



当前贵金属市场中,铂金价格持续高位运行,而全球铂矿储量稀缺、开采成本高昂,导致原料供应日趋紧张。与此同时,环保政策对工业废液排放的管控不断升级,制药、化工等依赖铂金的行业,面临着含铂废液中贵金属资源流失与环保合规的双重挑战。事实上,制药母液、化工催化残液、废催化剂拆解废水等工业废液中,蕴含着可观的铂金资源,高效回收此类资源不仅能缓解原料压力,更能实现资源循环利用。
传统含铂废液回收工艺普遍存在杂质干扰难以摆脱、处理流程繁琐、回收效率低、资源浪费严重等技术痛点。本文聚焦Tulsimer®系列吸附树脂在铂金回收中的应用,详细阐述基于该树脂的“吸附富集-分离提纯-再生回收”闭环工艺原理,并结合实际工程案例,探讨其在不同工况下的技术优势与应用价值。
一、含铂废液回收的核心技术瓶颈
工业含铂废液成分复杂,回收过程中面临的核心技术难题主要体现在以下几方面:
-
选择性不足:废液中常混有K⁺、Na⁺、Cu²⁺、Fe³⁺等大量杂质离子,传统工艺难以精准分离铂金离子,导致回收产品纯度无法满足高端生产需求;
-
工况适配性差:不同行业的含铂废液pH值差异较大(酸性至碱性),传统工艺需分批次调节pH、多级过滤预处理,流程繁琐且增加额外成本;
-
回收效率偏低:普通吸附材料(如活性炭、常规树脂)吸附容量小,对低浓度含铂废液(如mg/L级)处理效率低,部分场景下甚至出现回收成本高于资源价值的情况;
-
资源浪费严重:传统工艺对低浓度含铂废液的回收率普遍不足75%,大量铂金资源随废液排放流失,同时增加环保处理压力。
二、Tulsimer树脂核心特性与闭环回收工艺原理
针对传统工艺痛点,基于Tulsimer®系列专用吸附树脂构建“吸附富集-分离提纯-再生回收”闭环工艺,通过树脂与工艺的深度协同,实现含铂废液中贵金属的高效回收。
2.1 Tulsimer®系列树脂核心特性
Tulsimer®CH-95与CH-97两款专用树脂是铂金回收工艺的核心载体,其独特的结构设计赋予优异的选择性与适配性:
-
Tulsimer®CH-95树脂:表面修饰甲基硫醇基团,可与Pt²⁺、Pd²⁺形成稳定的硫醇盐配位结构,实现复杂体系中目标离子的精准锁定;具备宽pH适配特性(pH 0-14),无需复杂预处理即可适配不同类型含铂废液,尤其适用于低浓度(mg/L级)含铂废液的深度回收。
-
Tulsimer®CH-97树脂:聚焦大吸附容量与高效再生特性,单批次吸附量可达150g/L,远超传统活性炭与常规树脂;再生条件温和,采用10%-15%盐酸即可完成树脂再生,大幅提升单位时间处理效率,适配化工催化废液等规模化处理场景。
2.2 闭环回收工艺全流程解析
基于Tulsimer树脂的闭环工艺通过三步协同实现铂金资源的高效回收与资源化利用:
-
吸附富集阶段:含铂废液以优化流速通过装填Tulsimer树脂的吸附柱,在适宜温度条件下,废液中的Pt²⁺、Pd²⁺与树脂表面功能基团特异性结合形成稳定络合物,实现目标离子的快速富集;树脂的宽pH适配特性可避免复杂的预处理环节,降低工艺复杂度。
-
分离提纯阶段:在吸附过程中,K⁺、Na⁺、Cu²⁺等杂质离子与树脂功能基团的结合能力极弱,随废液直接排出;借助Tulsimer树脂的高选择性,实现贵金属与杂质的深度分离,中间产物纯度可满足多数工业回用要求。
-
再生回收阶段:当树脂吸附达到饱和后,采用10%-15%盐酸在特定温度与流速条件下进行酸洗再生,定向破坏树脂表面的配位络合物,使Pt²⁺、Pd²⁺重新释放到解吸液中;随后通过电积或沉淀工艺对解吸液进行精细化处理,提取得到高纯度铂粉/钯粉,可直接回用于生产;再生后的Tulsimer树脂可循环复用,降低耗材成本。
2.3 工艺优势对比:传统工艺vs Tulsimer树脂工艺
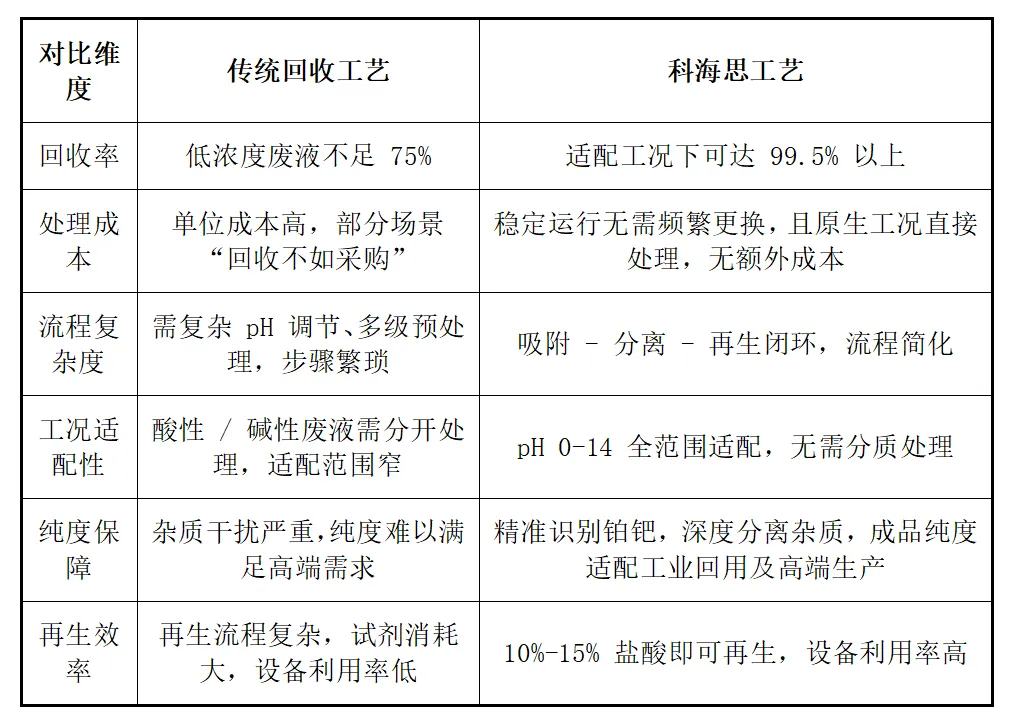
与传统工艺相比,基于Tulsimer树脂的回收工艺在核心性能指标上具备显著优势:
-
选择性:可精准分离Pt²⁺、Pd²⁺与杂质离子,回收产品纯度更高;
-
适配性:宽pH范围适配,无需分批次处理不同类型废液;
-
效率与成本:大吸附容量+温和再生条件,提升处理效率的同时降低再生成本;
-
回收率:低浓度废液处理回收率可达99.5%以上,远高于传统工艺的75%。
三、Tulsimer树脂在铂金回收中的工程应用案例
以下通过两个典型工程案例,验证Tulsimer树脂在不同工况下的实际应用效果。
3.1 案例1:药企低浓度制药母液铂金回收
某大型药企生产过程中,铂金催化剂存在微量泄漏,产生含铂量0.5mg/L的制药母液。传统工艺无法实现此类低浓度废液的高效回收,导致资源流失与环保压力。
解决方案:采用Tulsimer®CH-95树脂构建吸附回收系统,在工艺后段直接部署吸附柱,无需复杂预处理。
应用效果:经全流程处理后,出水铂含量达到“未检出”标准,远优于预设的0.01mg/L排放标准,实现低浓度含铂废液中贵金属的全量回收。
3.2 案例2:化工催化含杂废液铂金提纯回收
某化工企业含铂废液中,Pt浓度仅0.03g/L,且含有大量铜、铁等杂质离子,传统工艺因选择性不足,回收产品纯度无法满足高端催化剂生产需求。
解决方案:采用Tulsimer®CH-97树脂为主的全流程回收工艺,利用树脂高选择性实现贵金属与杂质的深度分离。
应用效果:最终提取的铂金纯度满足企业高端催化剂原料要求,资源回收率提升至99.5%以上,实现回收资源的资源化复用。
四、Tulsimer树脂回收技术的资源循环价值
基于Tulsimer树脂的铂金回收技术,不仅解决了工业含铂废液的处理难题,更实现了资源循环利用的多重价值:
-
对企业而言:通过回收废液中的铂金资源,降低原料采购依赖,同时减少环保合规风险,实现降本增效;回收得到的高纯度铂粉可直接回用于生产,提升资源利用效率。
-
对行业而言:推动贵金属资源的循环利用,缓解矿产开采压力,助力化工、制药等行业向绿色低碳转型。
-
对社会而言:响应资源循环利用相关规划要求,实现工业废弃物的资源化利用,助力环境保护与可持续发展。
在铂金资源稀缺与环保管控趋严的双重背景下,含铂废液的高效回收已成为相关行业的必然需求。Tulsimer®系列专用吸附树脂凭借其高选择性、宽适配性与高效再生特性,与闭环回收工艺深度协同,有效突破传统工艺痛点,实现了不同浓度、不同工况含铂废液中贵金属的高效回收。
从低浓度制药母液到高杂质化工催化废液,实际工程案例验证了Tulsimer树脂回收技术的可靠性与适配性。未来,随着树脂材料与工艺技术的持续优化,Tulsimer树脂在贵金属回收领域的应用场景将进一步拓展,为资源循环利用提供更高效的技术支撑。

















 8万+
8万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









