






舵机换向阀图纸的那些事
在东莞伟创动力工作的这些年里,我接触过的舵机换向阀设计图纸不少于百套。虽然这东西看起来很简单,但若要绘制出一张可以直接用于生产的图纸,其中的技巧和细节却非常丰富。今天,我就来和大家谈谈那些常常被忽视的图纸细节。
尺寸标注的玄机
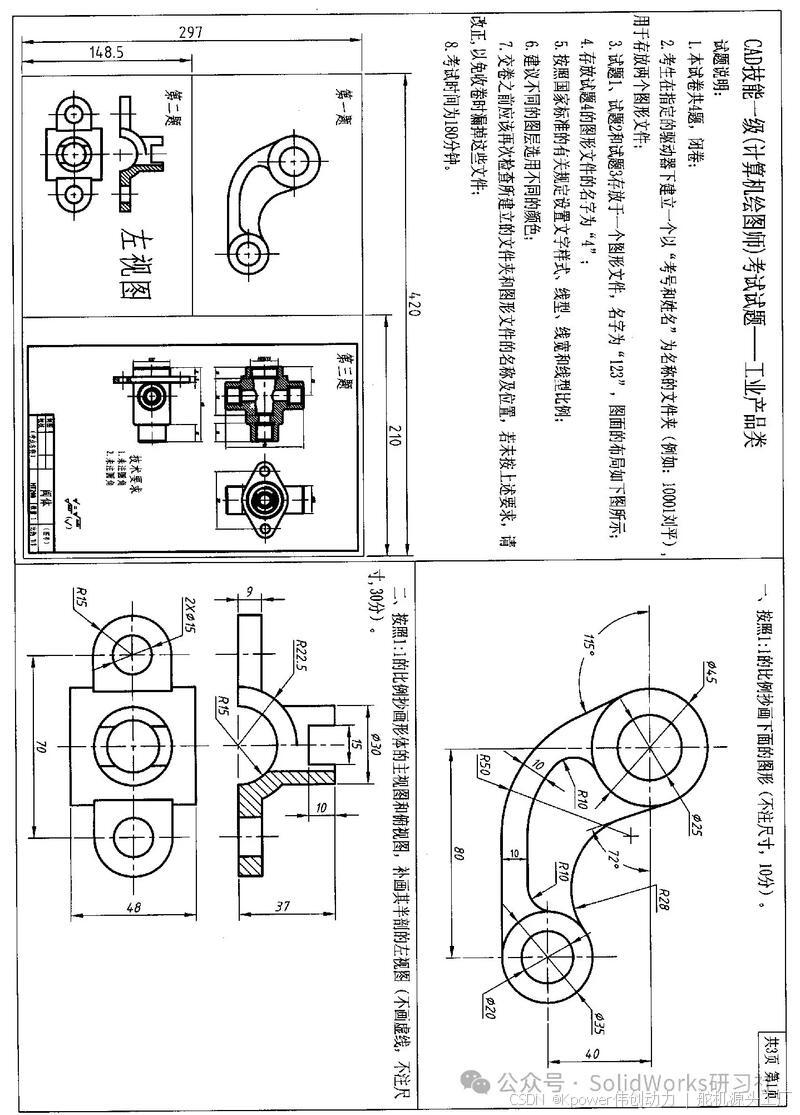
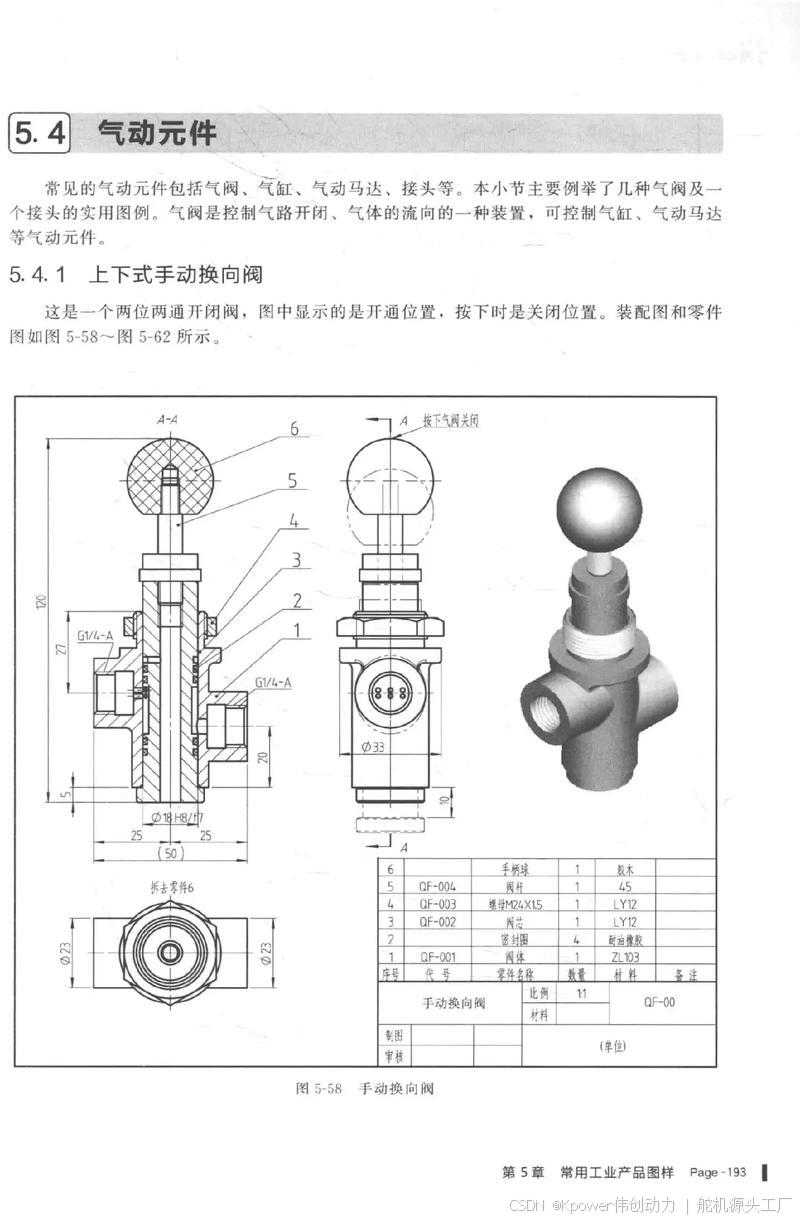
图纸上一目了然的是那些尺寸线条。然而,许多人并不了解,这些标注的顺序实际上会影响到加工的效率。我们通常都是从基准面开始进行标注,这样做可以避免工人频繁地进行计算。以阀体厚度为例,它被标注在剖面图上,如果直接标注在主视图上,很容易造成误读。
公差标注确实是一门深奥的学问。记得有一次,我看到一张图纸,上面所有的尺寸都标注了±0.1,但在装配过程中,我们发现有些地方需要±0.05的公差才能达到密封效果。,我们现在在处理关键密封面时会严格控制公差,而对于非关键部位则适当放宽,这样既能确保产品性能,又能节省成本。
材料选择的讲究
图纸的右下角那个材料栏,可别随意填写。304不锈钢听起来挺高端,但用在液压阀上,可能比不上316不锈钢的耐腐蚀性。曾经有位客户为了节省成本,选择了201不锈钢,结果不到三个月就生锈穿孔了。所以现在,我们都会在图纸的备注栏明确指出:"如果介质是海水,改用316L不锈钢。"
热处理的相关要求详细记录。比如,对于材料,需明确标注硬度范围为HRC2832。曾经有供应商在查看图纸时发现硬度要求未注明,便按照常规的HRC22硬度进行了处理。结果,齿轮安装后仅两个月便全部损坏。,我们现在将热处理的相关参数直接标注在材料栏的旁边。
密封结构的细节
O型圈沟槽的图纸常常会出现错误。槽宽比线径大0.2毫米,这是理想尺寸,然而有些人却直接标注了标准尺寸,忽略了不同厂家线径公差的差异。,我们现在在标注时都会提醒:“在装配前,实际测量O型圈的截面直径。”
阀芯的锐边倒角常常被人忽视。没有标注倒角的图纸,工人们可能会随意用砂纸打磨几下。这样一来,装上去后密封圈就会被划伤。,我们现在在技术要求中明确指出“所有锐边倒角应为0.2×45°”,并且附上局部放大图以便于参考。
加工工艺的暗示
图纸上的智慧之处在于它会提示加工技巧。例如,对于深孔钻的引导角度,我们通常会在尺寸标注旁边加上一个小小的钻头图标。车削部分用粗实线标示,而铣削区域则用虚线来表示。经验丰富的师傅只需一眼便能明了如何进行装夹。
有一次我发现那张设计图将螺纹的退刀槽设计成了直角形状,按照图纸进行加工后,根本无法进行退刀操作。,我们现在在图纸的空白区域绘制了退刀槽的局部详细图,并在旁边标注了“按照GB/T31997标准进行加工”。
表面处理的猫腻
标注镀层时不可仅写“镀硬铬”,还需明确厚度范围舵机厂家伟创动力舵机品牌伟创动力,即0.03至0.05毫米,若未注明,可能实际镀层仅为0.01毫米。曾有一张图纸遗漏了“镀前喷砂”的标注,导致镀层附着力不足,仅半年时间就出现了起皮现象。
绘图要求精确,特别是喷涂部分。我们在技术规范中明确指出“喷塑层的厚度需在0.15至0.2毫米之间,且需经受盐雾试验500小时”。然而,有一家供应商在未看到盐雾试验要求的情况下,选择了价格较低的粉末涂料,结果仅三个月就出现了生锈现象。
检验要求的重点
在图纸上进行重要检验点的标记,例如阀座密封面应注明进行“100%气密性测试”。然而,有些批次的产品遗漏了这一标注,质检环节仅进行了抽样检验,导致未能发现几件存在瑕疵的产品。
检测硬度时,需详细记录检测位置。我们在图纸中通过圈注字母来标记检测点,并在技术规范中明确指出“进行三点检测并取平均值”。曾经有供应商仅在最坚硬的区域进行检测,企图蒙混过关,但设备安装后仅一个月便出现了磨损。
阅读完这些内容,我想问问大家,在审查图纸的过程中伟创动力,你们最关心的是哪些方面?是尺寸的允许误差,还是选用的材料类型?不妨分享一下你们的见解。


















 177
177

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









