






 本文介绍了如何加工45钢材质的平底偏心圆弧槽,包括工件坐标系设置、装夹方式、刀具选择、切削用量和具体的数控铣削加工程序。详细讲解了采用内廓分层环切方式,以及包含两个子程序的加工步骤。
本文介绍了如何加工45钢材质的平底偏心圆弧槽,包括工件坐标系设置、装夹方式、刀具选择、切削用量和具体的数控铣削加工程序。详细讲解了采用内廓分层环切方式,以及包含两个子程序的加工步骤。
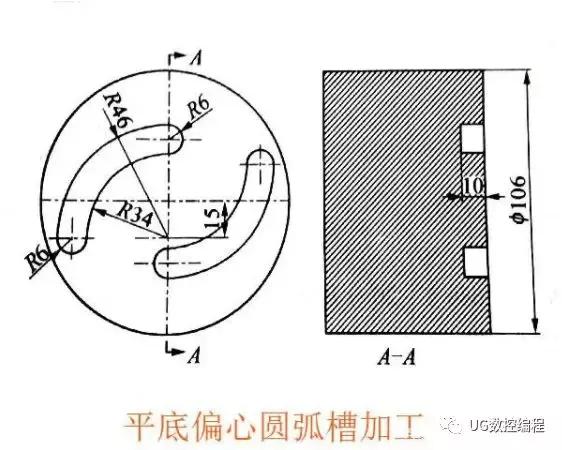
1、零件:平底偏心圆弧槽如图所示,工件材质为45钢,已经调质处理。加工部位为工件上表面两平底偏心槽,槽深10mm。
2、工艺处理
(1 ) 工件坐标系原点。两偏心槽设计基准在工件106外圆的中心,所以工件坐标系原点设为小106外圆与工件上表面交点。
(2)工件装夹。釆用三爪自定心卡盘夹外圆的方式。

(3)刀具选择。采用12高速钢键槽铣刀。
(4)切削用量。每层切削1 mm,主轴转速S为800 r/min,进给速度F为50mm/min0
(5)确定工件加工方式和走刀路线。采用内廓分层环切方式。不想从事底层工作,想摆脱现状,想学习UG编程,可以加QQ群868791195学习CNC加工编程技术。
3、数控铣削加工程序如下:
000002
N10 G54 G90 G17 GQ0Z60.0;(设定工件坐标系,快速到初始平面)
N20 S800 M03 ;(启动主轴)
N30 G98 P0006;(调用子程序00006,执行1次)
N40 G90 G68 XO.O YO.O R180.0(坐标系旋转,旋转中心为(0,0),角度位移为180°)
N50 G98 P0006;(调用子程序00006,执行1次)
N60 G69 GOO XO.O YO.O Z60.0;(取消坐标系旋转,快速回到起始点)
N70 M05;(主轴停)
N80 M30;(程序结束)
00006;(子程序,程序号为00006)
N10 G90 GOO XO.O Y25.0;(在初始平面上快速定位于(0,25))

N20 Z2.0;(快速下刀,到慢速下刀高度)
N30 G01 Z2.0 F50;(切人工件上表面)
N40 G98 P50007 ;(调用子程序00007,执行5次)
N50 G90 Z60.0;(退回初始平面)
N60 XO.O YO.O;(回到起始点)
N70 M99;(子程序结束,返回主程序)
00007;(子程序,程序号为00007)

N10 G91 G01 Z -2.0 F50;(增量值编程,切入工件2 mm,进给速度为50mm/min)
N20 G90 G03 X-39.686 Y -20.0 R40.0 F60;(切削轮廊)
JV30 G91 GOI Z2.0 F30;(切削轮廓)
N40 G90 G02 X0.0 Y25.0 R40.0 F60.0;(切削轮廊)
N50M99;(程序结束)

















 3611
3611

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









