



篇幅所限,本文只提供部分资料内容,完整资料请看下面链接
https://download.youkuaiyun.com/download/AI_data_cloud/89247135
资料解读:(48 页 PPT)化工行业数字化转型新一代智能工厂解决方案
详细资料请看本解读文章的最后内容
化工行业数字化转型是产业升级的必然趋势,新一代智能工厂解决方案围绕政策导向、技术革新与企业需求,构建了全链条、多层次的数字化体系。
从建设背景看,政策层面以《中国制造 2025》为引领,提出 “三步走” 战略,推动制造业向数字化、网络化、智能化转型,化工行业作为重点领域,需响应智能制造工程等要求。技术层面,物联网、大数据、人工智能等技术的成熟,为生产过程感知、决策优化、执行精准提供了支撑,推动装备、管理、服务等全维度智能化。企业层面,面临原料价格波动、供应链效率低、能源监管粗放、设备管理成本高、安全环保压力大等问题,亟需通过智能工厂建设突破瓶颈。
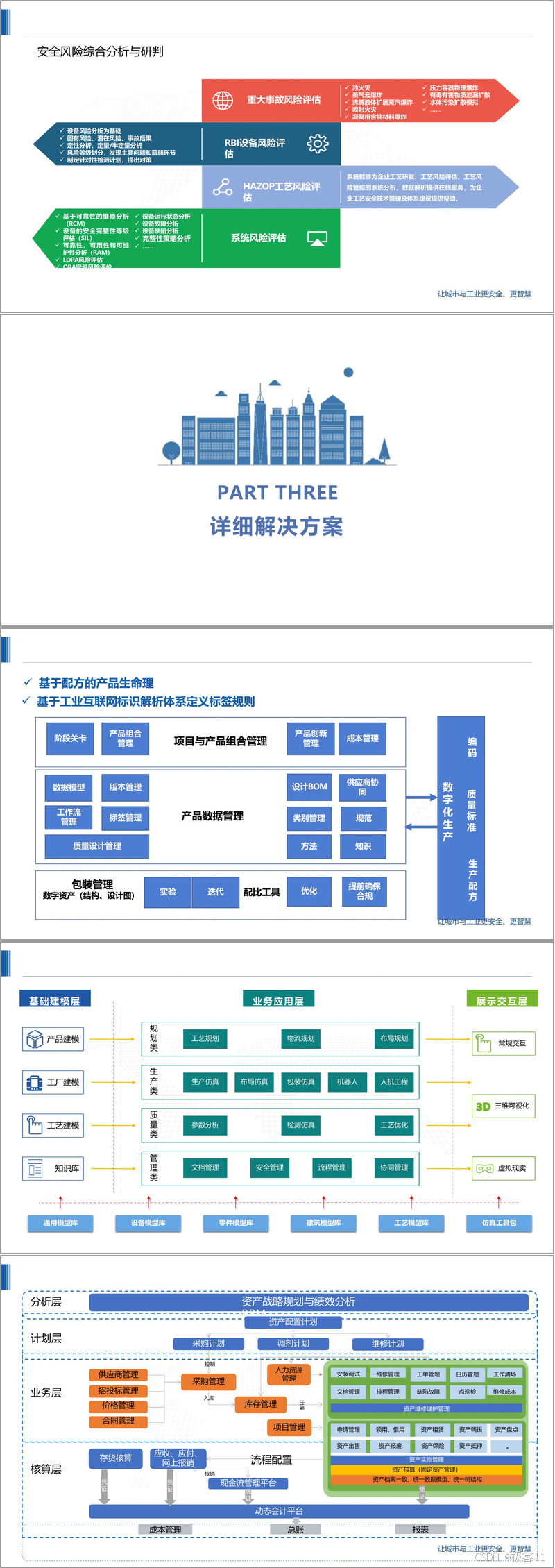
解决方案的总体目标聚焦四大方向:一是实现企业本质安全,通过风险分级管控、隐患排查、重大危险源监测等筑牢安全防线;二是强化内外部协同,以协同办公、流程优化提升管理效率;三是深耕化工生产业务,覆盖生产、供应链、设备、能耗等核心环节;四是拓展上下游产业链,通过工业互联网、生态协同构建竞争优势。
总体架构以数据集成与流转为核心,构建 “感知 - 分析 - 决策 - 执行” 闭环。前端通过传感设备、仪器仪表等实时采集生产、质量、能耗等数据;中端依托工业互联网平台实现数据整合,支撑数字化研发、生产、调度等全流程应用;后端通过大数据分析、人工智能模型实现智能决策,如生产优化、设备预测、能效提升等。同时,强调技术、产品、业务的深度融合,例如将物联网与生产管理结合优化资源配置,用数据挖掘提升质量管理追溯能力。
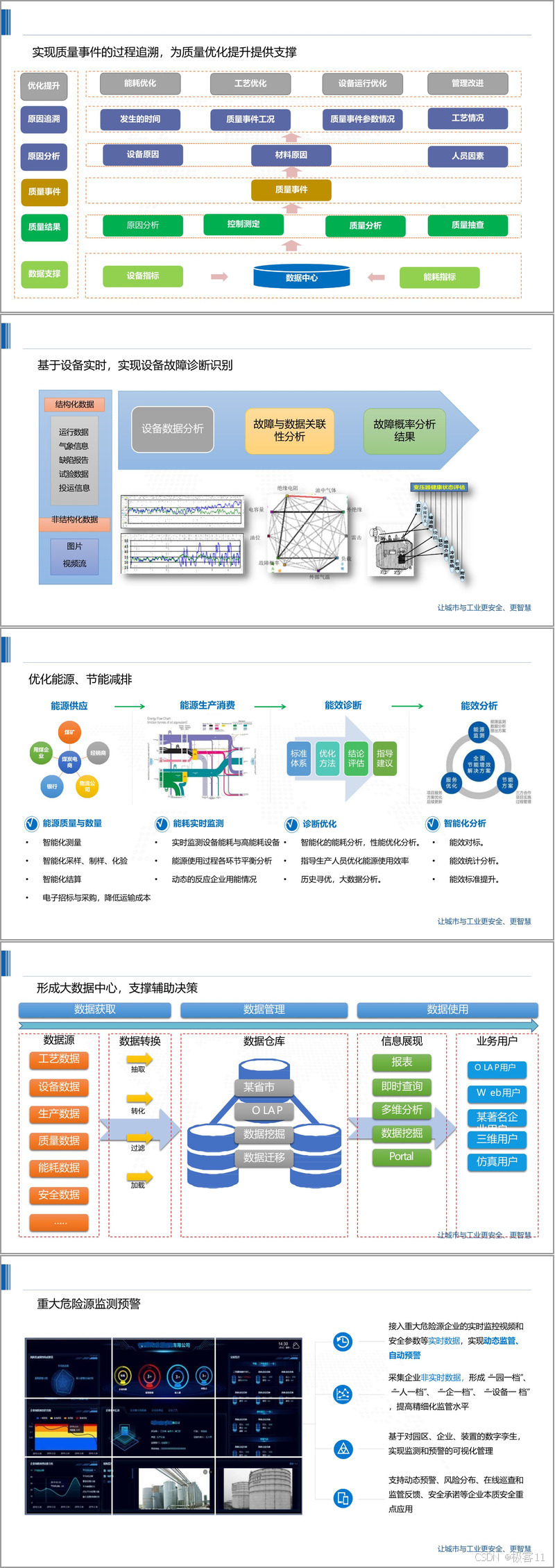
详细解决方案涵盖多个关键领域:在生产管理上,建设集中灵活的调度中心,通过数据采集平台掌握全流程信息,实现计划动态调整与资源优化;质量管控方面,构建全链条追溯体系,结合工艺参数与质量数据,快速定位问题并优化;设备管理引入预测性维护,基于运行数据与算法模型,提前预警故障并制定检修计划;能源管理通过实时监测、智能分析实现能耗优化,降低成本;安全环保领域,部署重大危险源动态监测系统,结合视频监控与参数预警,强化风险研判与应急响应;仓储与物流环节,通过数字化手段实现精准入库、出库与轨迹追踪,提升效率;供应链管理则打通订单、采购、生产等环节数据,实现协同联动;人力资源管理搭建在线平台,支撑员工培训、绩效追踪,赋能人才发展。
该方案通过全域数字化改造,助力化工企业实现生产高效、质量可控、安全可靠、成本优化,最终达成产业链协同与价值升级。
接下来请您阅读下面的详细资料吧





















 833
833

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











