




3D打印技术参考注意到,在昨日开幕的德国Formnext展会第一天,多家重量级品牌发布了各自最新的3D打印机。本文内容旨在介绍首日发布的已知悉的重要新品。

拓竹:正式推出H2C,多色3D打印再升级
11月18日,拓竹正式发布H2C全新一代多色3D打印机,14999元起售。
借助Vortek系统(配备1个升降热端 + 6个可更换电感热端),用户可以在一次打印中使用七种不同的耗材,无需废料冲刷。在一个模型中融入多材料特性,让一体化设计更上一层楼。Vortek系统可与拓竹AMS(自动送料系统)无缝配合,让整个换料过程完全自动化。设备采用全封箱设计,可配备特殊耗材专用热端,支持工程材料打印,可以看出这款设备定位中高端应用场景。

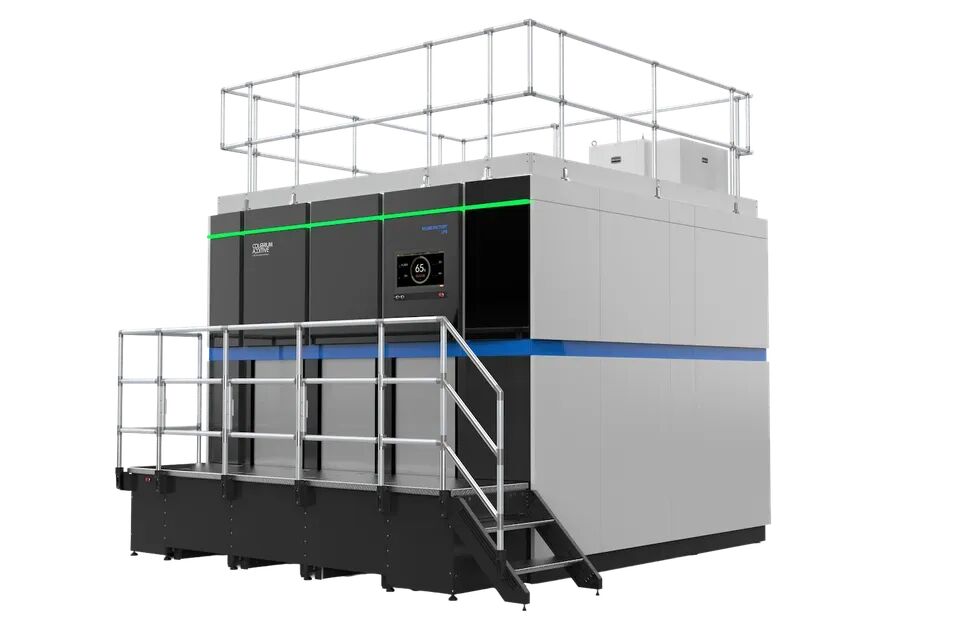
Colibrium Additive推出M系列新系统
通用电气航空航天公司旗下增材制造公司Colibrium Additive在展会现场上推出了用于非反应性材料的M Line 4x1kW系统。该系统将激光功率提高了2.5倍,能够将复杂、敏感的发动机部件某些区域的高质量打印与同一部件要求不高的区域的高速率打印相结合,从而满足认证要求。
4x1kW版本的机器规格包括:构建面积为500(x)x500(y)x400(z)毫米;光束功率为4x1kW IPG激光器;目前兼容CoCr和Nickel718材料。
EOS:发布全新金属3D打印机
EOS宣布推出M4 ONYX、以及M4 ONYX FLX光束整形金属3D打印机。其在M400-4系统基础上进行了升级,保留了机器的占地面积和布局等关键要素,并根据用户反馈进行了多项重大改进。该设备配备6台400W激光器,可将打印速度提高高达50%,并将零件成本降低30%。EOS称,目前该公司已在航天、航空和能源等行业安装了约500套M400-4系统。
M4 ONYX FLX光束整形金属3D打印机将于2026年第三季度发布,集成了四台1kW光束整形激光器,有望进一步提高生产效率,尤其适用于打印体积较大的部件。

HP:推出高温挤出3D打印机
惠普增材制造部门推出了HP IF 600HT高温挤出3D打印机,系统面向工程聚合物和高温聚合物等高要求应用,并基于开放式材料平台构建。另一款面向大幅面生产的HP IF 1000 XL系统计划于2026年下半年发布。
惠普的全新平台标志着该公司正式进军工业生产用长丝增材制造系统领域。惠普将其定位为现有多射流熔融(MJF)技术的补充,使其能够加工MJF目前无法处理的耐高温材料。

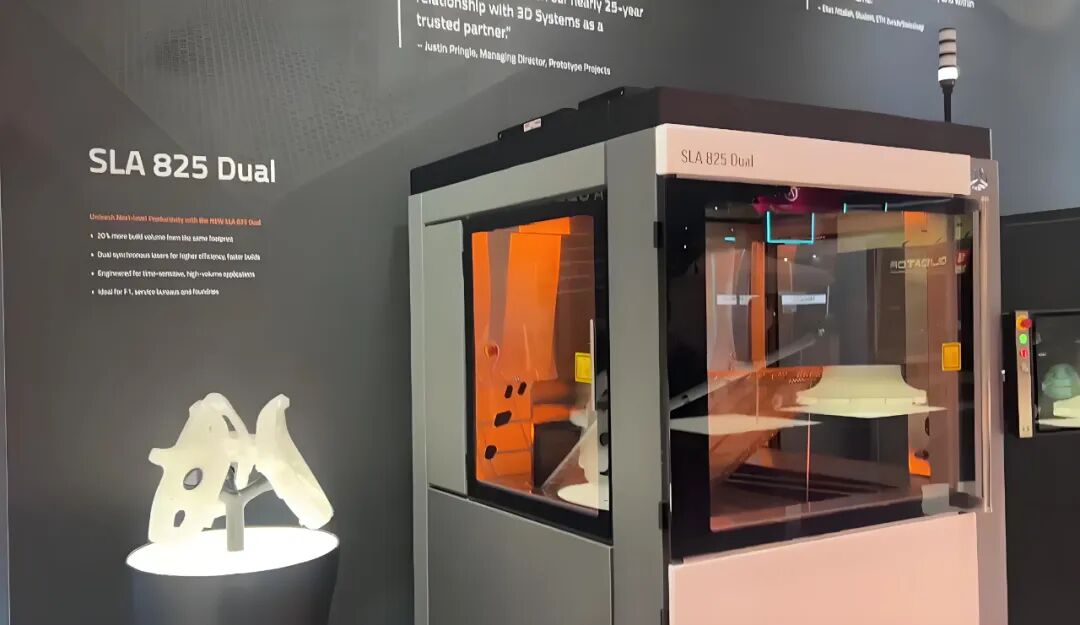
3D Systems:发布全新双激光SLA 825
3D Systems在Formnext展会推出了SLA 825双激光3D打印系统。该机器拥有830x830x550毫米的构建体积、双激光架构和简化的用户工作流程。这是一款新一代工业级大型SLA 3D打印解决方案,专为高速、超高精度生产大幅面零件而设计。
3D Systems表示,该机器的设计旨在实现长期价值和可扩展性,并可升级适应未来的技术创新。它承诺提供“优异的表面质量、精度和可靠性”,同时“为持续提升性能和产量铺平道路”。
远铸智能推出FUNMAT PRO 310 APOLLO
远铸智能在展会上推出了其下一代高性能材料3D打印机FUNMAT PRO 310 APOLLO。该设备在打印性能上实现了4倍打印速度、2倍以上Z向强度(超过40MPa)的突破;同步搭载全新发布的INTAMQualityTM质量追溯系统,记录从线材来源、打印参数到全过程运行数据,为每一件打印件生成独一无二的数据履历,实现真正意义上的打印可追溯、质量可验证。

盈普三维推出紧凑型SLS 3D打印机
盈普三维在展会现场推出了SLS 3D打印机CF200与后处理设备PPS200。这是盈普在坚守工业级SLS 3D打印核心领域基础上,针对研发打样、小批量生产等场景推出的全新产品,旨在打破大型工业级 SLS 设备“占地大、操作复杂、粉尘难控”的应用局限。
CF200支持220V标准民用电压,搭载30W光纤激光器,成型缸尺寸达 200×200×320mm,兼容PA11、PA12、TPU等聚合物材料。一个全尺寸的打印作业只需16-24小时即可完成(具体时间取决于零件的密度和结构)。

ATLIX(通快增材前身)推出两款全新增材制造系统
金属增材制造公司ATLIX(前身为TRUMPF Additive Manufacturing )推出了两款全新系统:TruPrint 5000和TruPrint 3000。这两款系统代表了该公司在工业级增材制造领域的又一突破,它们集更高的生产效率、更优的工艺质量和更强的可靠性于一体,能够满足批量生产的需求。
TruPrint 5000是ATLIX的旗舰平台,拥有500×500×400毫米的打印尺寸和强大的光学系统,配备原位自动多激光对准功能,可在整个打印过程中保持激光校准的连续性。
美国品牌推出新型低价金属3D打印机
美国品牌Xact Metal致力于为中小企业开发经济实惠的金属3D打印系统。该公司宣布推出XM200G µHD金属打印机,作为其拓展高性价比金属增材制造业务战略的一部分。
该系统能打印5–15 µm精细粉末,这些粉末通常用于金属注射成型和粘结剂金属工艺。该设备配备25µm激光光斑,提供140×140×150mm的成型区域,并可选配290mm的Z轴扩展件。可配置的激光功率包括100W、200W或400W。

#增材制造 #3D打印
注:本文由3D打印技术参考创作,未经联系授权,谢绝转载。
欢迎转发
延伸阅读:
1.一家3D打印企业获A轮融资;HP进军挤出3D打印领域;EOS推出新款金属打印机;铂力特深度参与可回收火箭研制
2.华曙高科推出新型金属3D打印解决方案用于汽车行业批量生产,系客户定制
3.大疆确认投资消费级3D打印企业,行业竞争、市场发展均进入新阶段
4.中国航发3D打印发动机亮相迪拜;中科院力学所重要进展;Stratasys布局金属和陶瓷打印;我国“类器官”3D打印重要进展


















 40
40

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









