




实际工厂故障诊断遇到的问题
1.1 智能化程度不高
现在实际应用于工业现场的故障诊断技术,大部分是由相关专家对振动信号(振动速度,振动加速度)进行频谱分析得到的,主要是看故障频率及其倍频的明显程度(即突出程度:它是个相对的概念,突出是相对于周围频带而言的,可以简单的理解为故障频率及其倍频比较鹤立鸡群。突出程度有专家根据经验和对比健康状态下的频谱得来的,通常是根据经验得来的。),当某一故障频率及其倍频比较突出时,将故障频率除于转速,就得到了故障特征频率,把得到的故障特征频率值和机器参数决定的故障特性频率相对比,看看那两个值比较接近,即可判断是哪里发生了故障(在实际应用中故障特征频率的值不是“=”有机器参数决定机器的故障特征值,大部分是“≈”的情况,这是由于安装、转速波动等原因决定的。)。
这里有个问题是:智能化程度不高,过分依赖专家的经验。但是如何解决该问题呢?
明确目标:解决智能化程度不高的问题。确定专家诊断过程,明确可以实现智能化的步骤
第一步:判断机械故障。
在对故障诊断前,首先要是机械出现故障。对于第一步可以通过一些时域频域统计特征(最好是无量纲的),通过特征的突变来判断开始故障的点。
这一步可以做的内容很多:1.对不同故障使用不同的特征,2.特征是否可以尽早的反应故障发生的点,3.特征是否可以反应故障由发生到缓慢恶化,到快速恶化的趋势。
第二步:对故障数据进行分类,寻找更有利于分类的故障数据
以轧机为例:轧机在运行中通常有空载状态,带载状态,钢材咬入状态,钢材释放状态,抛钢状态(异常状态)等。不同状态下的数据对于故障诊断的难易影响是不一样的,在故障诊断中,专家更偏向于分析机械状态稳定时的故障数据(空载状态故障数据,带载状态故障数据,但是这并不代表其他的数据没有用处,只是说在故障类别诊断中这两类数据具有很高的分析价值。这里有个问题这两类数据哪个更好分析?)。
这一步可以做的内容很多:1.明确各个状态下故障数据的特点,2.寻找能表明故障数据特点的特征(例如钢材咬入阶段的数据通常有:振动加速度信号的赋值在咬入点会发生由小到大的突变,是否可以用特征检测改点或该特征),3.对所有的故障数据进行区分,整理出空载状态故障数据文件、带载状态故障数据、钢材释放状态故障数据、钢材咬入状态故障数据等。4.提取出空载状态故障数据和带载状态故障数据用于故障诊断。
第三步:对故障数据进行分析(提取故障频率及其倍频出的突出程度)
故障诊断专家再拿到故障数据时,通常要对原始的振动加速度信号进行频谱变换,将时域信号转化为频域信号,并观察频谱在某一频率及其倍频上的突出程度,将突出的故障频率提取出来并除以转速得到故障特征频率,将得到的故障特征频率和由机械参数计算得来的进行对比并确认故障类型。
这一步可以做的内容很多:1.寻找能反应故障频率及其倍频处突出程度的特征值,2.寻找能反应空载/带载状态故障数据好坏的特征(在一堆空载状态故障数据中,肯定有更好判断的故障数据,如何定位这类数据,是快速诊断的前提。)。
==根据以上的内容,我提出也做出来自动化故障诊断程序:==该程序包含两步,第一步将故障数据进行划分,划分出来:空载状态故障数据、带载状态故障数据、钢材咬入状态故障数据、钢材释放状态故障数据等。第二步对一堆空载状态故障数据进行明显程度特征显示,显示更能明显表现故障的数据,并对明显的故障数据进行故障特征频率及其倍频突出程度进行提取和进行故障判断。
补充:故障预警
定义:通过实时监测设备状态参数,预测潜在故障风险并提前报警
核心问题:设备未来会不会出故障?
以振动信号为例:
由于冶金行业通常一家工厂可以生产不同的钢铁产品,如:棒材,线材,板材等,生产同一产品时,工序通常包含粗轧机组轧机,中轧机组轧机,精轧机组轧机。一台轧机包含不同的模块,如:电机,减速机,联轴器,轧辊等,不同的模块需要若干个传感器去对其进行预警检测,如减速机通常有多个轴,轴两端有轴承(起支撑作用),轴的中间会套有齿轮(传动作用)。为了节省计算资源,通常会先对轧机进行预警。
在轧机故障预警中,通常基于故障特性选取时域或频域统计参数作为预警指标。时域指标适用于捕捉振幅、趋势等时变特征,而频域指标则能有效识别振动、冲击等频带特征,需根据具体故障模式针对性选用。
故障特征(仅供参考):
| 故障部件 | 能量特征 | 冲击特征 |
|---|---|---|
| 轴承 | 高频能量先缓慢变大,后迅速增大 | 先迅速增大,后缓慢增大 |
| 轴 | 低频能量迅速增大 | 缓慢减小 |
| 齿轮 | 中频能量迅速增大 | 迅速增大 |
最大的问题:实时预测潜在故障风险并提前报警
- 功能:当轴承、轴和齿轮发生故障时,温度和振动信号均会发生变化。然而,不同故障类型呈现的振动特征存在显著差异,且这些信号易受载荷和转速等工况条件干扰。因此,需要研究如何提取或构造具有工况鲁棒性的特征参数,既能有效抑制载荷和转速的干扰,又能准确区分轴承、轴和齿轮的故障模式。在此基础上,需针对不同特征量设置分级阈值,实现故障发展的四阶段诊断:正常状态、预警状态、危险状态和紧急停机状态。
- 难点:
- 有效抑制载荷和转速的干扰。
- 初步区分轴承、轴和齿轮的故障模式。
- 实现故障发展的四阶段诊断:正常状态、预警状态、危险状态和紧急停机状态。
- 未来预期:未来故障预警系统将逐步淘汰传统固定阈值方法,转而采用基于工况参数(如载荷、转速)实时优化的自适应动态阈值技术。这种智能阈值系统能够通过算法持续优化维护策略,实现更精准的预警机制。采用动态置信度阈值设定方法,成功实现了设备状态的四级智能预警(正常、警告、危险、停机),显著提升了故障预警的准确性和及时性。
补充:故障诊断
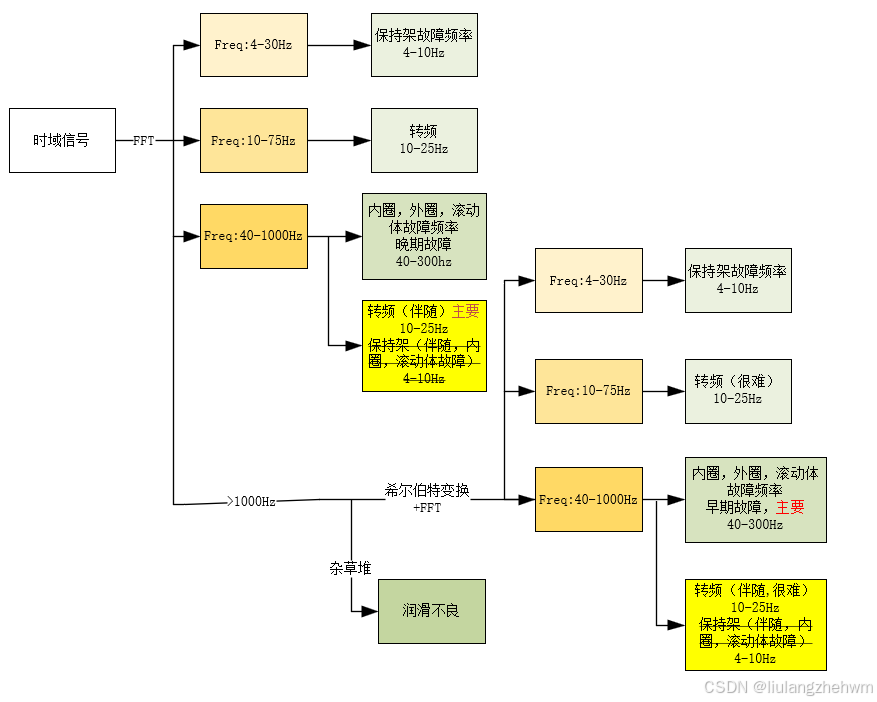
这种方法的核心思想是:不同的机械设备故障会激发特定频率的振动。通过使用传感器(如加速度计)采集设备的振动信号,并将其从时域转换到频域(使用傅里叶变换FFT),分析在哪些特征频率上出现了异常高的能量(振幅),从而判断故障的类型。
| 故障部件 | 频率范围 |
|---|---|
| 轴承保持架故障频率 | (0.381~0.4)f(0. 381 ~ 0. 4)f(0.381~0.4)f |
| 轴旋转频率 | fff |
| 轴承滚动体故障频率(z>10,只冲击单侧滚道)(z > 10,只冲击单侧滚道)(z>10,只冲击单侧滚道) | 0.18×z×f0. 18 × z × f0.18×z×f |
| 轴承滚动体故障频率(z<10,只冲击单侧滚道)(z < 10,只冲击单侧滚道)(z<10,只冲击单侧滚道) | 0.23×z×f0. 23 × z × f0.23×z×f |
| 轴承滚动体故障频率(z>10,冲击双侧滚道)(z > 10,冲击双侧滚道)(z>10,冲击双侧滚道) | 0.36×z×f0. 36 × z × f0.36×z×f |
| 轴承滚动体故障频率(z<10,冲击双侧滚道)(z < 10,冲击双侧滚道)(z<10,冲击双侧滚道) | 0.46×z×f0. 46 × z × f0.46×z×f |
| 轴承外圈故障频率 | 0.4×z×f0. 4 × z × f0.4×z×f |
| 轴承内圈故障频率 | 0.6×z×f0. 6 × z × f0.6×z×f |
| 齿轮啮合频率 | (20~40)f(20~40)f(20~40)f |
zzz是轴承中滚动体的个数,fff是轴的旋转频率。
| 故障部件 | 频率范围 | 所在频带 | 分析方法 |
|---|---|---|---|
| 轴承保持架故障 | (0.381~0.4)f(0. 381 ~ 0. 4)f(0.381~0.4)f | 低频带(0~10Hz) | 频谱,包络谱(0~10Hz) |
| 轴故障 | fff | (5~20Hz) | 频谱,包络谱(0~10Hz) |
| 轴承其他故障早期 | (3−15)f(3-15)f(3−15)f | 高频带(>1000Hz),以边带的形式出现 | 带通滤波,包络谱(0~1000Hz) |
| 轴承其他故障后期 | (3−15)f(3-15)f(3−15)f | 中频带(10~1000Hz) | 频谱,包络谱(0~1000Hz) |
| 齿轮故障 | (20−40)f(20-40)f(20−40)f | 中频带(10~1000Hz) | 频谱,包络谱(0~1000Hz) |
轴承故障诊断流程图(其他故障以此类推)
值得注意的是:
-
故障频率分析方法是目前在工业领域应用最广的,但是要求转速稳定,对于转速不稳定的分析也可以分析,参考我的其他的文章。
-
故障频率理论上是一个值,但是在实际应用上它可能在一定范围内变化,但是如何定位故障频率及其倍频,并描述其突出程度,频谱的干净程度,我在我接下来的博客上会说出。
-
在实际应用频率分析去确定故障类型时,各种各样问题就会出现。例如:正常情况下故障频率会被各种各样的干扰或润滑不良掩盖,这也在我接下来的文章进行分析。
-
对于故障的诊断,如果要运用于实际工业现场时,我们要花费精力去了解研究对象是什么,数据是什么样的,对象有什么特征等(这一定要花很长的时间,在这间事情上不要轻易放过自己)。一定要花精力去了解研究对象,不了解对象的情况下就进行分析是非常不负责任的。
-
对于使用机器学习或深度学习或使用大模型进行辅助诊断等等,我觉得都是可行的,但是我们不能太随意,对于“随意”我是这样理解的:
- 故障频率具有明显的周期性,周期值是随转速改变的,我们不能直接将数据进行简单的处理就扔入到模型中,如果不考虑随转速变化的周期性,训练的模型不具有使用的意义。
- 故障类型多样性,故障不仅有轴承故障也有轴故障也有齿轮故障,如果不进行一定的结构设计对故障进行一级,二级,三级故障进行分别处理,直接进行三级故障诊断的模型也毫无意义。
1.2 数据量不足
我将故障诊断智能化实现分两步,第一步如上,第二步如下。前面的程序只能实现初步代替专家,但是如果要实现智能故障诊断还需要充足的故障数据。数据不足是智能故障诊断最大的障碍,也是需要提完投入的人力物力的领域。以轧机为例:在轧机健康管理中,高质量的数据收集是确保预警准确性和可靠性的基础,其重要性不言而喻。
关键实践建议:
-
全面性:覆盖多工况(如不同负载、空载、咬钢等)、多传感器(振动、温度等)。
-
实时性:确保数据采集频率与故障特征匹配(如高频振动需kHz级采样)。
-
质量控制:剔除异常值、标注故障事件,构建高质量数据集。
-
时间序列完整性:覆盖设备从正常状态到失效的全生命周期(或至少包含明显的退化阶段)。
-
标注数据:
-
明确失效时间点(用于监督学习)——用于故障预警和故障检测。
-
退化阶段划分(如正常、轻微退化、严重退化、临近失效)——用于寿命预测。
-
故障模式标注(如轴承磨损、齿轮裂纹,不同故障的退化曲线不同)——用于原因追溯。
-
故障类型标注(内圈,外圈等)——用于故障诊断。
-
-
数据一致性:相同工况下的可比数据(如相同负载、相同运行环境)。
收集数据形成完整的数据集,有利于后续的工作。拥有了数据集,可以通过如下的方式提升公司的竞争力:
- 本公司的研究人员,研究数据。
- 和相关专业的研究性机构合作(学校,研究院等)。
- 通过公开数据集,利用全球学者提供有效的解决方案。
遇到的问题:
| 问题类型 | 解决方向 | 问题表现 |
|---|---|---|
| 数据质量差 | 抗干扰硬件 + 智能滤波 | 噪声干扰、数据缺失、异常值 |
| 数据量不足 | 数据增强 + 迁移学习 | 设备失效数据少、不同工况覆盖不全 |
| 工况变化影响 | 工况标注 + 自适应处理 | 不同负载/速度下数、环境因素 |
| 实时性挑战 | 分层采集 + 边缘计算 | 高频率采样 vs. 有限带宽传输、边缘设备算力不足 |
最大的问题:标准化数据处理程序。
- 功能:该处理程序可以检测传感器异常,剔除异常数据,有效地提取各个状态下的数据(空载,带载,咬钢等),对故障进行有效预警,对故障进行准确地检测,对故障位置进行有效判断,对故障类别进行诊断。
- 难点:
- 在该过程中要明确公司相关专家要做什么,提供什么资料。
- 要明确标准化数据处理程序做什么,输出什么结果,如:数据结构报告,数据诊断报告等。
- 长时间积累,数据收集的过程是漫长的,完整有效的数据可能需要数十年的不断采集。
- 未来预期:实现从:“预防”(预警、寿命预测)→"处置"(检测、定位、诊断)→"改进"(追溯)的全自动化轧机健康管理程序。
1.3 其他问题
1.3.1 寿命预测
对于寿命预测这部分的研究和应用,我觉得是可以分两步(甚至可以分更多步的)。第一步是将寿命预测与多阶段频谱特征联系起来,根据频谱判断寿命阶段,这一步骤将整个寿命分为四个阶段或者九个阶段,本文将以轴承的寿命四阶段划分做例子进行分析。第二步是运用收集的数据对寿命曲线进行拟合,形成寿命预测模型,这里寿命预测模型中可以分为三个阶段(甚至更多,这里不做过多的讨论),第一阶段是健康阶段,第二阶段是缓慢退化阶段(缓慢恶化阶段),第三阶段快速退化阶段,但是这里有个很大的阻碍,数据集的问题,工况变化(每个厂子不止生产一类产品、不止生产同一型号、轧机也在不同的状态之间进行频繁切换等)的的问题,这就造成了这部分很难推进。
1.3.2 原因追溯
轧机故障原因追溯的意义主要体现在以下几个方面,涵盖生产安全、经济效益、技术优化和管理提升等多个维度:
保障生产安全
- 预防事故复发:通过追溯故障根源(如机械部件磨损、电气系统失灵或操作失误),可针对性修复并避免同类故障再次发生,降低设备突发停机或安全事故风险。
- 保护人员安全:某些故障(如轧辊断裂或液压系统泄漏)可能威胁操作人员安全,追溯原因可消除隐患。
提升设备可靠性与寿命
- 精准维修:避免“头痛医头”的盲目维修,减少无效维护成本。例如,若发现轴承频繁损坏是因润滑不良,可优化润滑系统而非仅更换轴承。
- 延长设备寿命:通过分析疲劳、腐蚀等长期因素,调整维护周期或操作参数,延缓设备劣化。
降低经济损失
- 减少停机损失:轧机停机每小时可能造成巨额产值损失,快速定位原因可缩短修复时间。
- 优化备件管理:明确故障高发部件(如轧辊、传动齿轮),合理储备备件,避免库存浪费或紧急采购成本。
改进工艺与质量控制
- 提升产品一致性:若故障导致板材厚度波动或表面缺陷,追溯原因可调整轧制力、温度等工艺参数,确保产品质量。
- 数据驱动决策:结合传感器数据(如振动、温度),建立故障预测模型,实现预防性维护。
推动技术与管理升级
- 设计优化:追溯可能暴露设备设计缺陷(如结构强度不足),为下一代轧机改进提供依据。
- 标准化操作:若故障源于人为误操作(如过载轧制),可完善SOP(标准作业程序)并加强培训。
- 供应链反馈:如故障由劣质原材料或备件引起,可追溯供应商责任并优化采购标准。
满足合规与知识积累
- 行业合规性:某些行业(如钢铁、汽车板生产)需记录故障原因以满足安全或环保法规。
- 经验沉淀:建立故障案例库,为后续维护团队提供参考,缩短未来故障诊断时间。
增强企业竞争力
- 客户信任:快速解决故障并减少质量波动,可提升客户对交付能力的信心。
- 成本优势:通过系统性原因追溯,企业可长期降低综合维护成本,提高利润率。
总结
轧机故障原因追溯不仅是事后补救手段,更是企业实现智能制造、精益生产的重要环节。通过深度分析故障,可形成“故障-改进-预防”的闭环管理,最终提升整体运营效能。
定义:追溯故障的完整因果链和系统性原因。
核心问题:如何避免类似故障再次发生?
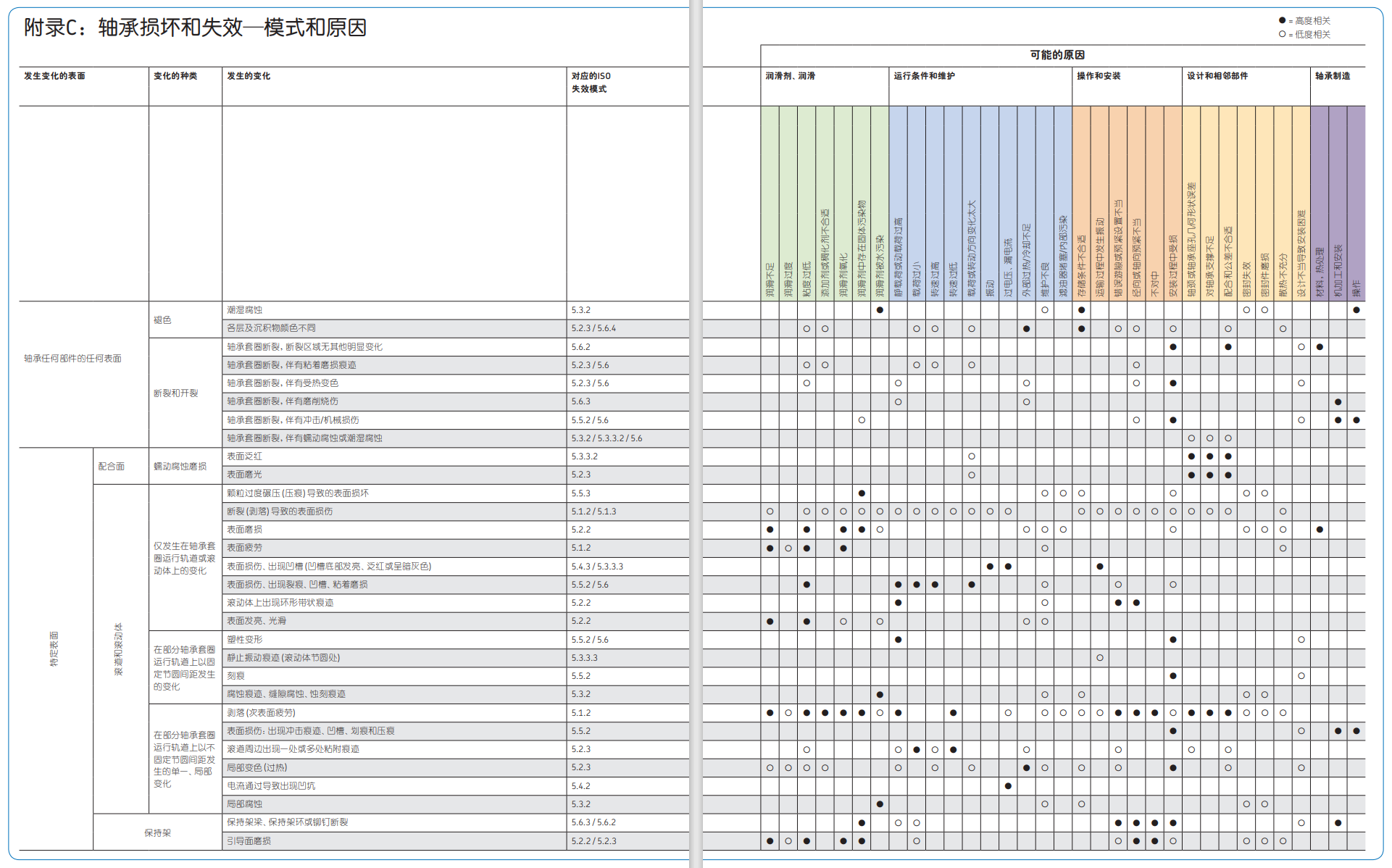
以图像为例:
预期目标:标准化原因追溯系统
功能:
- 手动输入损伤部件特征,如: 发生变化的表面,变化的种类,发生的变化 。用查表格的方法,给出故障发生的可能原因,生成故障诱因报告,由现场工作人员进行故障原因筛查,筛查出故障诱因后对工艺进行整改,防范故障的发生。
- 由维护人员拍摄损伤部件照片和损伤点的照片。由损伤部件的照片判断出故障发生的表面,由损伤点的照片判断出变化的种类和发生的变化,最后一步判断出故障发生的可能原因…
难点:
- 如何根据轧机的工艺特点,整理出发生变化的表面,变化的种类和发生的变化——可能的原因对应表。
- 轧机的工艺特点会造成有些原因诱发故障的可能性较大,所以是否可以针对工艺特点对故障的可能原因进行排序,最理想的情况是设计一个动态的对应表。
- 如何设计标准化的程序和模型的结构,使得最终判断出的发生变化的表面,变化的种类,发生的变化更加精确(两部结构:定位损伤,判断损伤),合理(概率)。
建议:
- 网络有很多的轴承损伤图片可以用于模型的训练和预测。
- 像SKF,NTN等大公司,都有相应的失效原因分析报告,里面有很多损伤轴承图片可以借鉴。
- 收集实际生产现场的轴承损伤部件照片——这很重要。
1.4 可以实现的目标
本文意在使用振动加速度传感器采集到的振动数据解决轧机运维中出现的问题,减少计划外停机时间,增加机器的使用寿命。
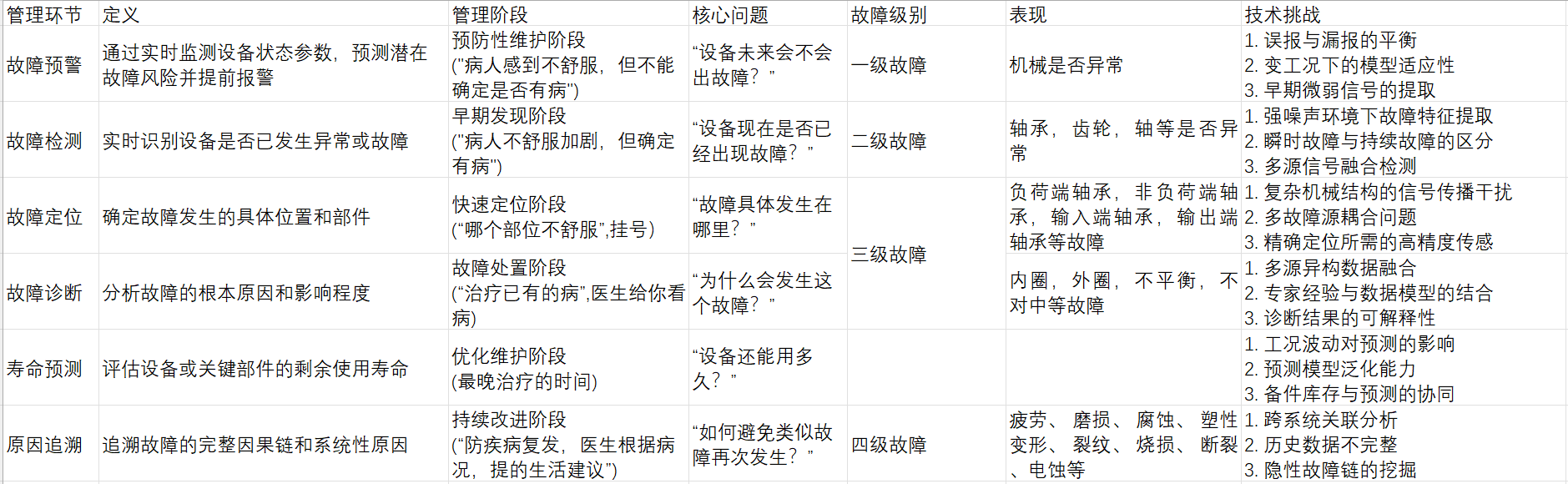
以下是轧机故障管理六个环节的对比表格,清晰展示各环节的定义、核心问题、技术挑战和管理阶段:
补充说明:
-
管理阶段演进:
- 从"预防"(预警、寿命预测)→"处置"(检测、定位、诊断)→"改进"(追溯)
- 形成PDCA(计划-执行-检查-改进)完整闭环
-
典型技术对应:
- 预警:LSTM时序预测、包络分析
- 检测:阈值规则、智能聚类
- 定位:频谱分析、贝叶斯网络
- 诊断:故障树分析、专家系统
- 追溯:知识图谱、数据挖掘
- 寿命预测:退化建模、神经网络
-
轧机应用特点:
- 需特别关注振动、温度、轧制力等多参数融合
- 重点防范轴承、轧辊、传动系统等关键部件故障
- 需考虑连续生产环境下的实时性要求
该表格系统性地展示了轧机故障管理的全流程技术体系,可作为设备健康管理的参考框架。
未来期许(大模型:用大模型训练新人,辅助专家)
人是要有梦想的,万一要实现了呢。
我希望未来能够训练一个大模型:
- 这个模型是故障诊断领域内的,回答的问题所用的都是故障诊断领域内的专业术语。
- 这个模型可以分析人们输入的振动信号,分析信号的能量特征,峭度特征(判断故障与否,初步判断故障类别)、提取故障特征频率及其倍频的突出程度和干净程度(判断故障类别)、根据振动信号判断故障原因,根据损伤点照片对原因进行追溯(原因追溯)、判断机械寿命(没想到可行方案)等。


















 1699
1699

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









