







【超声波焊接】塑胶紧固件设参考
超声波焊接概念及特性
超声波概念
何为超声波:超声波是指频率大于20000Hz以上的声波,超声波是声波大家族天中的一员,其超出了人耳听
觉的上限(20000Hz),故而得名超声波。
超声波的方向性好,穿透能力强,易于获得较集中的声能,可用于于测距、检测、清洗、焊接、
碎石、杀菌消毒等,在医学、军事、工业、农业上有很多的应通。
本文所介绍的超声波焊接就是超声波在塑胶焊接领域的一个典型应用。
超声波焊接概念
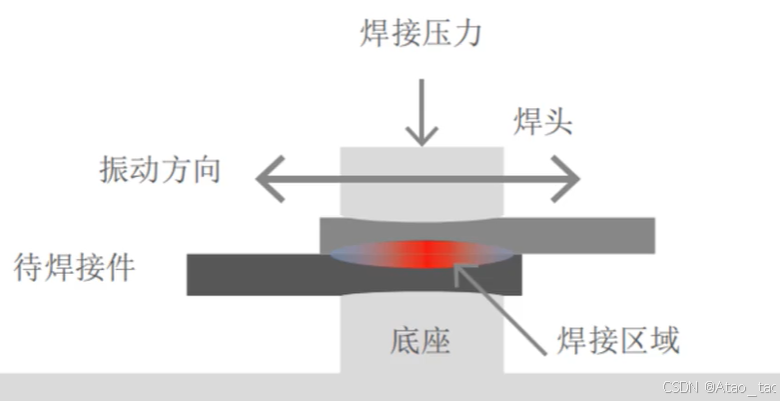
超声波焊接是利用超声波振动频率,接触摩擦产生热能而使两个塑胶件在焊接界面熔融而固定在一起。
超声波焊接是一种快捷、干净、有效的装配工艺,用于满足塑胶件高强度装配要求,是广泛使用的一种先进装配技术,适用于多种类型的塑胶件装配。
正常情况下,超声波焊接具有较高的抗拉强度,可以取代溶剂粘胶以及机械紧
固等装配方法,同时还可以具有防水、防潮的密封效果。
特性
从超声波焊接的角度,超声波具有三个非常重要的特性,这三个个特性与超声波
的焊接质量密切相关,是超声波焊接过程中发生的诸多现象的限源。
理解这三个特性有助于理解超声波焊接的工艺要求,产品设计工程师从而可以
正确的设计超声波焊接结构来满足超声波焊接的工艺要求,提高超声波的焊接
质量。超声波的三个特性、产生的焊接现象、及其对塑胶件结构设计要
| 超声波特性 | 超声波焊接现象 | 塑胶件结构设计要求 |
|---|---|---|
| 能量大 | 超声波焊接的基础超声波焊接的强度高焊接面损伤零部件损坏 | 增加圆角,提高焊接件的强度重要零部件远离焊接区域超声波焊接后再装配重要零部件 |
| 直线传播 | 定向而集中超声波不能跨越孔、洞进行传播 | 增加焊头与焊接零件的接触面积避免超声波能量传导路线上出现孔、洞 |
| 衰减性 | 在无定形塑胶中衰减小在半结晶塑胶中衰减大 | 避免远程焊接,特别是对半结晶塑胶 |
超声波焊接原理
超声波焊接的工作原理原理是通过超声波发生器将50/60赫兹电流转换成15、20、30或40千赫兹电能,被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的调幅器装置传导到焊头。
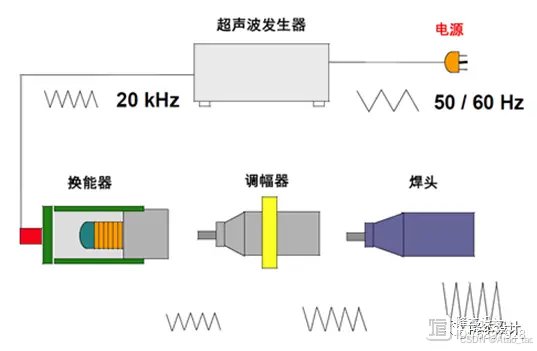
焊头将接收到的振动能量传导到待焊接塑胶件的界面,在该区域我,振动能量被通过摩擦方式转换成热能,将塑料熔化,振动停止后维持在塑胶件上的短暂压力使两塑胶件以分子连接方式凝固为一体。
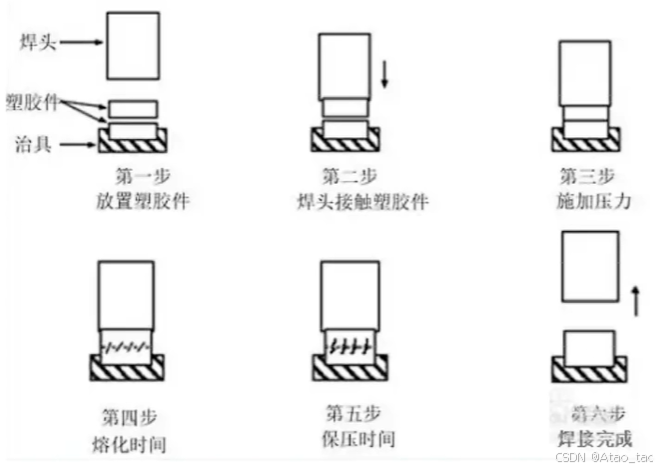
超声波焊接工艺简要介图解
超声波焊接性能
塑料焊接特性
| 塑胶材料 | 20千赫兹下振幅(微米) | 近程焊接 | 远程焊接 |
|---|---|---|---|
| 无定形塑料 | |||
| ABS |
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 805
805

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









