






 本文详细介绍了表面粗糙度的概念,包括它与宏观几何形状误差和表面波度误差的区别。讨论了表面粗糙度的评定参数,如轮廓算术平均偏差和轮廓最大高度,并提到了新旧国标中Rz参数的变化。此外,还阐述了表面粗糙度的符号标注及在图样上的表示方法。检测表面粗糙度时,通常采用比较法,但这种方法的可靠性依赖于检验人员的经验。车间常用粗糙度样块和手持式粗糙度仪进行测量。
本文详细介绍了表面粗糙度的概念,包括它与宏观几何形状误差和表面波度误差的区别。讨论了表面粗糙度的评定参数,如轮廓算术平均偏差和轮廓最大高度,并提到了新旧国标中Rz参数的变化。此外,还阐述了表面粗糙度的符号标注及在图样上的表示方法。检测表面粗糙度时,通常采用比较法,但这种方法的可靠性依赖于检验人员的经验。车间常用粗糙度样块和手持式粗糙度仪进行测量。


表面结构与表面粗糙度的关系
有关表面粗糙度的概述
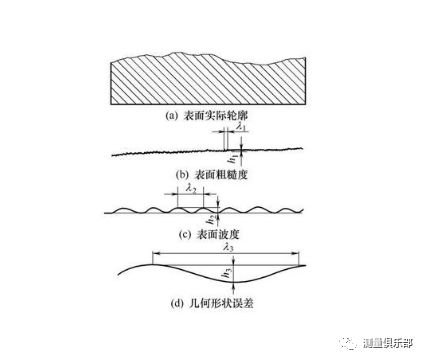
1.表面粗糙度的概念
表面粗糙度是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。宏观几何形状误差、表面波度误差、表面粗糙度三者之间的区别,通常以一定的波距与波高之比来划分,如图所示。一般比值大于1000者为宏观几何形状误差;小于40者为表面粗糙度;介于两者之间者为表面波度误差。
表面粗糙度的评定
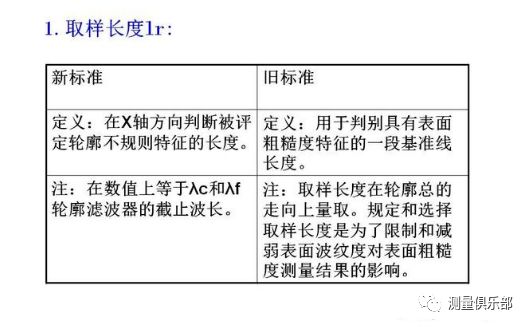
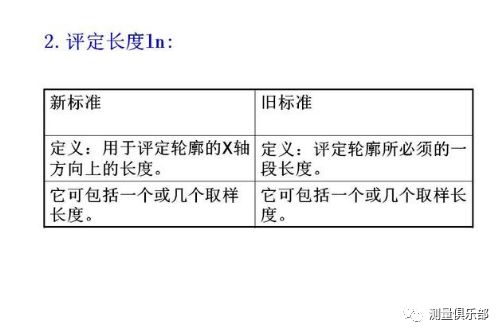
表面粗糙度评定参数
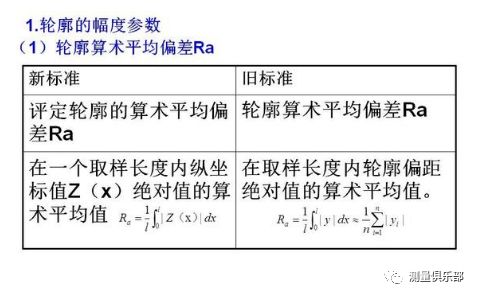
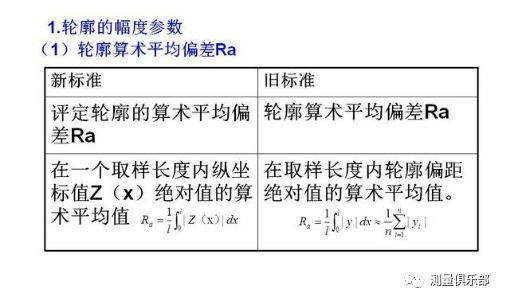
1 : 轮廓的幅度参数
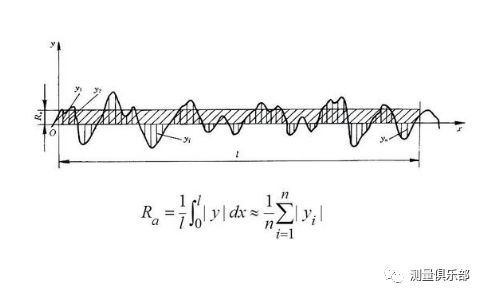
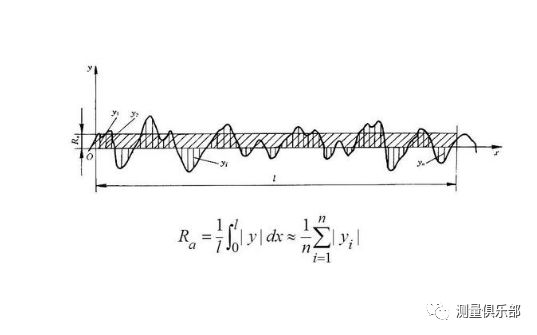
(1)轮廓算术平均偏差
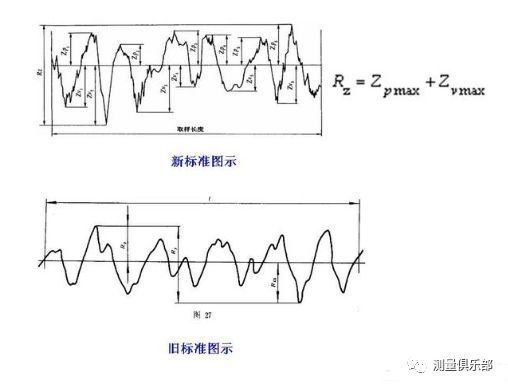
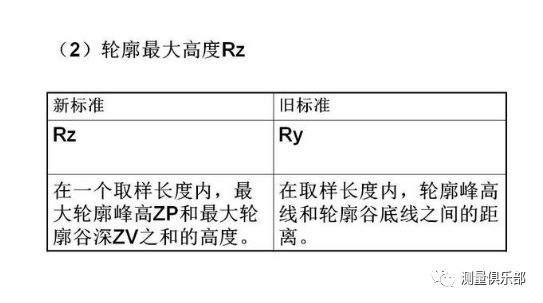
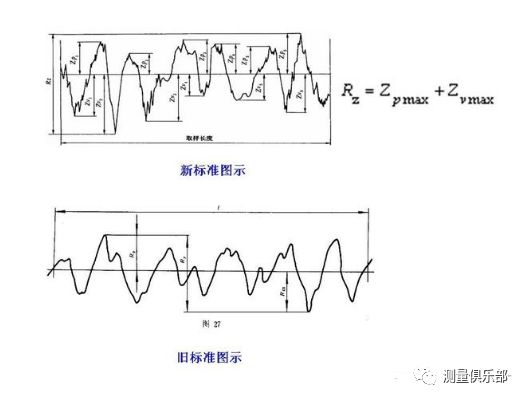
(2)轮廓最大高度
2 : 轮廓的间距参数
3 : 轮廓的支承长度率
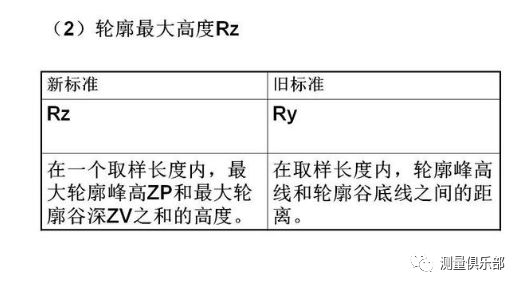
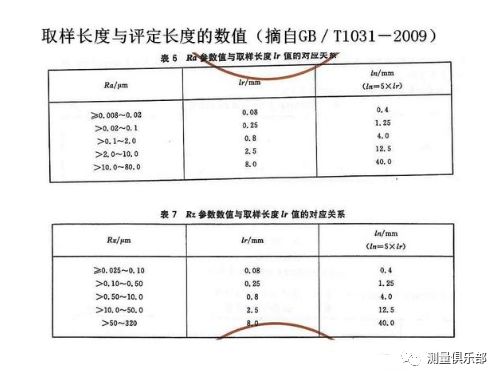
说明:在GB/T3505-1983中,Rz符号曾用于指示“微观不平度的十点高度”现在使用中的一些表面粗糙度测量仪器大多是测量以前的Rz参数,因此当采用现行的技术文件和图样时必须小心慎重。因为用不同类型的仪器按不同的规定计算所取得结果之间的差别并不都是非常微小而可忽略的。新国标中的Rz与旧国标中的Ry的含义是一致的。
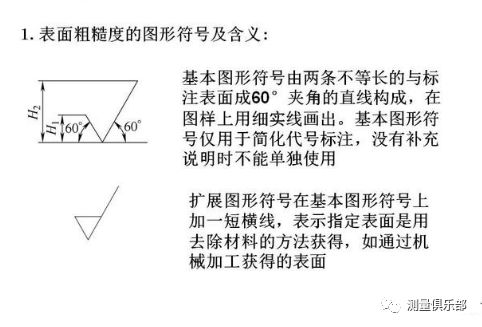
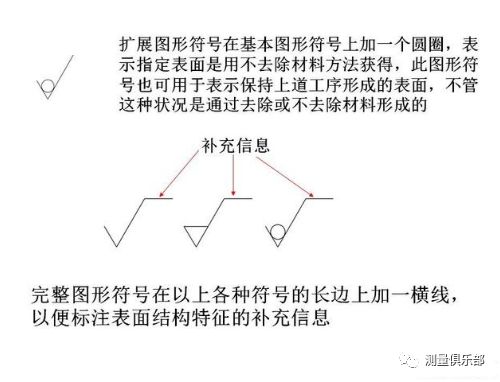
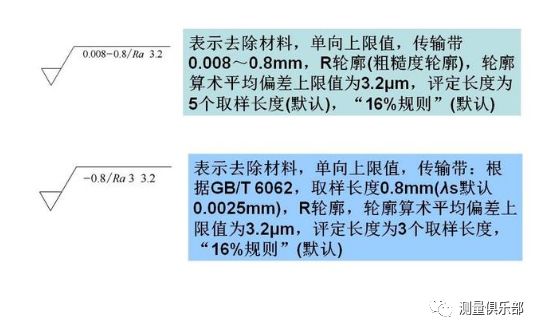
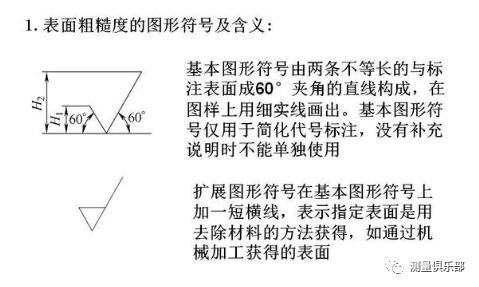
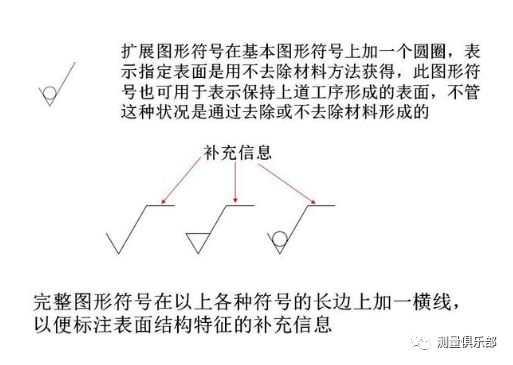
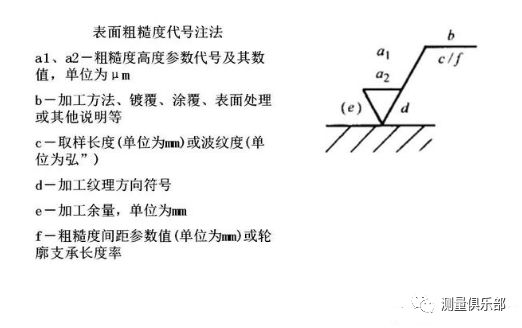
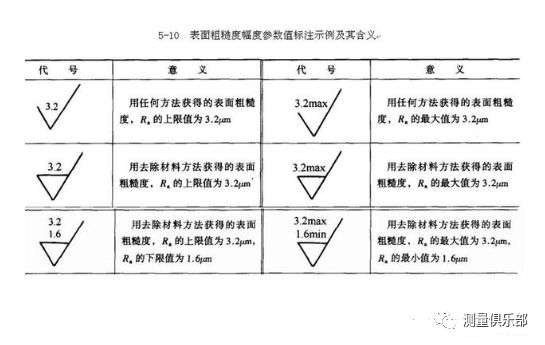
表面粗糙度的符号及其标注(新标准)
表面粗糙度评定参数
1 : 轮廓的幅度参数
(1)轮廓算术平均偏差
(2)轮廓最大高度
2 : 轮廓的间距参数
3 : 轮廓的支承长度率
说明:在GB/T3505-1983中,Rz符号曾用于指示“微观不平度的十点高度”现在使用中的一些表面粗糙度测量仪器大多是测量以前的Rz参数,因此当采用现行的技术文件和图样时必须小心慎重。因为用不同类型的仪器按不同的规定计算所取得结果之间的差别并不都是非常微小而可忽略的。新国标中的Rz与旧国标中的Ry的含义是一致的。
表面粗糙度的符号及其标注(新标准)
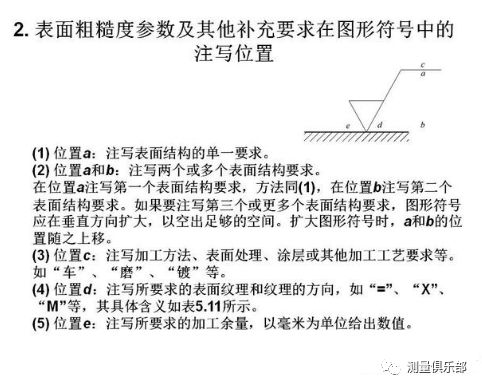
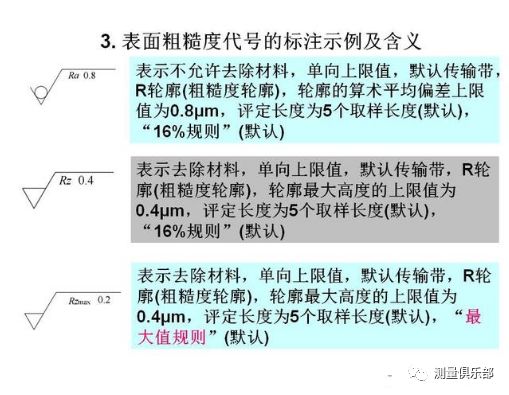
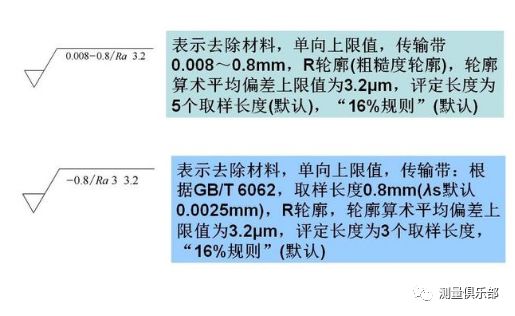
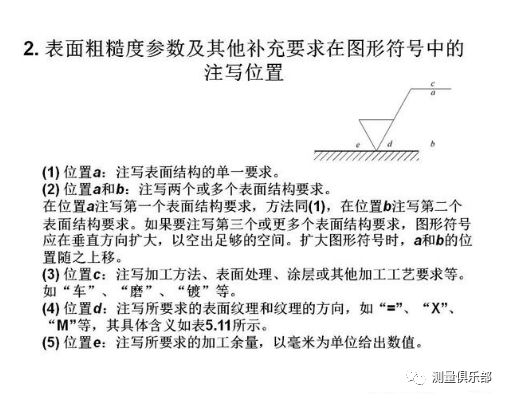
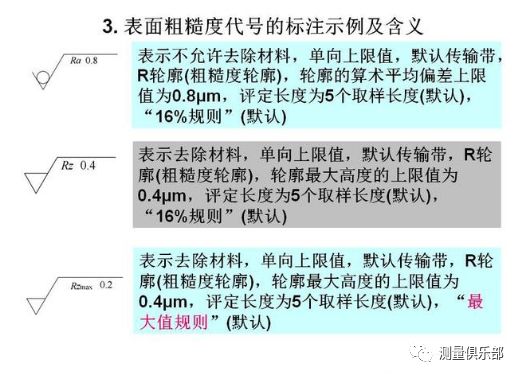
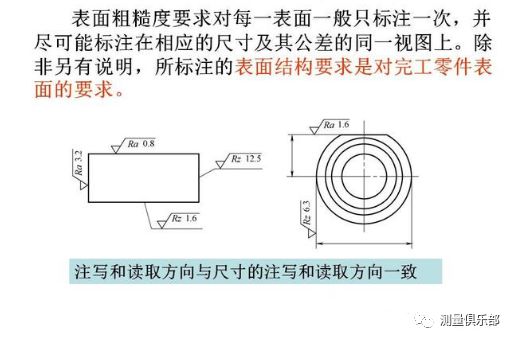
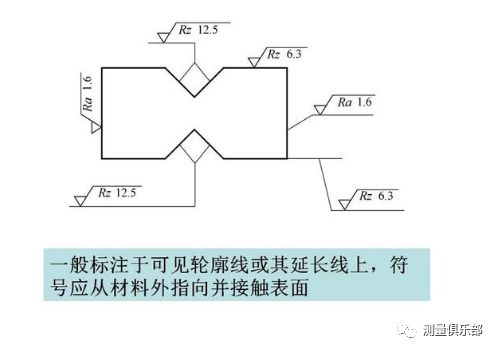
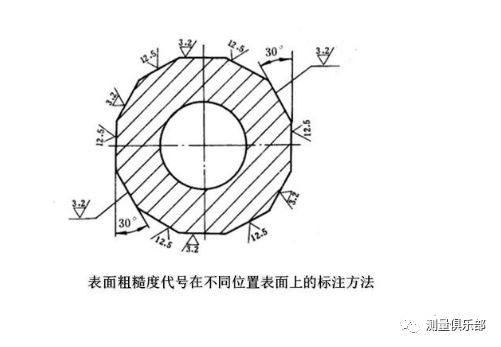
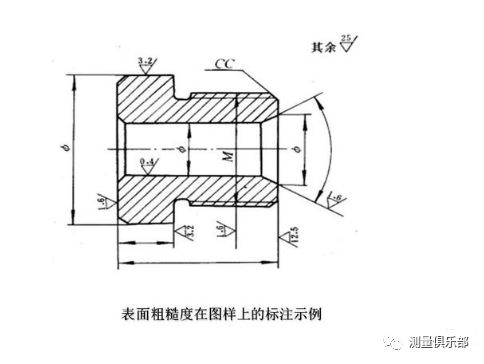
表面粗糙度代号在图样上的标注
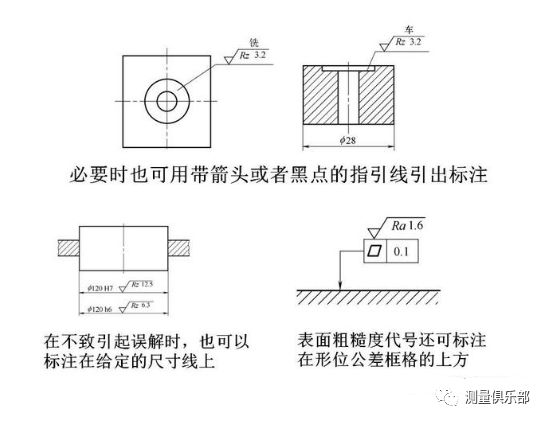
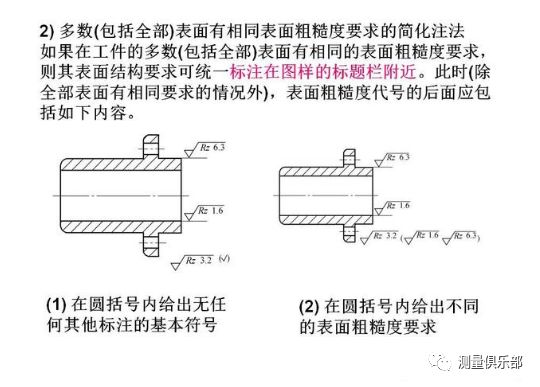
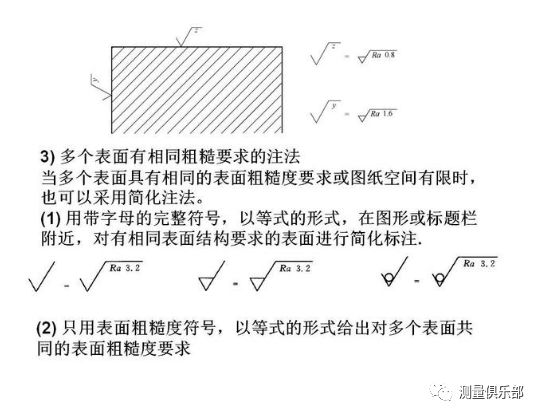
表面结构要求在图样中的简化注法
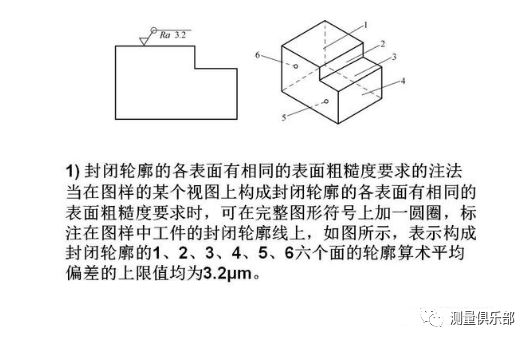
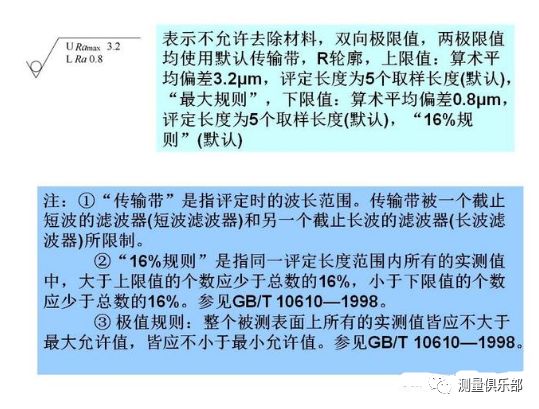
GB/T131-1993中关于表面粗糙度标注的规定
表面粗糙度的检测
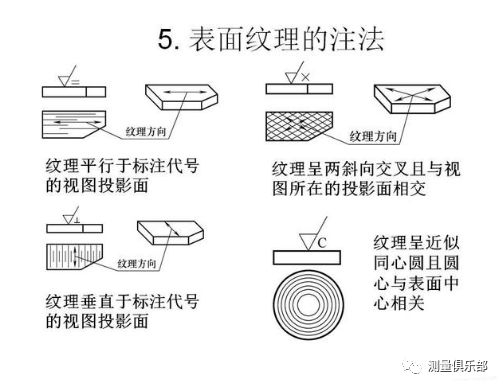
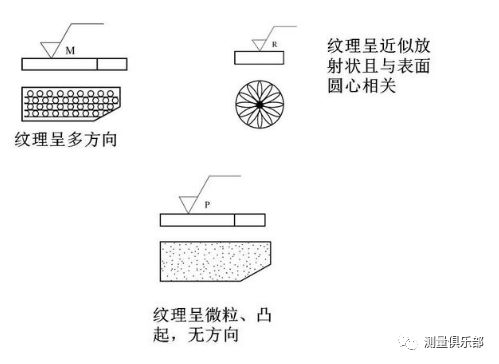
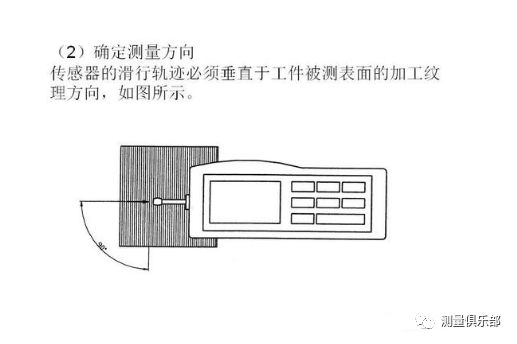
测量表面粗糙度参数值时,若图样上没有特别注明测量方向,则应在数值最大的方向上测量。一般来说就是在垂直于表面加工纹理方向的截面上测量。对于没有一定加工纹理方向的表面(如电火花、研磨等加工表面),应在几个不同的方向上测量,并取最大值作为测量结果。此外,测量时还应注意不要把表面缺陷,如沟槽,气孔、划痕等包括进去。
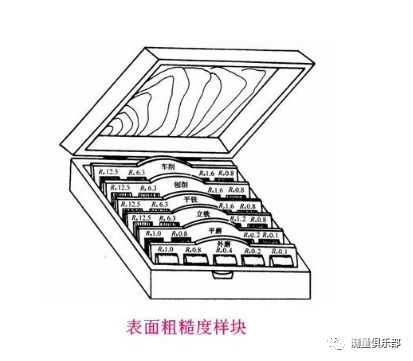
目前,在车间和计量室检测表面粗糙度常用的计量器具有粗糙度样块、粗糙度仪(手持式)。
比较法测表面粗糙度
比较法是将被测零件表面与表面粗糙度样块直接进行比较,通过人的视觉或触觉判断被测表面粗糙度的一种检测方法。视觉比较是用人眼反复比较被测零件表面与粗糙度样板表面的加工痕迹、反光强弱、色彩差异,以帮助确定被测零件表面的粗糙度大小,必要时也可借助放大镜观察。触觉比较是用手触摸或者用手指划过被测零件表面与粗糙度样板表面,通过感觉比较被测零件表面与粗糙度样板表面在波峰高度和间距上的差异,从而判断被测表面粗糙度的大小。
比较法简单易行,适合车间生产检验。缺点是评定的可靠性很大程度上取决于检验人员的经验,仅适用于评定表面粗糙度要求不高的工件。当零件批量较大时,也可从成批零件中挑选几个样品,经检定后作为表面粗糙度样块使用。
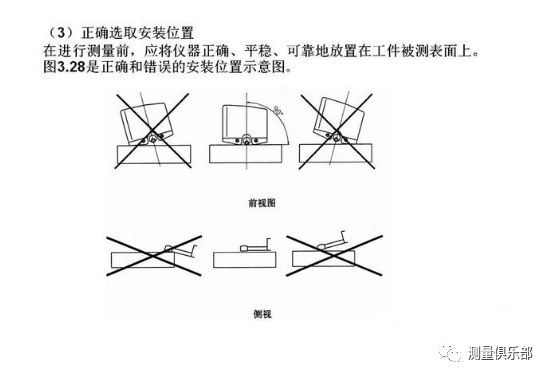
手持式粗糙度仪



往期精彩
分享 好书推荐:你和高手之间-只差这本书的距离
干货 去他妈的诗和远方,我的青春只有测量
推荐 AC-DMIS针对复合位置度的测量
必读 总结下我的2018年: 总的来说,穷的比较稳定!

















 2270
2270

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









