









摘要
电动铲运机不存在燃油废气污染的问题,井下通风量少,能源费用低;电动铲运机的结构比柴油机结构简单,可靠性高、维修量小、可运转时间长、设备利用率高;电动铲运机的电力—液压系统平滑地无极调速,加上其装运能力大、运转循环快,因此经济性能好。电动铲运机的噪音也远比柴油铲运机低,而且柴油机释放的热容量数值为等效电动机的18倍,因此电动铲运机的工作环境温度也较低,改善了操作者的作业条件。
内燃铲运机的动力机是发动机,电动铲运机的动力机是电动机,实际上不管是内燃机的还是电动机的,他们的工作原理,结构原理基本上都是一样的,同时他们的工作系统、转向系统、控制系统均为液压系统,以液压油作为传递能量的介质。
1 新型自动排缆装置的设计
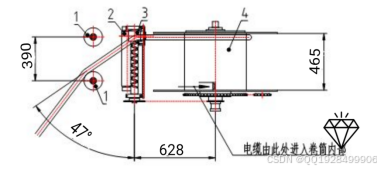
1.1新型机械自动排缆装置总体结构设计
新型机械自动排缆装置系统的结构设计的要求、原理设计、关键零件的材料选择
1.结构设计的要求
(1)功能要求:满足电动铲运机的日常使用要求,能够在电动铲运机做前进、后退、停止时,电缆卷筒同步的做到电缆的放出、回收、停止转动,机械自动排缆装置能够使电缆按照规定的顺序将电缆在滚筒上排列整齐。
(2)使用性能:具有满足使用情况的力学性能,工作过程当中具备足够的强度、硬度、韧性等机械性能
(3)工艺性能:在现有的加工条件下,采用更低成本,更高的生产效率的机床加工出来。
(4)工作状况性能要求:适应工作状况,具有保护罩可以防止泥水、油污等杂物落入加剧磨损。
(5)维修性能要求:结构简单便于维修,便于清洗添加润滑剂。
2 原理设计
双向螺杆自动排缆装置,结构相对简单,是新型自动排缆装置的设计基础。
双向螺杆上带有两段导程相同,旋向相反首尾相接的矩形螺旋线,这样做的目的是为了在月牙滑块走到一端时能够自动返回,改变移动方向实现沿着双向螺杆轴线做往复直线运动,从而达到排缆的目的。
新型自动排缆装置的从动链轮与卷筒的主动链轮之间需要设定固定值的传动比,经过变速机构传递过来的动力,带动卷筒旋转双向螺杆相应的带动月牙滑块移动一定的距离。通常情况下当卷筒旋转一圈之后月牙滑块带动导向器移动的距离为一个电缆直径的长度,从而达到使电缆紧密的排列在一起。对传动比产生影响的主要有以下因素:
①电缆直径
电缆采用不同的规格,电缆受张力后,直径会有所变化,变化前后的直径数值通过实际的测试和试验来得到。
②缠绕圈之间的间隙
为防止外层电缆受张力后陷入里层引起电缆损坏,必须减少圈与圈之间的间隙。
③双向螺杆的加工精度及工艺成本
高精度、长距离的螺旋传动和行程终点螺旋线的高精度重合决定了双向螺杆加工较困难,需要依靠数控设备及有经验的工人技师完成,生产成本较高。降低生产成本是双向螺杆自动排缆装推广应用的关键。
双向螺杆和月牙滑块的材料选择
3 针对上述可能出现的故障采取了以下方案的设计
1.针对电缆与导向器之间摩擦问题造成了电缆的过度磨损,减短电缆的使用寿命,将电缆与导向器之间的滑动摩擦改为滚动摩擦。
2.针对导向器刮落电缆的泥土等,落入螺纹副中破坏润滑条件的问题。将导向器布置在螺杆的下方。
3.针对表面粗糙度达不到技术要求,加工成本高的问题,双向螺杆采用由两种材料组装而成,内部采用金属材料保证整体足够的机械性能,外部采用其他材料以保证耐磨性,降低加工成本提高表面的加工精度。
4.双向螺杆无密封,在运行的过程中可能油污,泥水等飞溅进入螺纹副中,在装置上面装上可伸缩的保护罩,来防止油污溅入。
第四章新型机械自动排缆装置计算
4.1所使用电缆的受力分析
熟悉自动排缆装置的关联部件,可以了解自动排缆装置的受力状态,确定所受力的来源、大小、方向,更好的做好自动排缆装置的受力分析。
电动铲运机在地下巷道和采场内作业,其供电电缆的工作环境恶劣,不但潮湿、高温,而且还有巷道底板或矿岩对电缆的机械磨损和损伤。
1电缆所受的主要机械应力
(1)弯曲力
电缆在卷筒卷绕的过程当中,不断的受到弯曲力的作用,所以电动铲运机所用的电缆受到了弯曲应力的作用。合理的设计卷筒的尺寸,可有效的减小电缆所承受的弯曲应力。此外电动铲运机在行进转弯的过程当中,容易造成电缆在岩石之中卡死,造成电缆处于极限弯曲,但这中情况在工作过程当中是几乎不可能避免的。
(2)拉伸和牵引
电缆卷筒在卷绕的过程当中因为随着缆线的增加,电缆会受到拉力的作用。当其他设备从上部通过,或者被其他重物压着的过程当中,会造拉力的突然增大,通常情况下这种拉力非常大,一旦未及时发现有可能造成电缆被拉断,影响工作的进行。
(3)磨损和磨蚀
电动铲运机在工作过程当中,电缆难免要放在地面上,在放置的过程当中,难免要接触到地上的尖锐的石块,或者带有刀刃状的石块,在接触的过程中造成电缆外皮被划伤,磨损严重情况下会使电缆损坏。
(4)扭力
电缆处于拉伸状态时,会发生扭转。电缆绕电缆轴线方向发生扭转的作用
(5)冲击和压力
在电动铲运机工作的过程当中,有可能会受到落下的是石头,在上面走过的其他的设备对电缆的冲击,电缆所承受的突然的压力。
综上所述,由于弯曲、牵引、拉伸、磨损、冲击、压力和扭转,或由于这些因素的相互结合产生机械应力,会加速电缆的损坏。
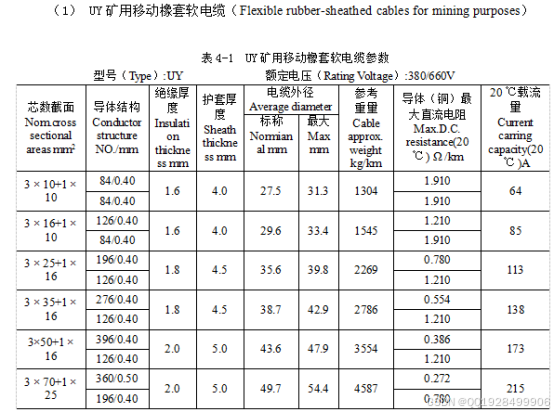
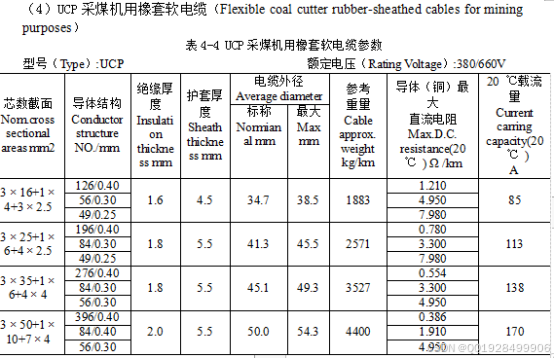
2 电动铲运机常用电缆的规格及结构
目前,国内外电动铲运机所配置的电机主要为380v的交流电机,使用的电缆均为圆型断面的橡套软电缆,符合铲运机使用要求的有以下四种,各种电缆的特性参数分别列于表4-1、表4-2、4-3、表4-4中。
4 整体结构的强度校核计算
根据最危险工作状态,绘制出受力分析如图下图所示:
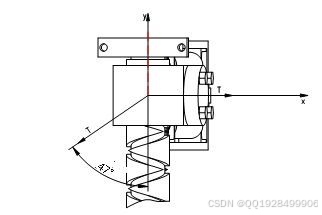
图中,T即为电缆托辊处电缆所受的张力,由式(4-2)计算知T=280.13N。
由于本结构传动精度不高,所受力较小,而且从整个装置的使用情况分析及受力分析来看,装置中工作条件最差且最易失效的零件是月牙滑块;同时本次设计中螺杆螺旋部与月牙滑块的材料相同,均为自润滑性能和不粘性能良好的超高分子工程塑料UHMW-PE,其耐磨性能相同,螺杆螺旋根部截面积远大于月牙滑块,其剪切强度也远高于月牙滑块;故仅对月牙滑块的受力进行理论分析计算。对螺杆刚度、临界转速等不予考虑。
5 双向螺杆的加工方法及取得的成果
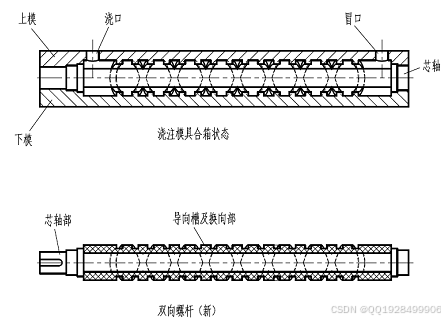
钢塑双向螺杆的制造,首先,制作筒形有导向螺纹槽的模具和45号钢芯轴。其次,模具内表面涂脱模剂,并在模具中固定好钢芯轴。最后,利用模压成型技术,称取配好的超高分子量聚乙烯粉料,放入涂有脱模剂的模具中,加压5 MPa左右,因为不是为了成型,仅仅是为了排除原料中的空气,使原料密实,增加热导率,减少烧结时间,所以压力不用太大;把模具放入加热炉中进行加热40分钟左右,加热温度为195℃左右。取出模具放到压力机上,边加压8~12MPa(压力的大小根据不同的情况有所不同)边冷却,冷却到65~75℃;开模取出制品,修整飞边,进行定型,制成复合材料的双向螺杆。工艺过程如图所示。
钢塑符合材料的双向螺杆在制造的时候,应该先制作带有导向螺纹的外模的模具,还有45号钢的芯轴,在组装模具之前应该在带有导向螺纹的外模的模具上面涂抹脱模剂。将芯轴放入模具中并且固定好,最后利用挤出成型技术将变成溶剂的超高分子量聚乙烯材料压入模具之中,并且提前加压到5MPa左右,因为不仅仅是因为为了使其成型,仅仅是为了排除模具内部的空气使材料更好的充满型腔,不发生空腔现象,达到密实的程度。然后将材料加热到190摄氏度左右,观察被加热材料的粘性和流动性的变化,达到适合压入的标准时将材料压入模具当中,并且加大压力达到10MPa左右,然后随着空气进行冷却,压力保持不变,等温度降到70摄氏度左右的时候,泄压开模具,取出成平,修整毛刺,进行检测并定型。双向螺杆制作完成。
6 得到的成果
使用钢塑复合材料所制造的双向螺杆,制造工艺相对于一种材料制造的双向螺杆来说,降低了双向螺杆的制造成本,提高了生产效率,使双向螺杆更容易达到设计的要求,其内部的芯轴保证了双向螺杆本身的机械强度,外部的超高分子材料更容易减小摩擦力。使用钢塑复合材料更容易达到设计要求。
7 结论
电动铲运机的自动排缆装置是电动铲运机为了能够使电缆能够在卷筒上实现有序的排列,能够扩大电动铲运机的工作范围。我国曾经对外国的电动铲运机的自动排缆装置进行过一定的仿制,但是由于材料本身耐磨性能达不到要求所以并没有太大的利用价值。针对这些问题开展了如下的工作,在原有的基础上改进和创新工作如下:
1.分析了机械自动排缆装置在国内外的研究状况和使用现状,对于机械自动排缆装提出了关键的技术问题。
2、建立了自动排缆装置的(主要组成部件)故障树模型并进行了可靠性分析,找出了自动排缆装置产生故障的主要原因。
3、设计了新型结构的自动排缆装置,对主要部件进行三维设计。
3.针对机械自动排装置产生的故障的原因,对其进行了具有针对性的设计。
4、对主要部件的设计方法和注意事项进行了总结,同时,对主要部件的进行了受力状态分析及强度校核计算。
4.对于主要部件的设计存在的问题进行了归纳,同事对于机械自动排缆装置的主要受力部件进行了受力状态的分析,并且对其强度进行了校核。
5、对于新型自动排缆装置才用了新型的制造工艺的设计。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









