



前情提要:基于51单片机的温控
手工焊接方法
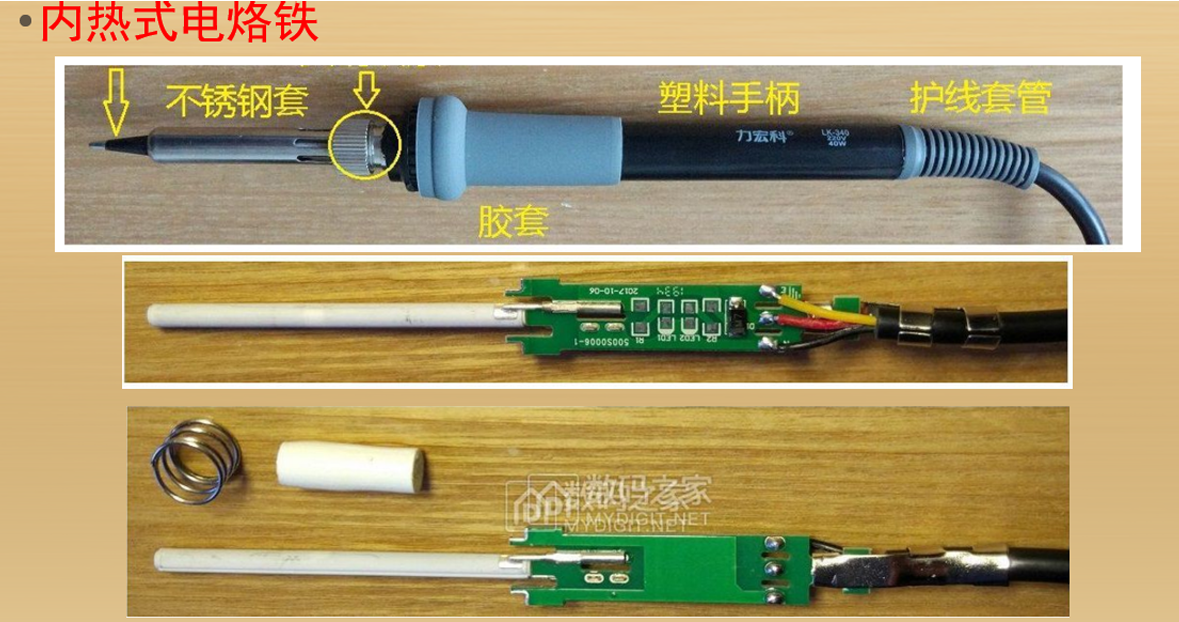
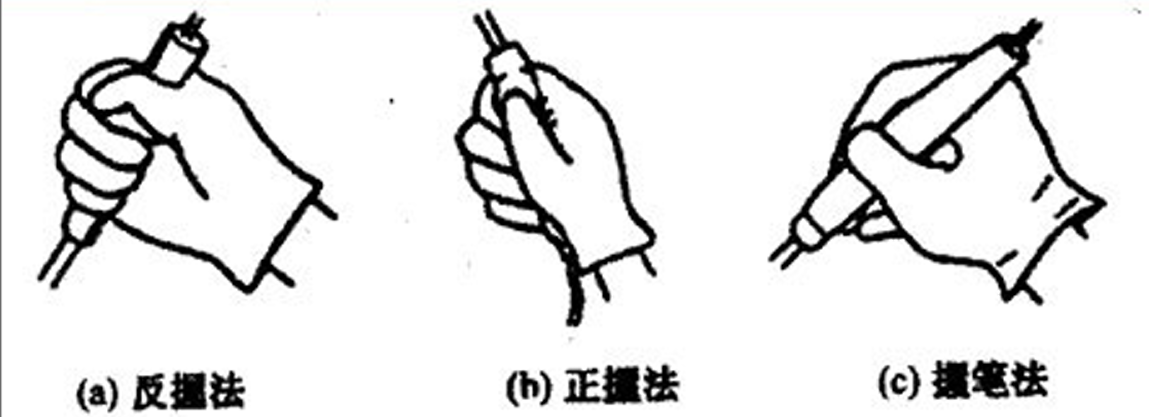
电烙铁的使用
使用的是恒温焊台。温度可以控制在一定的范围呢。有
一个旋钮来控制温度。橙色或者白色刻度为华氏度,蓝色或
者棕色的刻度是摄氏度。在焊接的时候,温度一般调至370
度左右。
由下图可知,内部加热部分是陶瓷管。陶瓷硬度高且
脆,所以千万不要敲击电烙铁。如果要清洗电烙铁头子,可
以使用海绵(一定要加水润湿不是浸泡。千万不要干烧,有
一股很奇怪的味道)来清洗。
在整个使用的过程中,一定要注意保护好自己。当长时
间不适用或者下课了之后一定要及时断电。
焊锡的使用
锡是一种质地柔软(可以直接用手扯断)并且昂贵的金属。
助焊剂
助焊剂(焊剂)是用来增加润湿,去除被焊金属表面间氧化层及杂质的混和物,它帮助和加速焊接的进程。助焊剂的作用归纳起来有两个方面:
1 .化学作用,主要表现在达到焊接温度之前,能充分地使金属表面的氧化物还原或置换,形成新的金属盐类化合物。
2 .物理作用,一方面是改善焊接时的热传导作用,促使热量从热源向焊接区扩散传送;另一方面是施加焊剂能减小熔融焊料的表面张力,提高焊料的流动性。
助焊剂的分类:
- 无机助焊剂
- 有机助焊剂
- 树脂助焊剂(常见的,便宜)
松香是将松树和杉树等针叶树的树脂进行水蒸气蒸馏,去掉松节油后剩下的不挥发物质就是松香。应该注意:松香反复加热后会炭化(发黑)而失效,因此发黑的松香不起作用。在焊接的实际会有烟雾。但是现在的焊锡中一般包含助焊剂。
焊接的步骤
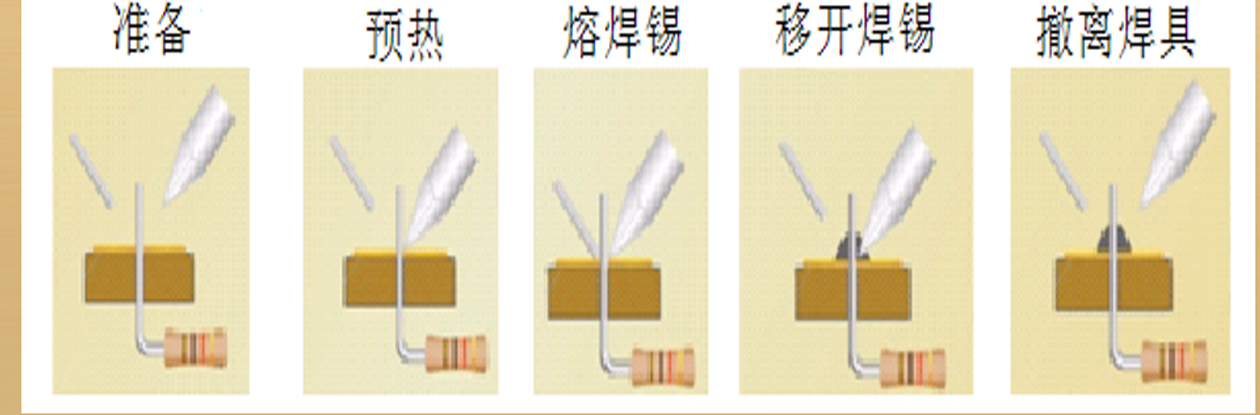
首先一定要清楚焊接时把器件通过锡来固定到焊盘上。所以锡必须融化到焊盘与引脚之间。所以总结为如下几步:
1 先预热。先动电烙铁,加热焊盘与引脚。
2 再送锡。锡不宜过多或者过少。
3 融化。一定要等待锡彻底的融化后再撤离电烙铁。
4 撤离。
焊接完之后,焊接的表面应该是光滑没有毛刺的,并且呈现圆锥形。
焊接最小单片机系统
焊接51单片机的最小系统。电源供电如下:
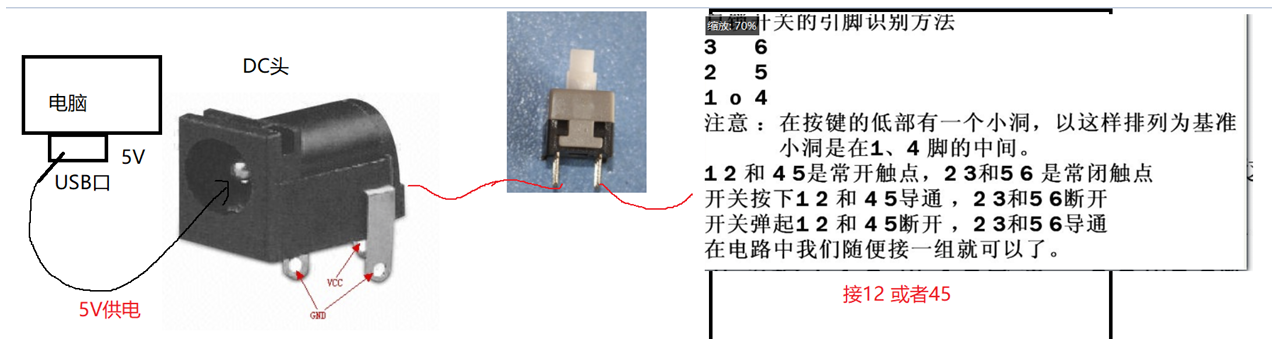
参考排版如下:
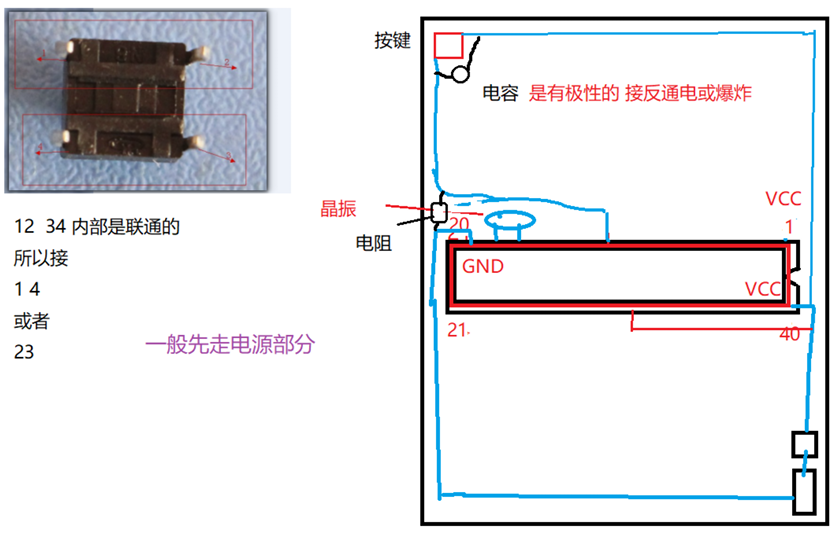
上图左为按钮,作为复位开关。右为大致排版示意图,右下角为电源。
测试
测试最小单片机系统是否能够正常的工作。所以测试是否能够正常运行代码。但是并没有什么显示器件什么的。所以我们写了以下代码来进行测试。
#include <reg52.h>
void main()
{
P1 = 0xF0;
P2 = 0XF0;
P3 = 0XF0;
}
以上代码只是把一组IO口的8个IO口,P0-P3拉低,P4P7拉高。然后我们用万用表来测试对应的IO口的电平即可。由于P0无法输出高电平,无法测试。
若是发现单片机无法工作,可以按照如下步骤检查
1 测试VCC(40)和GND(20)有没有5V。
2 测试RST(9)是否是低电平。如果是高电平,就会不停的复位。
3 测试EA(31)是否是高电平。
4 检查晶振电路,晶振两个引脚(18和19)测试是否有2.0上下的电压。
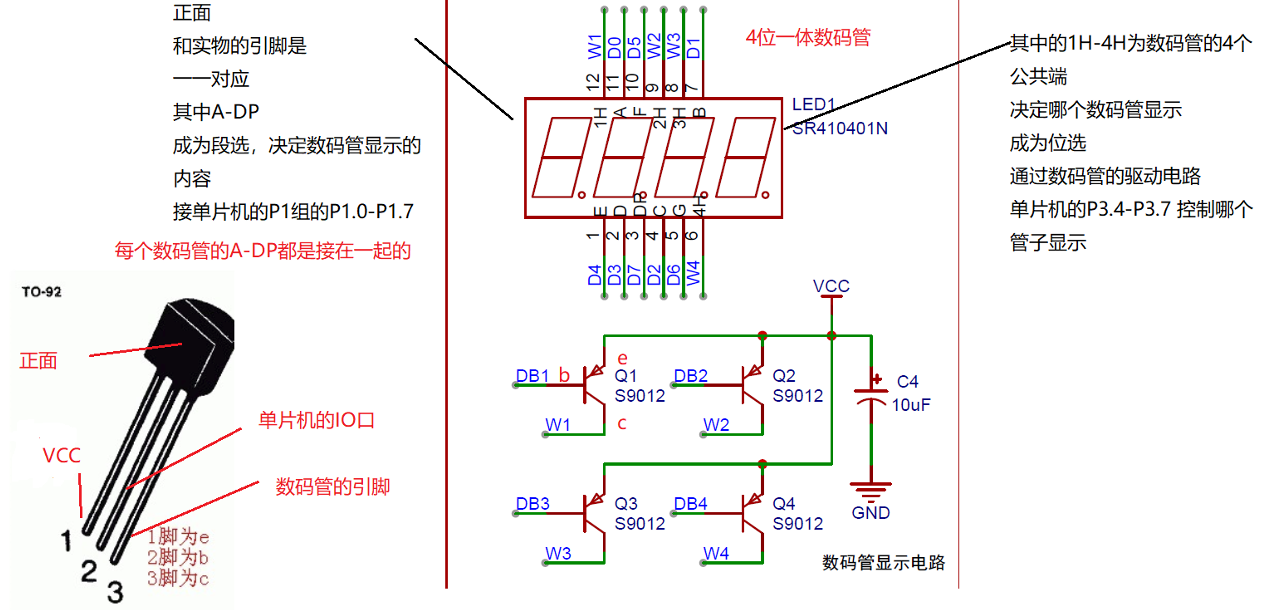
焊接数码管
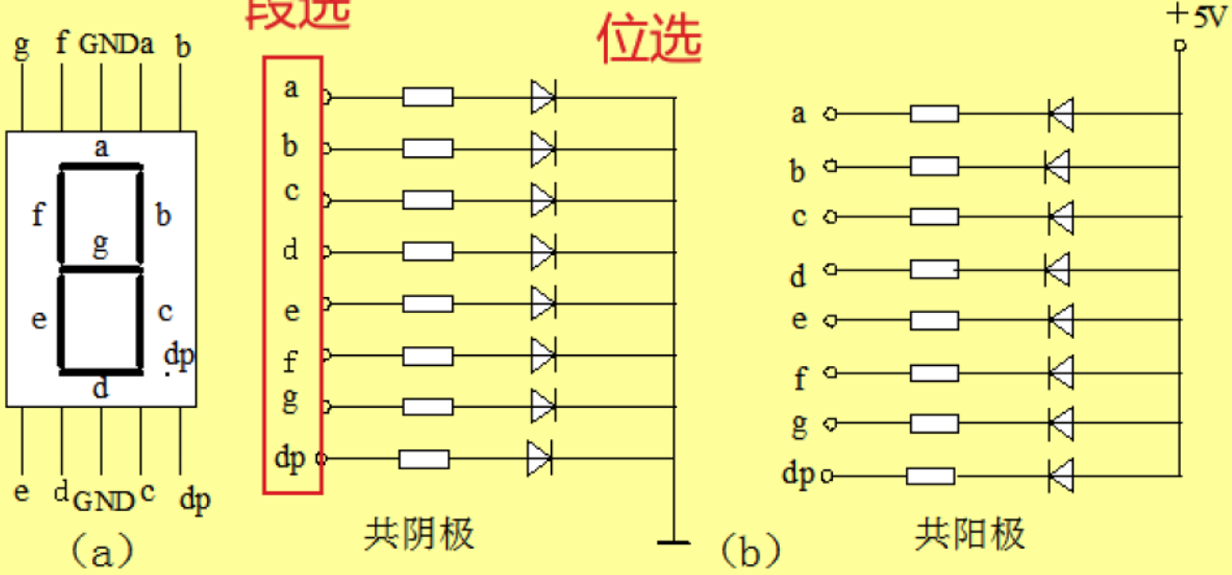
一个数码管由8个LED灯组成,分别为a-DP。所有的LED灯有一端接在一起的。本工程所选器件为四位一体的数码管。


















 981
981

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









