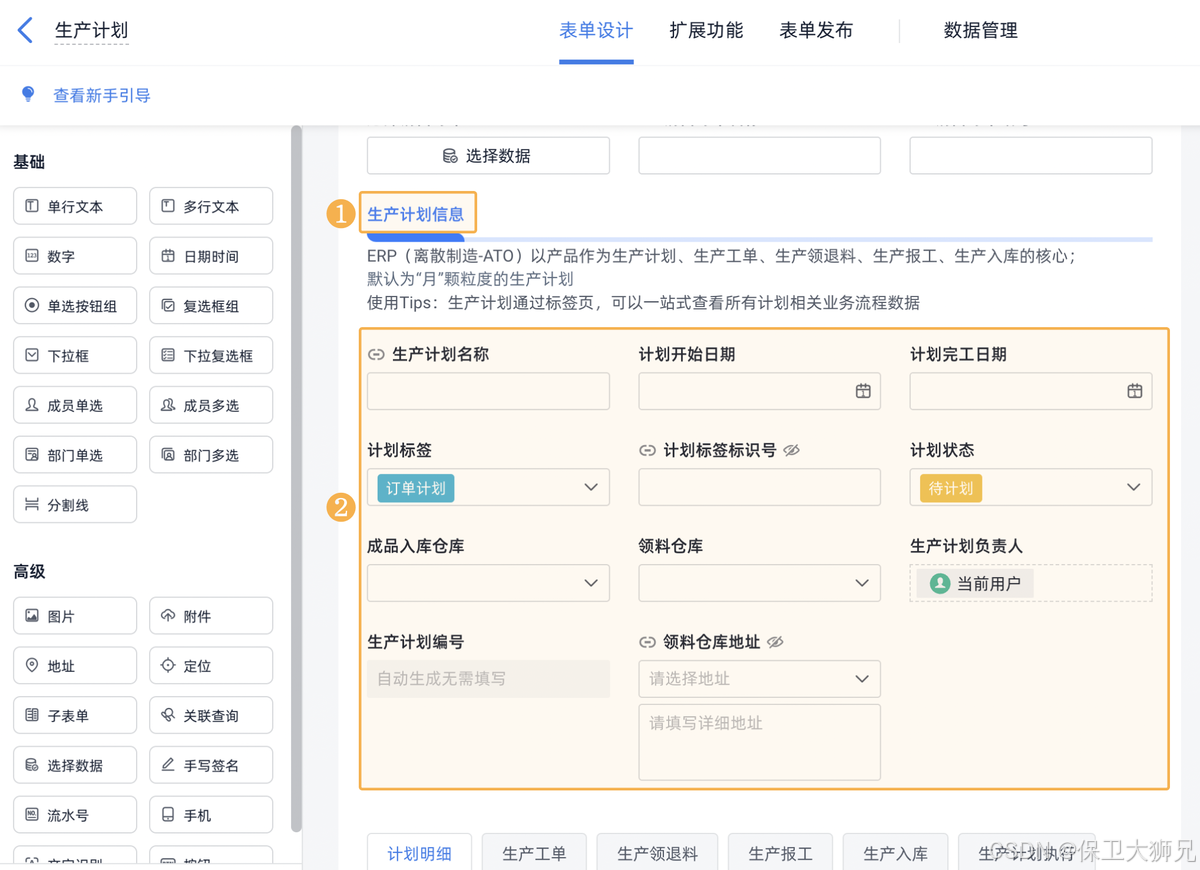
一、先搞清楚:什么是生产计划?
其实说白了,生产计划就是回答两个问题:做什么、什么时候做。
举个例子,你开了一家代工厂,客户下了 1000 件订单,要在 10 月底交货。那你心里就要排一笔账:
- 我现在库存有多少?
- 这批货是一次性做完,还是分几次做?
- 先做A客户,还是先做B客户?
- 原料够不够?
- 设备、人力能不能撑得住?
这些统统都属于生产计划的范畴,生产计划在企业里通常分为几个层次:
- 长期计划(年/季度):产能投入、厂房、设备。
- 中期计划(月/周):大致排哪些产品,出货节奏。
- 短期计划(天/小时):具体到哪条产线、哪台机器、哪个工人。
很多小厂只停留在短期计划,每天盯着产线救火,但如果没有中长期的统筹,问题一定层出不穷。
所以,生产计划是个大帽子,而MPS、MRP、CRP,其实就是在生产计划下拆分出来的三大工具/方法。
二、MPS:主生产计划,定大方向
那MPS又是干嘛的?
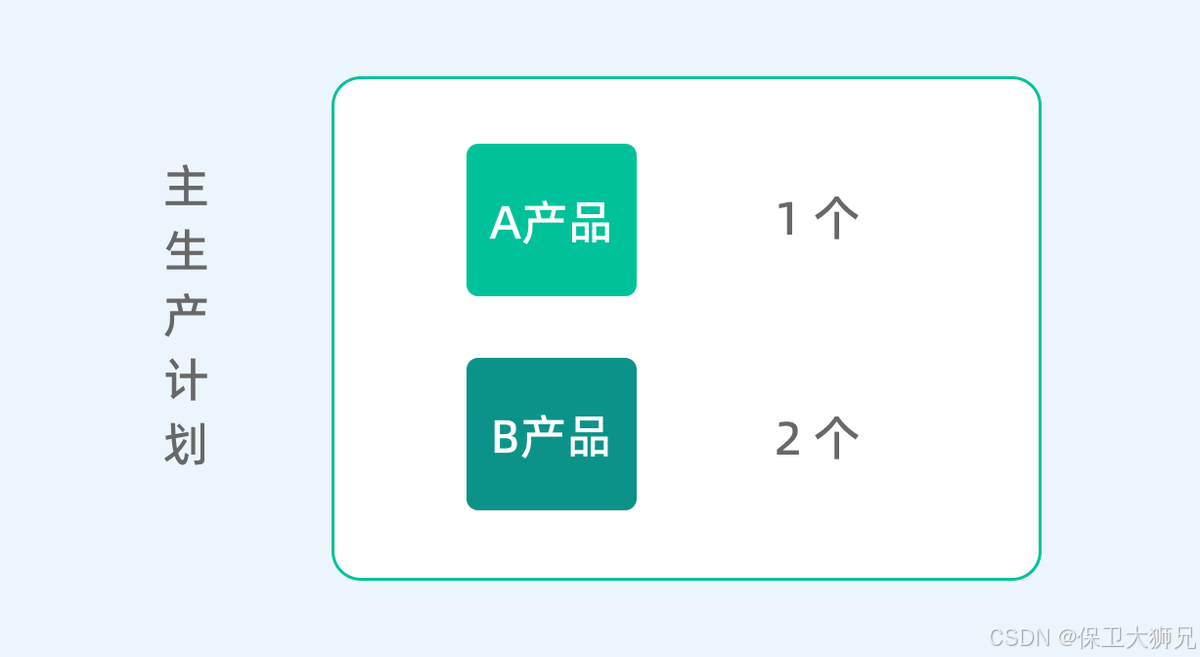
MPS(Master Production Schedule,主生产计划),它就是生产计划的龙头,决定了企业在一个周期里要生产哪些成品、数量多少、什么时候交。
打个比方: https://s.fanruan.com/qe4b1
- 客户下单 1000 件T恤,分两次交货,10月15日交500件,10月30日交500件。
- 那MPS就会明确写:10月15日交第一批,10月30日交第二批。
MPS是对市场订单的直接回应,它关心的是成品层面,而不是零件、原料。
在生产环节,要定MPS,通常需要结合几个东西:
- 客户订单(真实需求)
- 销售预测(预估需求)
- 安全库存(不能断货)
- 产能限制(产线能不能撑住)
比如说,订单来了1000件,但你知道产能有限,一次只能做700件,那MPS会拆分成两批生产,明确写清交付日期。
一句话总结MPS就是
MPS是从“市场需求”出发,把客户要什么东西、什么时候要,转化成一个工厂能执行的成品生产计划。
它就像一个“总导演”,定下大方向,后面的MRP和CRP,都是根据MPS往下推的。
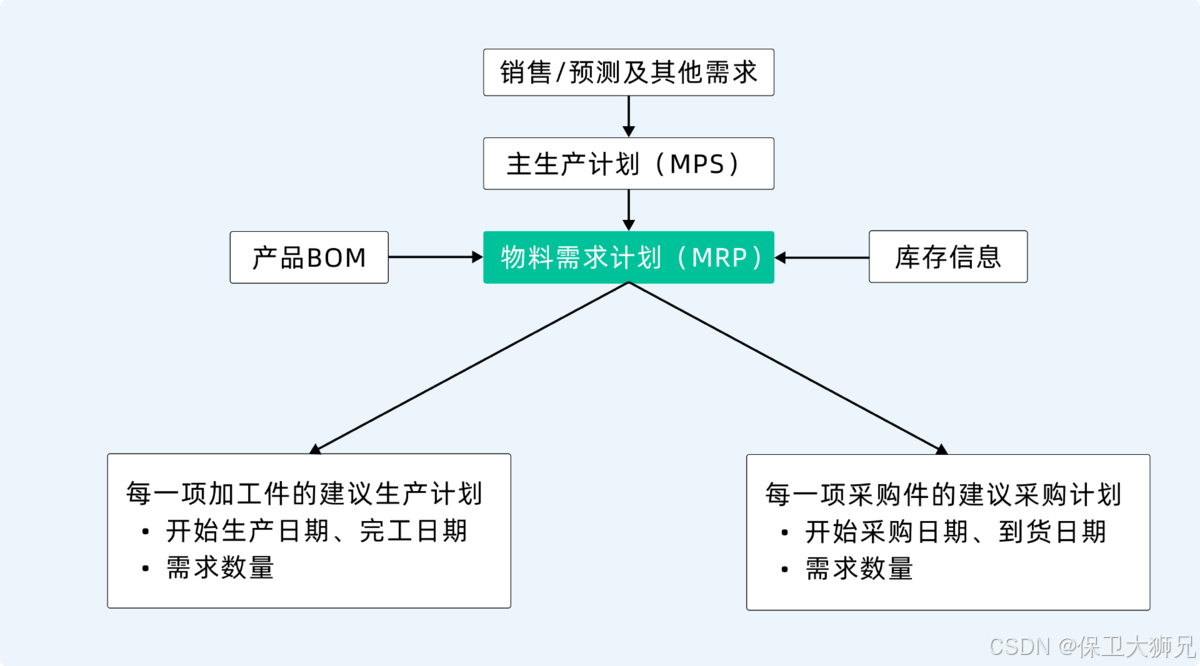
三、MRP:物料需求计划,算缺啥料
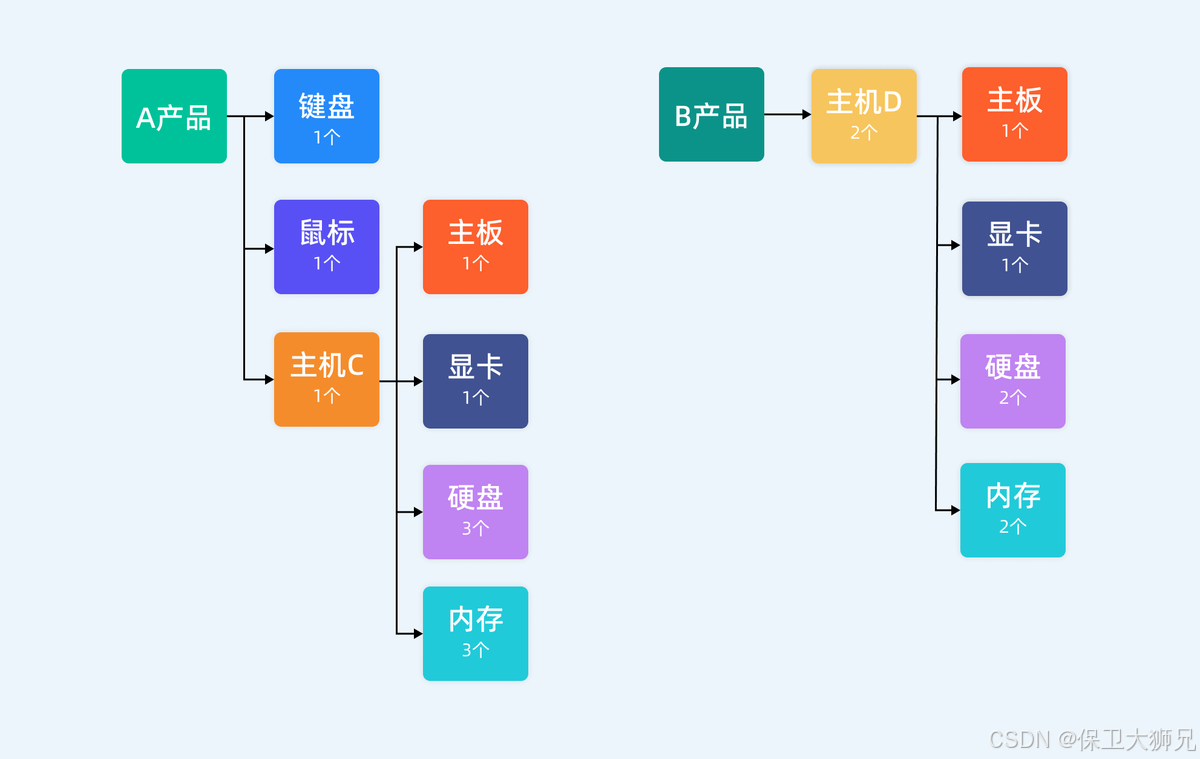
MPS告诉你要做1000件成品,但问题来了:成品是由零件、原材料组成的。
那这些零件/原材料什么时候要备好?数量多少? 这就轮到MRP(Material Requirements Planning,物料需求计划)出场了。
比如你做T恤:
- 一件T恤需要 1米布料、2颗纽扣。
- 客户要1000件 → 就需要 1000米布料 + 2000颗纽扣。
MRP就会根据BOM(物料清单),把MPS的成品需求,拆解成零件、物料的采购和生产需求。
MRP关注的主要是——
- 需要什么料(What)
- 需要多少(How much)
- 什么时候要(When)
它会自动考虑:库存多少、在途订单多少、安全库存多少,然后得出一个净需求。
一句话总结就是:
MRP就是算料的。MPS说“我要做1000件T恤”,MRP就会告诉你“那你得准备1000米布+2000颗纽扣,最迟要在10月10日到厂”。
没有MRP,采购永远是跟着屁股救火,动不动就断料。
四、CRP:能力需求计划,算产能够不够
光有MPS和MRP还不行。你算出来需要1000米布、2000颗纽扣,可工厂的设备、人力能不能完成?这就是CRP(Capacity Requirements Planning,能力需求计划)要解决的问题。
比如:
- 客户要1000件T恤。
- 一台缝纫机每天能做200件,你有3台机器。
- 计划在5天内交货 → 总产能=3台×200件×5天=3000件,够。
但如果你只有1台机器,5天最多只能做1000件,一旦机器中途坏了,就全完蛋。
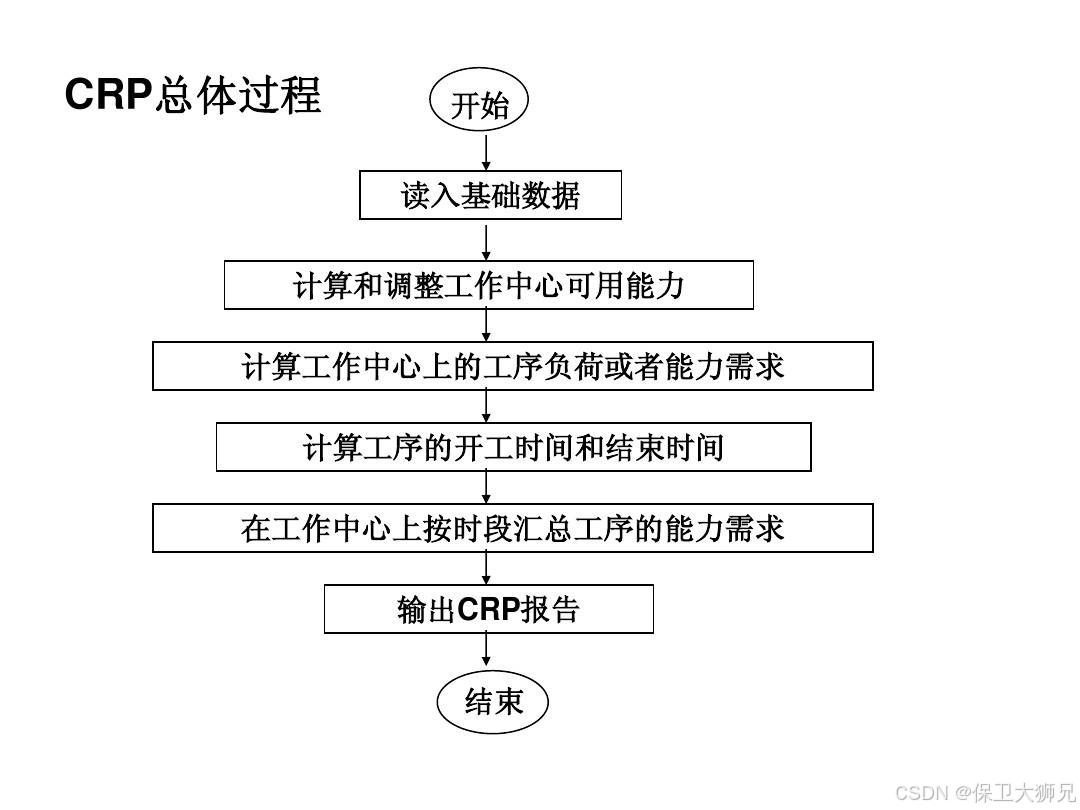
CRP就是用来测算:在既定时间、设备、人力下,能不能按MPS完成任务。
CRP怎么用?
- 把工序分解:裁剪、缝纫、整烫、包装。
- 每道工序要多少工时。
- 再结合现有设备、人力,算出瓶颈在哪里。
比如:裁剪一天能裁2000件,缝纫一天只能缝800件,那瓶颈在缝纫环节,就要么加班、要么加人、要么外协。
一句话:CRP就是“算产能的”。MPS说要做1000件,MRP说要备料,CRP就会告诉你“设备、人力能不能撑得住”。
五、四者关系其实是一条链路
把这四个放在一起,其实就是一条链路:
- 生产计划:我要满足客户的需求,整体安排生产节奏。
- MPS:具体到成品层面,要做哪些产品,什么时候交付。
- MRP:根据MPS算出来,成品需要的原材料、零部件什么时候要备齐。
- CRP:再检查一下,工厂的人力、机器、工时,能不能支撑这些生产计划。
MPS管的是“做什么成品”,MRP管的是“缺什么料”,CRP管的是“产能够不够”,它们都是生产计划往下拆分的不同维度。
六、那为什么很多工厂做不好?
很多工厂天天喊“计划”,但90%停留在最表面的“生产排期表”,根本没真正做到MPS、MRP、CRP。常见的问题有:
- 只看订单,不看产能:比如客户说要1000件,老板就说“没问题”,结果产线根本做不出来,交货延期。
- 只看产成品,不看物料:MPS定了计划,但采购没跟上,布料不到,计划全泡汤。
- 只算物料,不算瓶颈:MRP告诉你布料够了,但没算工时,结果人手不够,产能卡住。
- 只会救火,没有前瞻:没有系统支撑,全靠Excel,人为失误率高,计划随时打乱。
针对上面这些问题,我给出4个建议——
- 别贪大求全,先分清层次:小厂没必要一开始就玩复杂系统。先搞清楚:订单需求(MPS)、物料库存(MRP)、产能瓶颈(CRP),这三件事分开看,已经能解决一大半问题。
- 先有BOM,再谈MRP:没有BOM(物料清单),MRP就是空中楼阁。每个产品需要多少物料,一定要梳理清楚。
- 产能数据要真实 很多工厂产能表就是老板嘴里的“差不多”。结果计划排出来很漂亮,一落地就全乱。要用真实数据去跑CRP,比如设备效率、工人熟练度。
- 系统化,而不是Excel堆砌:Excel可以解决一时,但长期靠人脑,迟早出错。工厂一旦规模上去,就必须引入ERP/MES,才能把MPS、MRP、CRP串起来。
总之,
所以,别再把生产计划、MPS、MRP、CRP混为一谈了。
- 生产计划是大框架。
- MPS管成品。
- MRP算物料。
- CRP算产能。
它们是一条逻辑链,而不是互相替代的概念。
真正把这四个工具用起来,工厂的计划才不是纸上谈兵,而是能落地、能支撑业务的“作战图”。

















 2834
2834

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









