



PCBA波峰焊过炉治具(载具)是保证焊接质量、保护敏感元件和实现高效生产的关键工具。以下是其技术方案的详细说明:
1. 设计要点
# 1.1 材料选择
耐高温材料:常用玻纤增强环氧树脂(如FR4)、合成石(如PEEK、FR 5)或铝合金(需表面阳极氧化处理),需耐受260℃以上短时高温。
热变形系数:材料热膨胀系数需与PCB匹配,避免高温变形导致定位偏移。
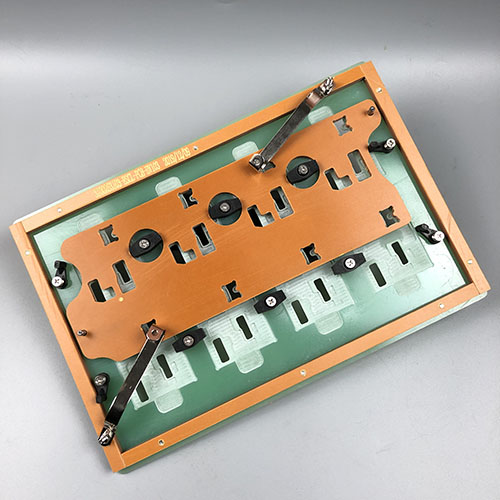
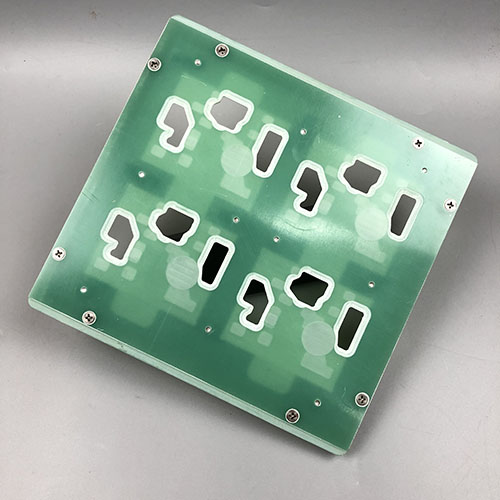
# 1.2 结构设计
开窗设计:暴露焊接区域(如通孔引脚、焊盘),非焊接区域(如贴片元件、金手指)需遮蔽。
定位系统:
销钉定位:采用不锈钢销钉与PCB定位孔配合,公差控制在±0.05mm。
边缘卡扣:弹性卡扣固定PCB边缘,避免振动位移。
分层设计:多层治具可兼容不同厚度PCB,或实现双面焊接保护。
# 1.3 热管理
隔热设计:治具底部增加隔热层(如陶瓷纤维),减少热传递至非焊接区。
散热孔:在高温敏感元件对应位置开散热孔,避免局部过热。
2. 关键功能实现
# 2.1 元件保护
屏蔽结构:针对BGA、连接器等设计凸台或盖板,防止焊锡侵入。
压扣/弹簧机构:压紧高元件(如电解电容),避免过炉时倾倒。
# 2.2 工艺优化
锡流引导:治具边缘设计导流槽,减少焊锡残留。
防浮高设计:通过治具压边或真空吸附固定PCB,防止受热翘曲。
# 2.3 兼容性
模块化设计:可更换定位模块,适配不同PCB尺寸或元件布局。
通用性:治具支持多款同系列PCBA,降低换线成本。
3. 制造与验证
# 3.1 加工工艺
CNC精密加工:确保开窗、定位孔等关键尺寸精度(±0.1mm)。
表面处理:防粘锡涂层(如特氟龙喷涂),延长治具寿命。
# 3.2 测试验证
热变形测试:模拟波峰焊温度曲线,测量治具形变量(需<0.2mm)。
实际过炉验证:检查焊点质量、元件保护效果及治具耐久性。
4. 维护与升级
定期清洁:清除残留锡渣和助焊剂,避免堵塞开窗。
寿命监控:记录使用次数,玻纤治具通常寿命为5000 10000次。
5. 特殊场景解决方案
高密度PCB:采用镂空设计减少阴影效应,确保焊锡渗透。
混装工艺(SMT+THT):治具需兼容回流焊与波峰焊,材料需双重耐温。
6. 成本优化建议
分体式设计:针对局部高成本区域(如PEEK屏蔽块)单独替换。
3D打印原型:快速验证设计后再投入金属/合成石加工。
通过以上技术方案,可确保治具在波峰焊过程中实现高良率、低损耗,并适应多样化生产需求。实际设计中需结合具体PCB布局、元件类型及产线参数进行优化。

















 631
631

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









