




空间望远镜是人类研究探索宇宙的最重要和最直接的工具,它的发展关系到人类对宇宙研究的速度和进程,是人类发展进步,认识自然界的一个重要科学手段。而空间反射镜是空间望远镜的最重要组成部分,也是制约空间望远镜发展的一个关键因素。突破大口径、高分辨率空间反射镜的设计及制造,是解决空间望远镜技术的重大技术瓶颈问题、对促进我国空间科学事业的发展具有重大意义。
大口径反射镜制造,碳化硅备受青睐
反射镜如此重要,该用什么材料来做呢?目前,反射镜材料主要包括玻璃材料、低膨胀金属材料、陶瓷材料以及复合材料等。玻璃材料是第一代反射镜材料,常用的有ULE和Zerodur等。玻璃材料的热膨胀系数很低,且光学加工性能优良,但玻璃材料的热导率低,比刚度较差。第二代反射镜材料是低膨胀金属材料,主要包括Al和Be等,金属材料的导热性能优良,但热膨胀系数相对较大,其面形精度容易受温度影响。同时Al的比刚度低,而金属Be虽然比刚度较高但有毒,对人体会产生致命损害,因此,在生产过程中需要有严格的安全措施。
碳化硅(SiC)材料属于第三代反射镜材料。该材料化学稳定性好、耐空间粒子辐照性能优异、热膨胀系数低、弹性模量高,且具有较好的导热性能。
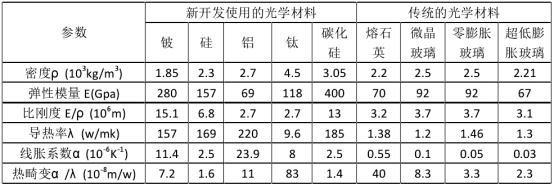
▲常见反射镜材料性能对比
从表中可以看出碳化硅材料具有最高的刚度,良好的导热性,较低的线膨胀系数,这使得在实现同样的光学口径和精度要求下,碳化硅反射镜具有更小的重量、更优的热稳定性,且能制造大尺寸的镜坯。而随着碳化硅材料在镜坯制造、改性、光学加工、镀膜等完整的光学零件加工工艺方法上逐渐成熟,在大口径的空间光学系统中尤为受到青睐。
碳化硅制造的局限性和难点
一般来说,空间反射镜的口径越大,成像效果越好,光学系统的整体质量也会随之增加。这也意味着发射成本及难度的上升。碳化硅作为性能优异的结构陶瓷材料,可制备成轻质、高强度、高精度和高尺寸稳定性的精密碳化硅陶瓷部件。传统陶瓷成型工艺都需要借助事先制好的模具才能制备出具有一定形状和强度的陶瓷部件,流程耗时长、成本高。而且SiC也是一种Si-C键很强的共价键化合物,具有硬度高和脆性大的特点,难以机械加工,传统成型方法如注浆成型、等静压成型和挤出成型等,在大尺寸、轻量化、复杂结构的碳化硅反射镜成型方面具有一定的局限性。
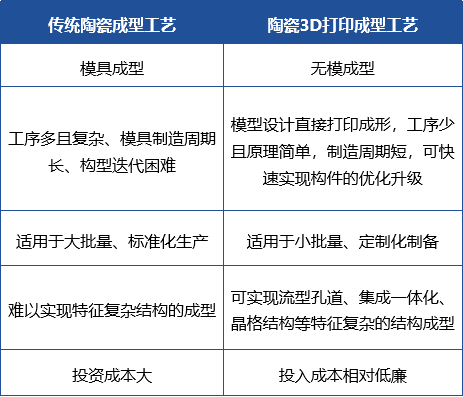
▲传统陶瓷成型与3D打印成型工艺特性对比
随着光学元件孔径的增大,碳化硅反射镜与支撑结构的一体化设计将导致其结构更加复杂,这是采用传统的陶瓷成型烧结技术难以实现的。而相比于传统的成型技术,3D打印技术具有智能、无模、精密、高复杂度的制造能力。它能够完成传统工艺不可能完成的制造。不过相对于塑料或金属有固定的熔点,通过加热融化后就可以进行粘贴。而碳化物陶瓷没有熔点,如碳化硅会在高温下氧化成二氧化硅,或者是其他的气体、激光的作用下直接分解,导致无法直接3D打印,需打印出一个素坯再去烧结。
目前,大多数3D打印SiC陶瓷方法中打印材料固含量较低、硅含量较高、力学性能较低。如直接墨水书写(DIW)的墨水中的固相含量太低,会导致陶瓷坯体致密度较低;激光打印在烧结过程中产生的热应力难以避免产生裂纹,导致最终产品力学性能较差;而粘结剂喷射(BJP)限制了粉末填充密度,导致SiC体积分数受限;立体光刻(SLA)虽然能够制备出高强度、高精度、高结构均一性和复杂性的陶瓷坯体,但由于碳化硅的吸光特性,导致其在制备碳化硅部件时仍存在诸多技术瓶颈。因此,在提高碳化硅陶瓷的加工效率、降低制备成本成为急需解决的问题。
PEP技术,打开碳化硅反射镜轻量一体化制造大门
从碳化硅陶瓷的素坯成型工艺入手,并结合适宜的烧结工艺,使烧成的碳化硅陶瓷毛坯达到近净成型,以减少后续加工量,并保证产品性能满足使用要求,这将成为复杂结构碳化硅陶瓷制备工艺的主要研究方向。升华三维通过国内首创的粉末挤出打印技术(PEP)已实现直径0.5米碳化硅反射镜坯体的一体化制造,且成功将碳化硅陶瓷制备商业化,这为生产高性能碳化硅陶瓷构件打开了大门。也为实现碳化硅陶瓷复杂结构部件的大尺寸、轻量化、一体化制备提供了新途径。

▲UPS-556打印的碳化硅反射镜坯体(来源:升华三维)
PEP技术是一种将“3D打印+粉末冶金”相结合的金属/陶瓷间接3D打印技术。该工艺合理避开以激光为能量源的3D打印,采取材料挤出方式,由于挤压喷头系统构造原理和操作简单,更好地缩减了投入成本。
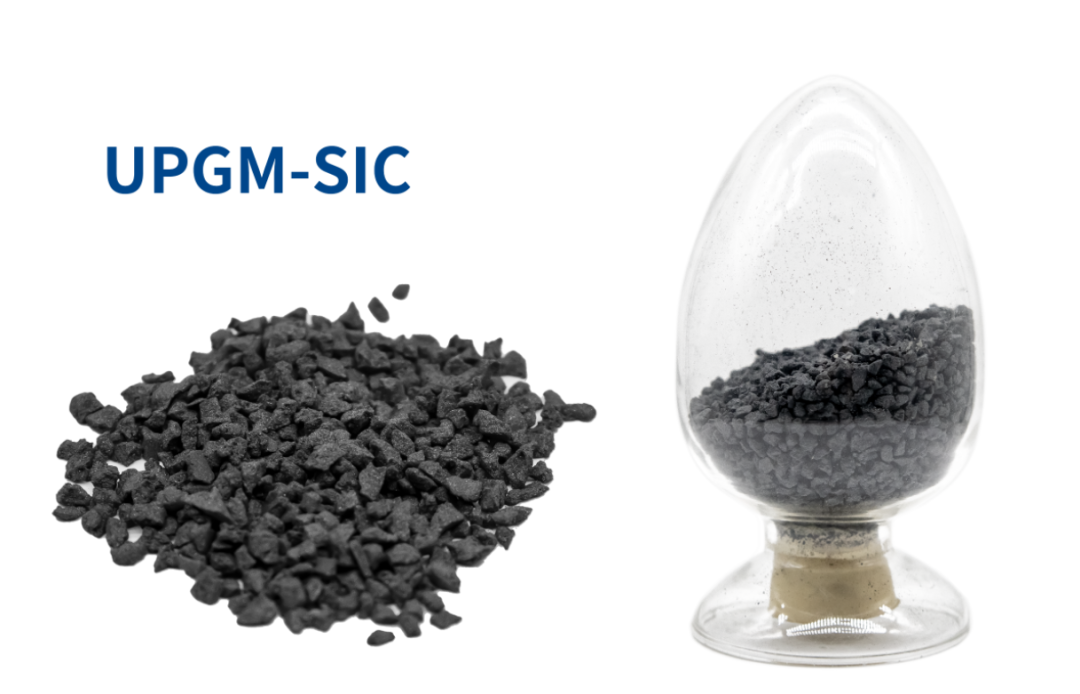
在碳化硅反射镜坯制备案例中,升华三维利用了该技术低温成形,高温成性的特点,将自主研发的碳化碳颗粒材料UPGM-SIC,通过3D打印成型系统实现了镜坯的轻量化设计、一体化、大尺寸成型,打印出具有一定强度和密度的生坯。再结合陶瓷注射成型的脱脂烧结工艺,得到了致密度可高达99%,机械性能稳定、近净成型的镜坯。因PEP技术将热加工过程转移到烧结步骤,使得更容易管理热应力,热量可以更均匀地被施加,确保其性能的一致性。

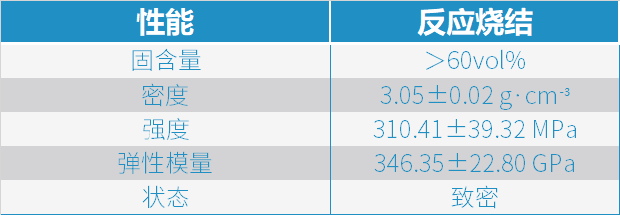
▲升华三维碳化硅陶瓷烧结件力学性能
在商业案例中,上海硅酸盐研究所利用升华三维的大尺寸独立双喷嘴打印机UPS-556系统,藉由展开的高性能结构陶瓷和陶瓷基复合材料等应用的研究取得重大进展,成功制备了碳化硅陶瓷光学元件等高附加值组件,获得广泛关注。
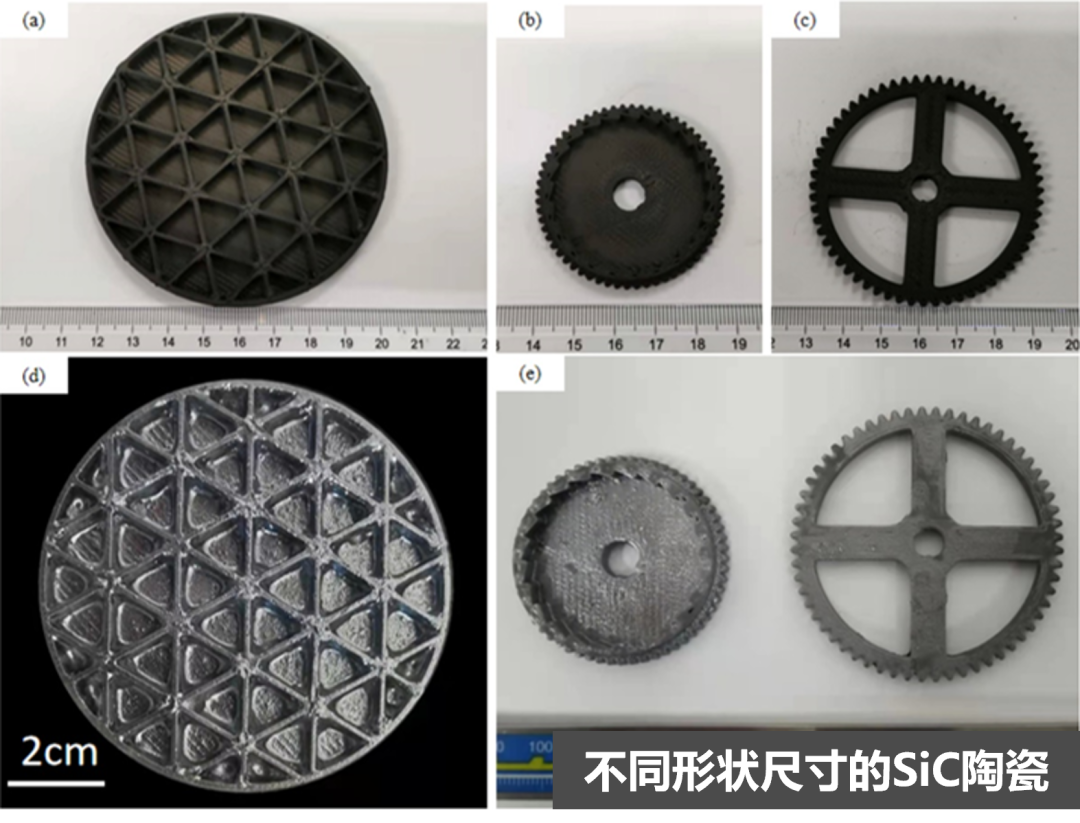
▲上海硅酸盐研究所利用UPS-556成功制备的碳化硅陶瓷光学元件及其性能(*相关资料及数据来自研究团队已公开专利)
光学反射镜的口径越大,衍射效应越小,意味着光的汇聚能力越强,分辨率就越高。大尺寸、轻量化碳化硅反射镜的成功制备,可有力支撑国家遥感卫星发展和空间基础设施建设,提升我国在遥感探测技术领域的核心竞争力。
升华三维作为中国金属·陶瓷间接3D打印技术的开拓者和领航者,现已具备了碳化硅陶瓷复杂结构部件制备能力,并朝着超大尺寸、超轻量化方向积极探索。PEP工艺有望改变碳化硅反射镜生产制造方式,满足大尺寸、轻量化、一体化设计制造需求。可大幅降低成本,缩短研发生产周期,在商业航天领域发展最快的遥感卫星上有巨大市场空间。
欢迎转发
主编微信:2396747576; 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
3.NASA喷气推进实验室公布2022年三项3D打印应用成果
4.西工大张卫红院士团队-仿生双曲面点阵结构材料承载、吸收能量研究


















 455
455

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









