



用于水下航行器的新型小型硅橡胶浮力控制装置
引言
可变浮力系统有多种类型。一些方法中,船舶和水下航行器使用海水或铁球等压载物进行浮力控制。然而,这些方法会将含有来自其他地区生物的水排入非原生区域,对环境造成危害,这就是压载水问题。为解决该问题,下一节所述的浮力控制装置必须在不交换压载材料的情况下采用,这意味着其自身必须能够改变密度。
我们可以选择一种能够改变体积的机构,例如外部气囊。通过将油泵入气囊,可以改变总体积,从而引起浮力变化。其他浮力控制装置则通过电机推动和拉动活塞来实现体积变化。
水下滑翔机正在采用此类变浮力机构实现推进。其中一种方法考虑了深海中水压导致的耐压壳体变形,以计算滑翔机的精确浮力。然而,这些方法并未在水下航行器中广泛应用,因为相关系统往往过于庞大且结构复杂。
我们正在研究20世纪60年代末克拉克假说提出的基于抹香鲸的浮力控制方法,并开发了具有不同变容机构的浮力控制装置。抹香鲸通过使其头部的鲸脑油熔化和凝固来改变其浮力。换句话说,它利用了油在固态和液态之间的相变。这种方法对于我们的新型浮力控制装置而言非常理想,因为鲸脑油等固体材料似乎不仅具有足够的耐压性,而且不会发生物质交换。
我们选择了石蜡作为实际鲸脑油的替代品,其熔点约为 47°C,因为在先前的研究中我们所测试的材料中,它的体积变化率最大(约17%)。我们开发了多种使用活塞、橡胶片和金属波纹管的体积变化机构。然而,这些机构的尺寸相对较大,虽然可实现较大的浮力变化,但增加了装置重量,并需要大量的热量才能完全熔化石蜡。因此,我们需要更小型化的装置以减少所需热量。因此,本文的目标是制造一种小型浮力控制装置。作为一种体积变化机构,我们采用了一种由硅橡胶包裹固态或液态石蜡的方案。根据我们的实验结果,我们确认该装置能够改变其浮力。
变容机构制造
弹性材料选择
我们采用了一种气球状机构作为体积变化机构。石蜡被弹性材料包裹,当石蜡熔化并体积增加时,弹性材料随之伸展,从而使总体积增大。在制造该机构之前,我们比较了多种弹性材料的性能,以确定具有最适宜特性的材料。最终选择硅橡胶,因其具有较大的伸长率(330%)、较高的耐热温度(150°C)以及较低的比重(0.95)。
两个原型
我们制造了两个原型。第一个如图1所示。橡胶片的尺寸为 50×50×0.3毫米,其间夹有4克石蜡。体积变化的理论值 $ V_c $ 可通过以下公式计算:
$$
V_c = V_l - V_s = m \left( \frac{1}{\rho_l} - \frac{1}{\rho_s} \right),
$$
其中 $ m $ 为石蜡的质量,$ V $ 和 $ \rho $ 分别为石蜡的体积和密度,下标 $ l $ 和 $ s $ 分别表示液态和固态。将 $ \rho_l = 9.0 \, \text{kg/m}^3 $、$ \rho_s = 7.7 \, \text{kg/m}^3 $, 和 $ m = 4 \, \text{g} $ 代入公式(1)中的各个变量,得到 $ V_c = 7.5 \times 10^{-5} \, \text{kg/m}^3 $。
石蜡通过附着在橡胶片之一上的珀尔帖装置加热。该装置因其相变而产生的测得的体积变化为 $ 9.0 \times 10^{-5} \, \text{kg/m}^3 $,与理论值基本一致。理论值与测量值之间的差异是由于制造过程中有空气进入装置所致。
接下来,我们制造了另一个原型,以防止空气进入该装置。这种立方体型装置由一个带腔体的橡胶长方体、一个橡胶盖和石蜡组成。我们通过粘合六片硅胶橡胶片制作了一个长方体,其尺寸为 50×50×30mm。在将盖子粘合到长方体之前,我们可以轻松地将液态石蜡倒入腔体中。然而,当石蜡被熔化时,由于应力集中在角落处导致粘合部位损坏,石蜡从粘合线处泄漏。因此,必须为此类装置开发一种新的制造方法。
第三原型
我们最终设计了第三原型,解决了上述泄漏问题。如图2所示,我们采用圆柱形以减少应力集中。在圆柱体内,腔体环绕石蜡。腔体上形成曲率以减少应力集中。我们开发了以下制造方法来制作该装置。
首先,使用3D打印机制造了一个具有与图2所示相同形状腔体的模具。将液态石蜡倒入模具中并使其固化,得到具有腔体形状的固体石蜡。然后,使用3D打印机制造用于生产硅胶圆柱体的模具。图3展示了制造过程。将液态硅橡胶倒入圆柱形模具中,直至其高度达到模具高度的约三分之一(图3(1))。将固体石蜡和重物放置在硅胶上(图3(2))。在硅胶固化后,移除重物,再次倒入液态硅橡胶,直到完全包覆固体石蜡(图3(3)和(4))。之后固化硅胶后,我们将装置从模具中取出(图3(5))。图2右侧的照片显示了我们的装置。其直径为40 mm,高度为10 mm,内含8.5 g石蜡。
我们对体积变化进行了实验,发现空气反冲仍然存在,可能是由于模具的表面粗糙度引起的。因此,我们使用铝制造了模具,其表面比3D打印机中使用的树脂更精细。

第三原型实验
我们测量了第三台制造出的原型装置的浮力变化。图4显示了其实验装置。该装置通过线连接到横梁和重物,并浸入水箱中。我们使用应变片测量横梁上的力。首先,我们在石蜡处于固态时进行了实验。然后对装置进行加热,使石蜡完全熔化后再次进行实验。测得的浮力变化为 $ 1.87 \times 10^{-2} \, \text{N} $。
浮力变化的理论值可通过水的密度、重力加速度与液态和固态之间的体积差异的乘积得到,即 $ 1.6 \times 10^{-2} \, \text{N} $。测量值与理论值基本一致。
第三个装置的加热设备
两种设备
本文制造的装置需要加热和冷却以实现相变。我们为第一个原型使用了珀尔帖装置。然而,由于需要大量电力来熔化石蜡以获得更大的浮力变化,船舶或水下航行器将需要庞大的电池。因此,我们必须考虑一种能够将该装置应用于实际航行器的能源。
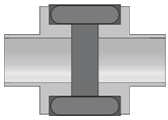
船舶通常采用热电联产系统,通过循环热水来浪费热量。热水的温度约为 80°C,可以熔化熔点约为 47°C 的石蜡。我们为开发的浮力控制装置制造了两种类型的加热设备,热水流经这些设备。图5显示了这些装置,它们均通过3D打印机制造。两个浮力控制装置可以放置在其上。

第一个装置(图5,左侧)在设备之间有一个铝制圆筒,用于有效传热。我们循环了热水,并尝试目视确认石蜡是否完全熔化。然而,由于设备外部温度过低,导致石蜡冷却,因此在水中并未完全熔化。
因此,我们制造了另一种设备(图5右侧)。我们去除了铝制圆筒,并增加了浮力控制装置与热水之间的直接接触面积。我们进行了相同的实验,发现即使在水中,石蜡也完全熔化。
设备实验
使用该装置,我们检查了装置是否下沉。通过泵和管道将热水循环注入装有两个装置的设备中,并目视确认石蜡已完全熔化。
然后,我们移除了泵和管道,以确认两个装置正常工作,并使用第二个装置测量了浮力变化。实验方法与第3节中所述基本相同。由于我们采用了双体积控制装置,浮力变化应为 $ 1.87 \times 10^{-2} \, \text{N} \times 2 = 3.74 \times 10^{-2} \, \text{N} $。
结果测得的浮力变化约为 $ 3.67 \times 10^{-2} \, \text{N} $,与理论值大致相符。造成差异的一个原因是两个装置中石蜡的质量不同。这些装置是手动制造的,这也可能是导致差异的原因。
讨论
单个装置的浮力变化值对于实际应用而言过小,且与装置数量成正比,即与石蜡的质量成正比。因此,在水下航行器表面布置大量装置可提高其实用性。在我们先前的研究中,使用了240 g石蜡,并成功实现了水下航行器的下潜和沉浮。为了获得相同的浮力变化,根据本文说明,我们必须至少使用29个装置,因为每个装置含有8.5 g石蜡(240 / 8.5 ≈ 28.2)。制造并布置29个装置是可行的,但我们必须考虑其在水下航行器上的布置方式。
尺寸较小的另一个优点是,当加热时石蜡能够完全熔化。通过选择需要加热的装置,还可以实现姿态控制。
另一个需要解决的问题是熔化石蜡并维持其液态所需的能量量。接下来我们计算单个装置中熔化石蜡所需的最小能量。由于石蜡的熔化热为 174 J/g,因此必须向单个装置提供至少 $ 174 \, \text{J/g} \times 8.5 \, \text{g} = 1.48 \times 10^{3} \, \text{J} $ 的热量才能完全熔化石蜡。我们必须持续供热以防止石蜡凝固,这将显著增加能源供应设备(例如电池)的尺寸。此外,还应开发一种隔热机制以高效利用所提供的能量。采用何种能源是另一项未来工作,尽管如3.1节所述,蓄电池和废热都是候选方案。
当我们在海洋中使用该装置时,必须考虑高压对石蜡和硅橡胶特性的影响。尽管本文仅研究了该装置的制造过程而未明确目标深度,但在制造后续装置时,我们必须考虑这一问题。
结论
本文提出了一种制造三种新型小型浮力控制装置的方法,该装置采用硅橡胶包裹石蜡,旨在开发一种无需交换压载材料的新型小型浮力控制装置。
所制造的装置体积足够小,可使内部石蜡完全熔化,并且其浮力无需活塞或电机等复杂机构即可轻松改变。我们已确认其中一种装置运行良好。此外,我们还开发了包含两个装置的加热设备,并验证了该设备能够正确改变浮力。未来工作将制造多个新型装置,并将其安装在实际船舶或水下航行器上。

















 18
18

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









