







影响浇口的设计因素有塑料种类、制品形状、大小、壁厚、尺寸精度、浇口顶出和去除方式等。
一、浇口位置的选择
浇口位置选择的适当与否,将直接关系到制品质量及注射过程是否能顺利进行。浇口位置的选择应遵循以下原则:
a、浇口的位置应尽量选择在分型面上,以便于模具加工及使用时浇口的清理;
b、浇口的位置距型腔各个部位的距离应尽量一致,并使其流程为最短;
c、浇口的位置应保证塑料流入型腔时,对着型腔中宽畅、厚壁部位,以便于塑料的流入;
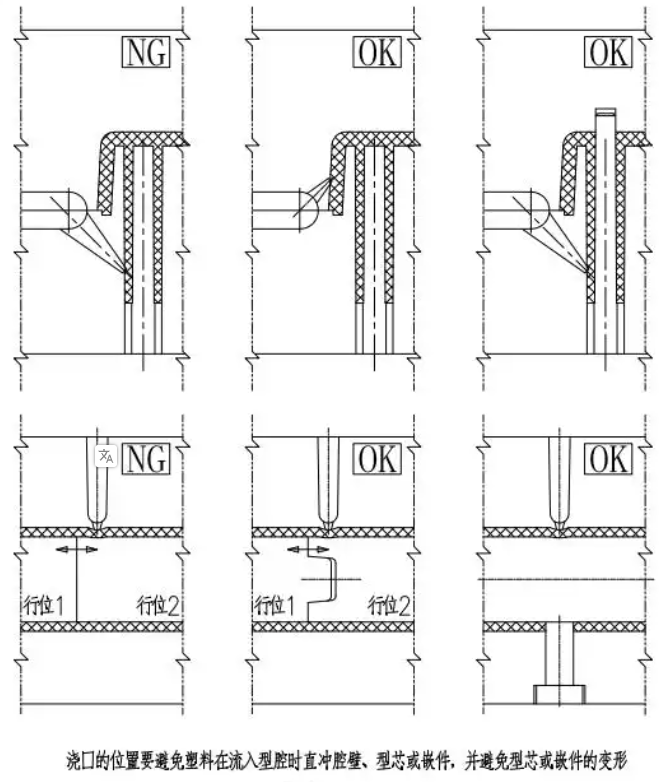
d、浇口的位置要避免塑料在流入型腔时直冲腔壁、型芯或嵌件,使塑料能尽快流入到型腔各部位。并避免型芯或嵌件的变形;
 e、浇口的位置应尽量避免制品产生熔接痕,或使其熔接痕产生在产品的不重要部位;
e、浇口的位置应尽量避免制品产生熔接痕,或使其熔接痕产生在产品的不重要部位;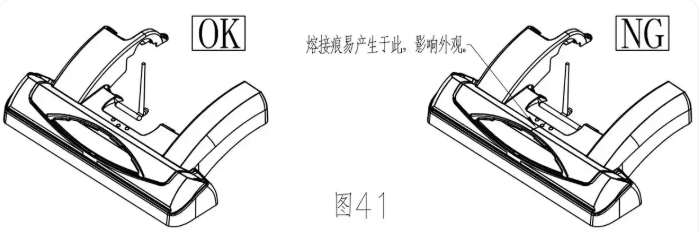 f、浇口的位置及塑料流入方向,应使塑料在流入型腔时,能沿着型腔平行方向均匀地流入。并有利于型腔内气体的排出;
f、浇口的位置及塑料流入方向,应使塑料在流入型腔时,能沿着型腔平行方向均匀地流入。并有利于型腔内气体的排出;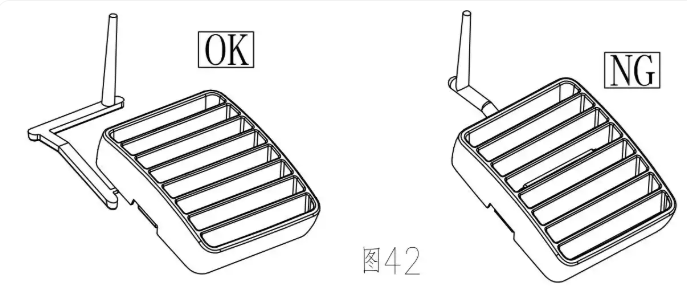
g、浇口的位置应设在制口上最容易清除的部位,同时尽可能地不影响产品外观;
h、浇口的位置应防止浇口处产生喷射而在充填过程中产生蛇形流。
二、浇口截面尺寸大小
一般情况下,浇口尺寸宜小不宜大。先设定尺寸小些。再在试模时根据型腔的充填情况再行修正,特别在一模多腔时,通过修正浇口尺寸可以达到各型腔同时均匀进胶。同时小浇口可以增加熔料速度。提高熔料温度而有利于填充,小浇口还有利于去除。
但对于那些璧厚很厚的产品,浇口太小时会使浇口处过早固化,从而补料不足而造成产品缺陷。所以具体的浇口尺寸要根据具体浇口形式来确定。
三、浇口形状
a、直接浇口
直接浇口是一种最简间的浇口,浇口尺寸的设计参考垂直式主流道的设计。主要优点是充填容易,压力损失小,充填速度快。缺点是容易在浇口处产生很大的应力,使产品容易变形,同时浇口尺寸大。去除不方便。影响产品外观。直接浇口主要用于大而深的桶形制品。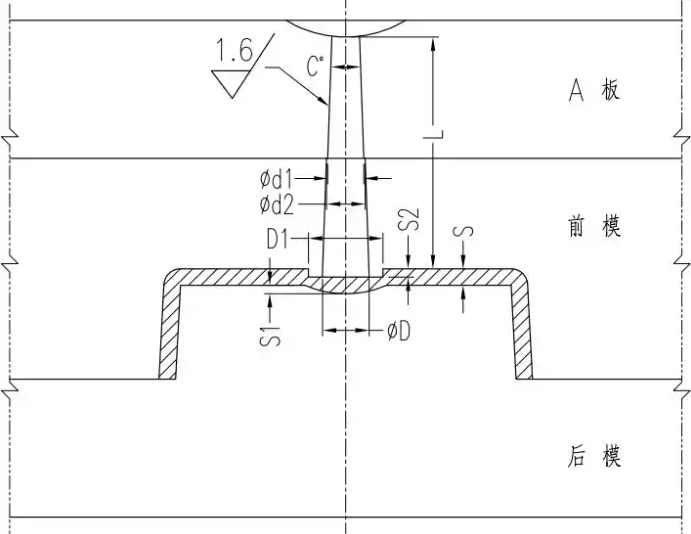
直接大水口进胶适用于一模一穴,根据客户确定而浇口不影响产品外观。
D值取8~12之间,对于平薄形塑件和容易变形的塑件D值最大取2S。
产品浇口背面一般要加做波仔,D1=Dx2,S1=S/2,S2=S/2~2(或直接取0.5~2)。
S为产品平均胶厚,d2>d1+0.5
b、侧浇口
侧浇口又称普通浇口,主要特点∶形状比较简单、加工方便,浇口的修正容易,适用于各种形状的制品,但PC料或透明件不宜采用,另细而长的桶形制品也不宜采用。侧浇口形状如图45所示。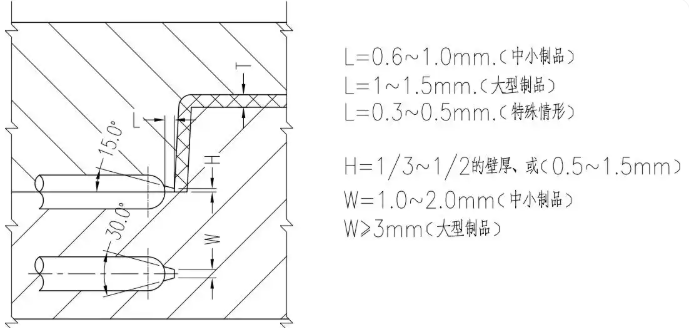
c、搭接式侧浇口
主要特点∶制品外部不留浇口痕迹,同时此种浇口可以避免蛇形流的产生。需用斜嘴钳或专用工具来去除浇口。且PVC、PU塑料不宜采用此类浇口。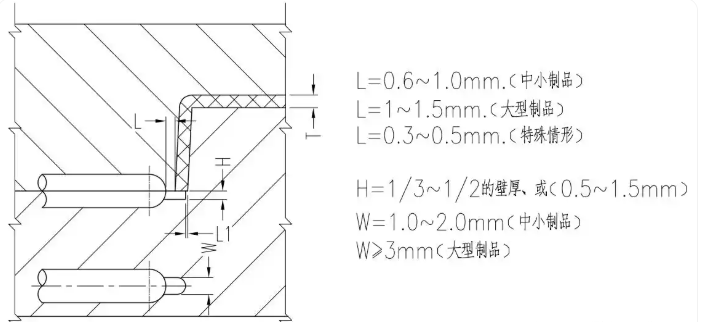
d、扇形浇口
扇形浇口又称鱼尾状浇口,是从分流道逐渐向型腔成扇形展开的浇口形式。注射时可降低制品的内应力主要适用于平板形制品及浅的壳形或盒形制品。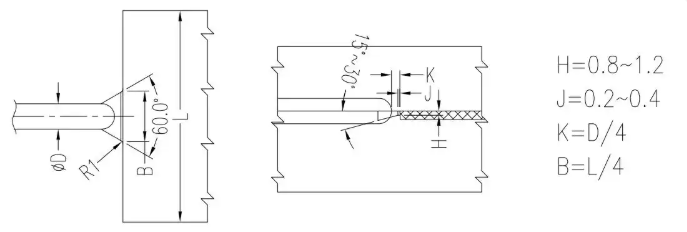
e、薄片浇口
薄形浇口主要适用于大形的平板产品,使产品不易产生变形、流痕、气泡等现象。其缺点是浇口不易剪除。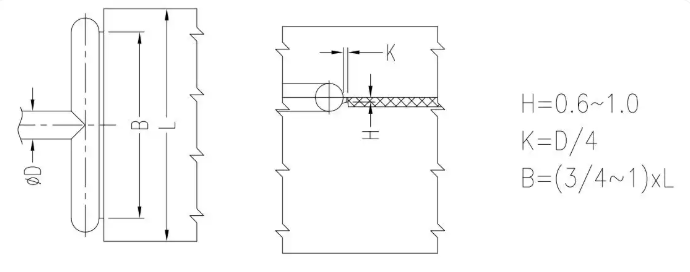
f、护耳浇口
护耳浇口又称调整片浇口。主要用于高透明度平板形制品,以及要求变形很小的制品。护耳浇口的作用是使熔融塑料从浇口进入护耳时,由于摩擦热而改善其流动性,同时降低流速并改变流向。使塑料平稳流入。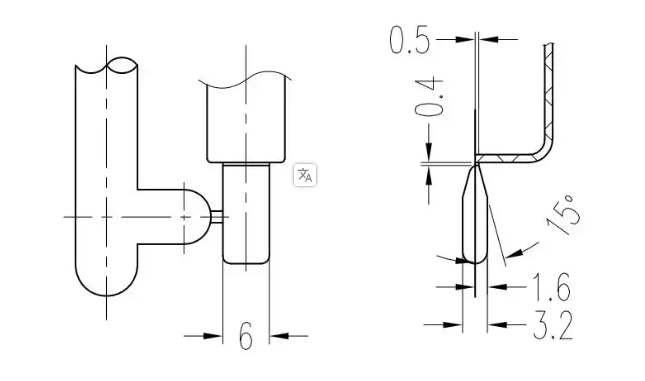
g、爪形浇口
一般用于中间有孔的制品,主要特点∶一模一腔时浇口与主流道相连,一模多腔时浇口与垂直分流道相连。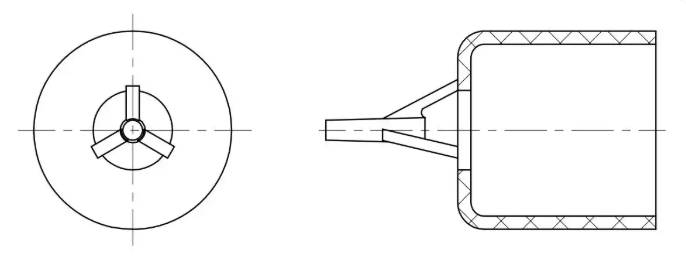
h、环形浇口
主要用于较长的管形制品,型芯两端均可定位,制品壁厚均匀。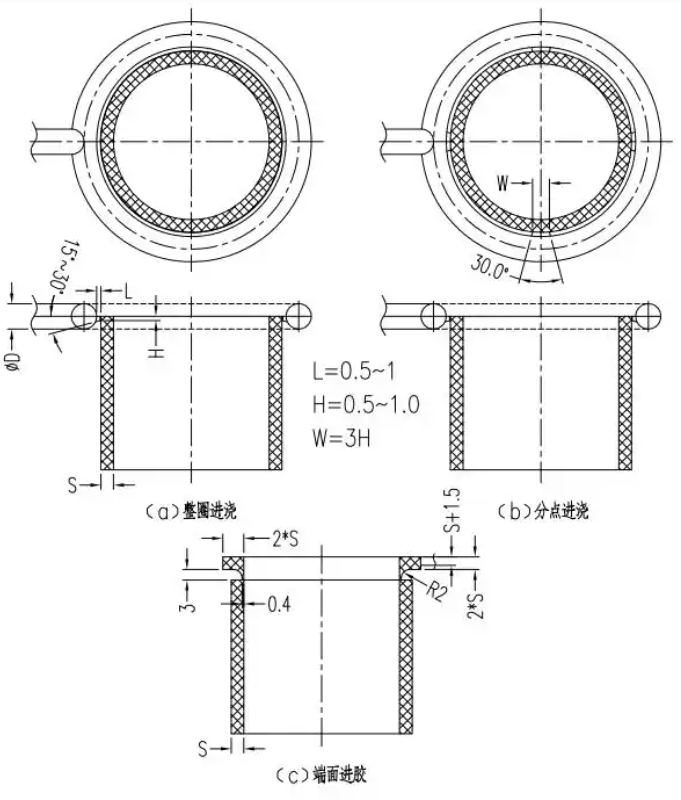
i、盘形浇口
盘形浇口又称圆片浇口,具有进料均匀,无熔接痕产生、排气良好。但流道的去除时采用切削加工,因而增加制品的成本。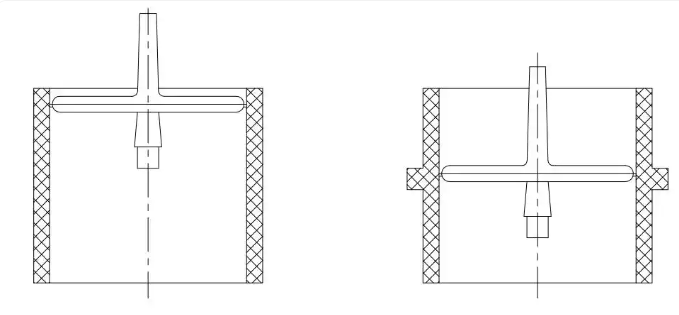
j、潜浇口
潜浇口几乎适用于所有的塑料,在实际当中越来越多的采用潜浇口,主要是因为,设置比较灵活,可以在制品的内外表面开设。浇口可自行脱落且留下的痕迹很小,适合自动化生产。
根据潜浇口所处的位置可分为∶潜上模(产品上)、潜下模(产品上)、潜顶针3种形式
①潜上模
潜上模(潜产品外壁) ,此类浇口一定要通过客户同意,否则不可随意使用,同时要注意浇口与上模胶位壁一定不要完全开通
②潜下模
潜下模(潜产品外壁或骨位)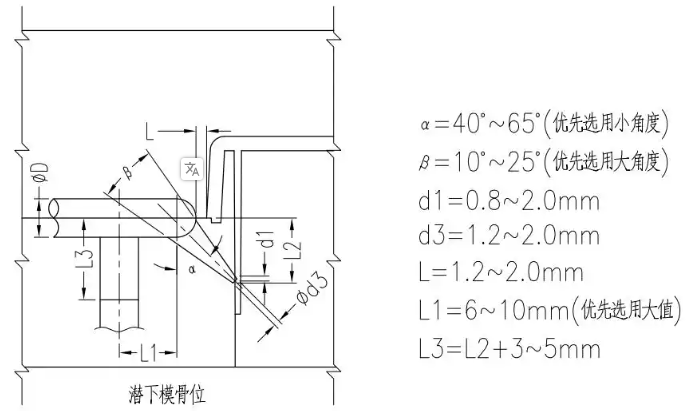 ③潜顶针
③潜顶针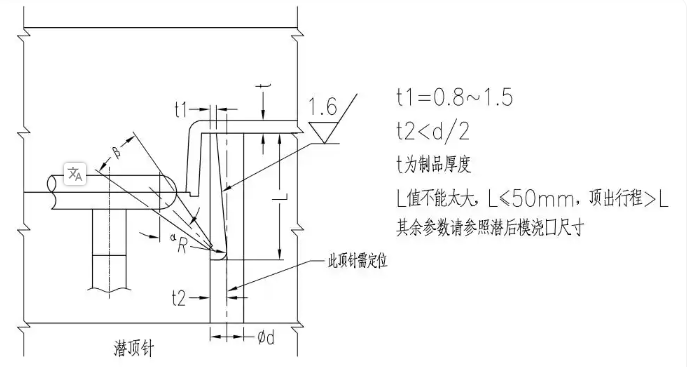
④潜行位
当产品是采用HALF行位时,浇口可潜在任一面行位上。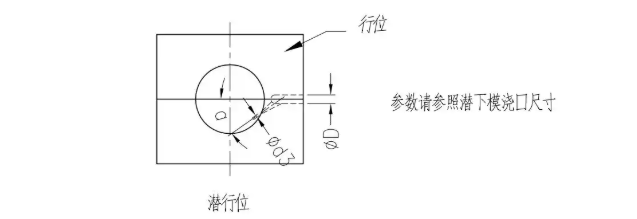
k、点浇口
点浇口几乎能应用于各种形式的制品,位置选择有较大的自由度,浇口附近的残余应力较小,浇口能自行拉断。进胶痕迹很小。尤其是适用于圆桶形、壳形及盒形制品。对于大型的平板制品通过设置多个浇口,可减小其变形。圆柱齿轮通常采用点浇口,在其端面上开设计三个点浇口,以保证注塑平衡。
但由于点浇口注射压力损失较大,多数都是采用细水口(三板模)结构。模具结构复杂,成型周期长。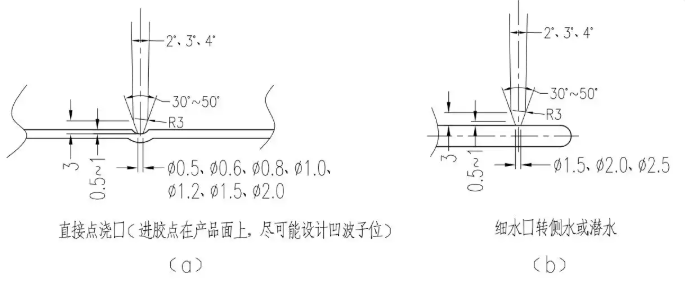
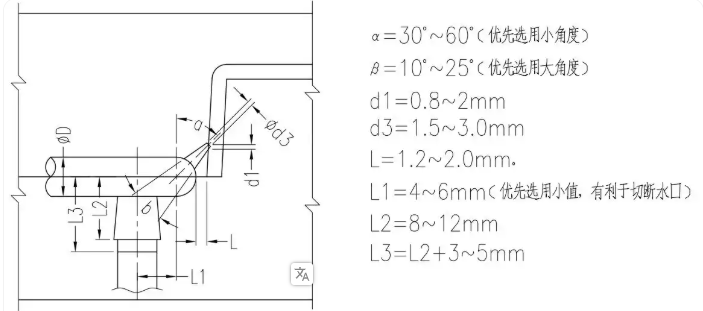
l、香蕉式浇口
香蕉式浇口又称圆弧形潜伏浇口,主要特点∶
①自动剪水口。
②入水点隐蔽。
③可在PL面的同一高度上入水。
香蕉入水常见不良现象︰
①水口顶不断或断口难看。
②入水点的外观面有冲纹。
③水口顶出反弹撞花产品。
④水口顶出不完全或顶出不平衡。
香蕉入水的结构及参数︰
a、小型塑件的香蕉入水的结构形式及参数∶
小型塑件(分流道直径d<8mm)的香蕉入水的结构如图58。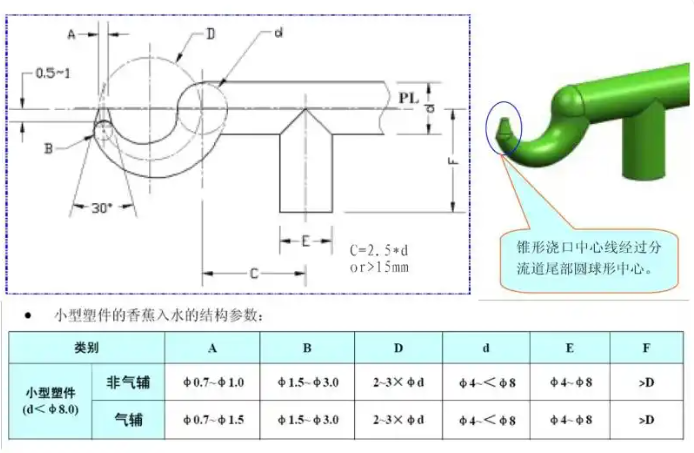 b、大中型塑件∈分流道直径d>8mm)的香蕉入水的结构形式及参数
b、大中型塑件∈分流道直径d>8mm)的香蕉入水的结构形式及参数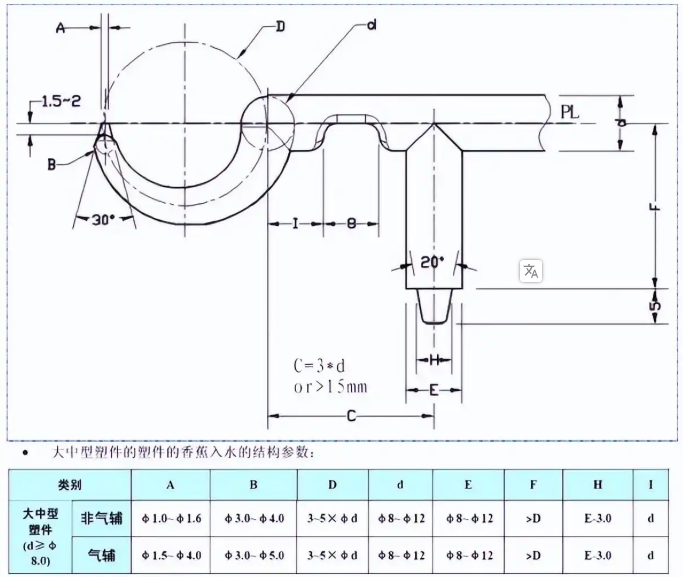
香蕉入水的结构设计注意事项:
①如有多个浇口则要平衡分布;如只有一个浇口则可增加一个辅助流道来平衡。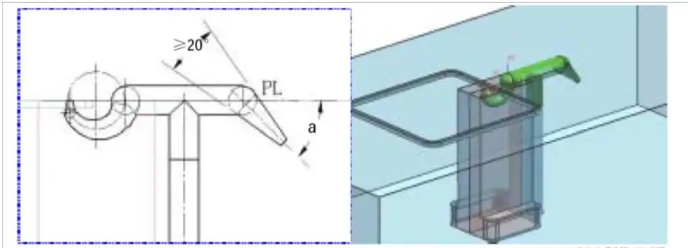
②顶出行程必须大于香蕉入水流道的C+D值,否则要调整香蕉入水的结构参数;
③大中型塑件香蕉入水的顶出部分需做"弹折”结构,且在水口勾针处做凸锥或凹锥结构。以使香蕉入水流道受力优良,顶出顺畅,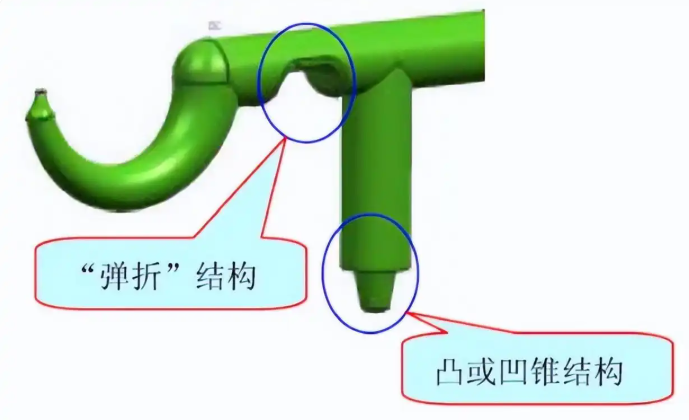
④如需进一步改良入水的断口及降低香蕉入水流道顶出时弹打产品的可能性,可在香蕉入水流道的水口勾针底下设置3一5mm的延时结构,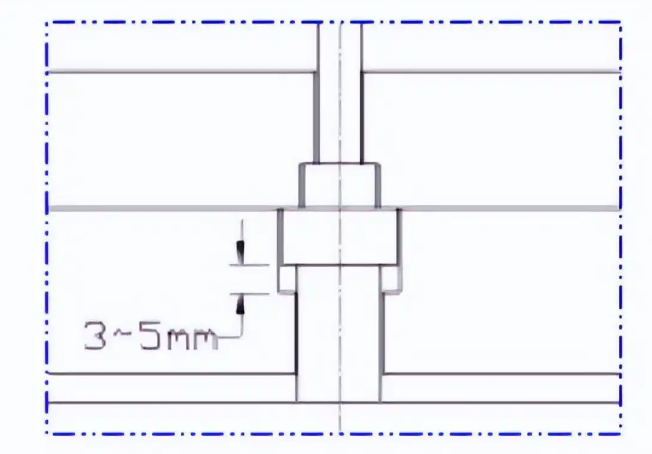
香蕉入水的水口镶件的结构型式:
香蕉入水的结构形状复杂,如采用整体结构则加工困难,而采用镶拼组合,可简化加工工艺便于维修。镶拼的结构型式见图63,其中(a)挂台连接。适用于小型模具;(b)底部螺丝连接;(c)顶部螺丝连接,适用于大中型模具;(d)整体结构式,如LKM、HASCO的标准香蕉式水口镶件。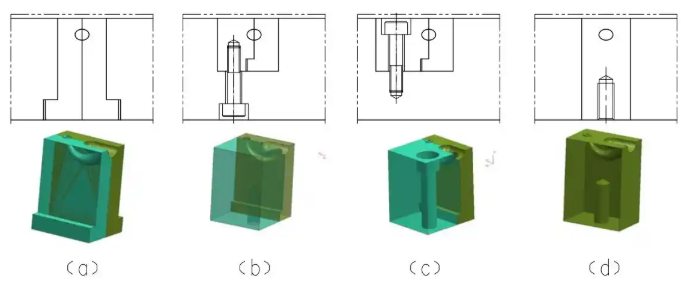
M、二次浇口
二次浇口主要是在分流道到浇口之间再设计一个较小的浇口,使塑料在流经第一个浇口时产生很高的剪切速率,降低其表观粘度,同时因摩擦生热提高的熔融塑料的温度,从而提高其流动性。
二次浇口的主要作用:
①塑料流经第一浇口时摩擦对塑料进行加温,同时又起到混炼作用,从而提高制品表面质量;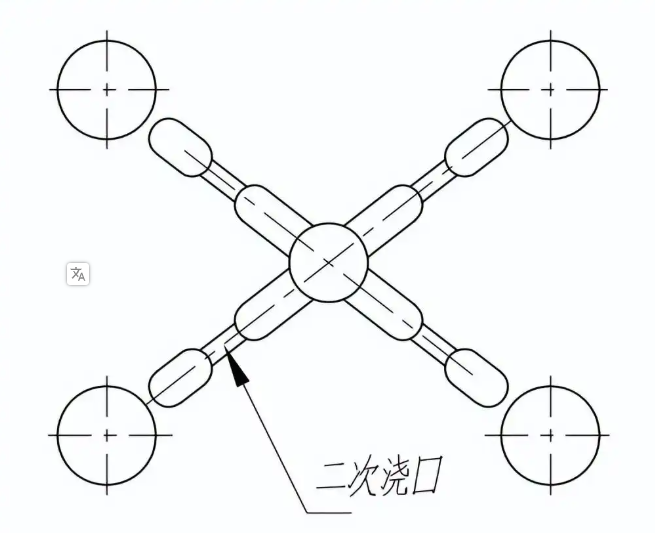
②可以改变制品上的浇口位置;(如细水转潜浇口或侧浇口)如图65。
③可以缩短三板模的第一次开模距离。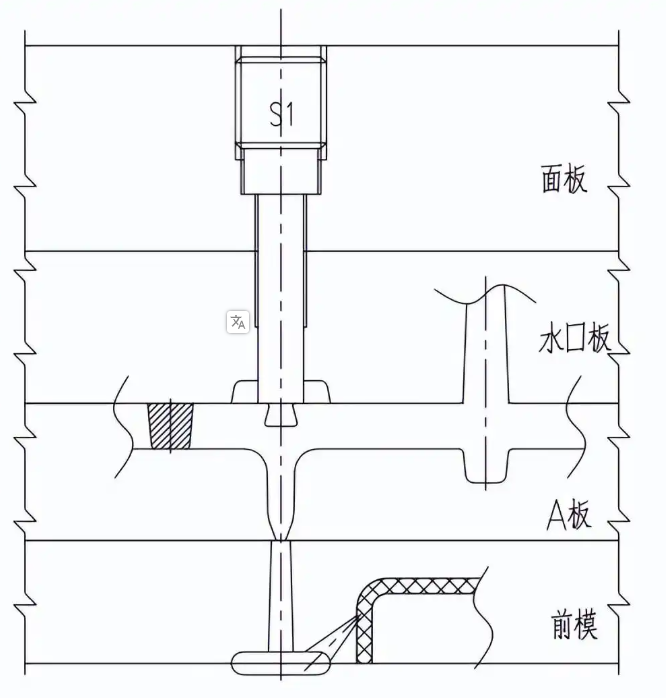

















 3569
3569

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









