




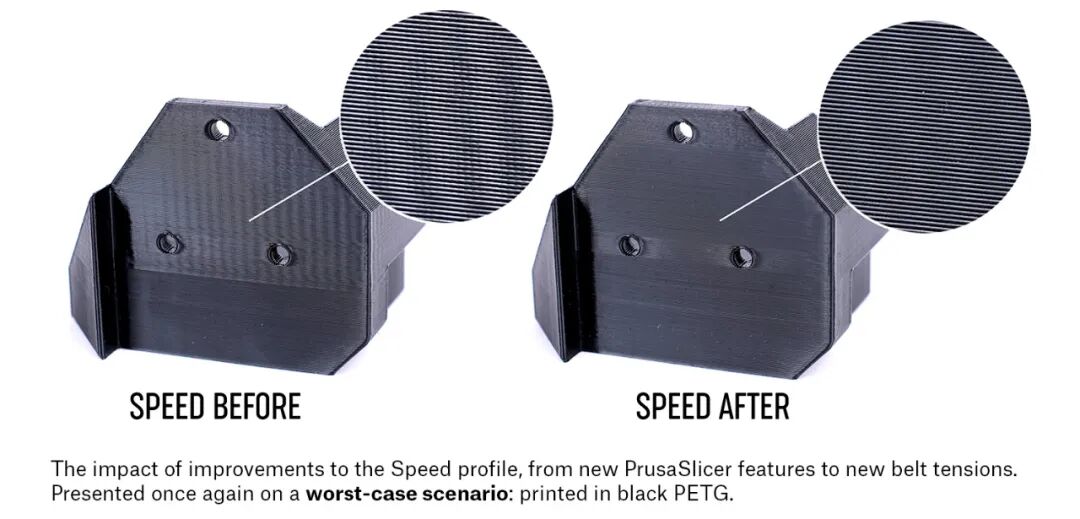
近日,Prusa宣布在3D打印质量方面取得重要进展,他们重点攻关解决了3D打印作品中的Z轴振纹(Vertical Fine Artifacts,垂直精细伪影)及表面光泽度不均匀问题。
Prusa表示,对VFAs的攻关工作意外带来了全面性突破——如今所有打印件都能获得显著提升的表面光泽。这项全新功能已集成至PrusaSlicer软件,且市场上几乎所有的3D打印机都能从中受益,该解决方案完全开源。本文内容很长,涉及到为什么光泽度会不好,为什么会产生振纹,以及是如何解决的。
在推出新款打印机前,会通过CT扫描和多传感器系统进行大量测试,确保设备具有优秀的精度。对许多用户而言,这正是"顶级打印质量"的意义所在——设计即所得。但Prusa对品质的追求不仅限于打印件的强度或精度,同样注重出色的表面处理效果。换言之,可以从多个维度来全面衡量打印质量。干货摘要:
- PrusaSlicer的2个新功能
- 优化打印配置文件
- 全新皮带校准功能
- 最终效果:实现均匀表面光洁度+显著抑制带状纹
样件表面光泽度不一致
很多人此前都遇到过这种情况:打印模型时,不知为何模型部分区域呈光泽质感,而其他区域却为哑光质感,形成难看的水平条纹。这种现象在机械零件上尤为明显——这类零件常使用黑色PETG材料打印,而该材料本身极易呈现强光泽效果。
产生此问题的根源在于“冷却降速”功能。当打印横截面较小的图层时,打印机必须降低速度,让高温塑料在打印下一层前有充足时间冷却固化。若不开启该功能,模型会发生变形。但恰恰是这一操作,导致材料呈现出不同的光学特性,进而造成表面质量不一致。部分材料对此现象更为敏感,而另一些材料则不易显现该问题。

对于哑光PLA,除非仔细观察,否则很难看到差异
传统方法存在的问题
所有基于Slic3r开发的切片软件,在处理此类场景时均采用同一方式:强制打印机在打印该层时,降低整个打印过程的速度。问题在于,打印光泽度材质时,速度的变化会改变材料的反光率及整体外观。更严重的是,降速有时会迫使打印机运行在特定速度区间,导致机架产生振动或共振;而这些振动会传递至打印件,最终造成打印件表面质量不均,且外观出现明显瑕疵(即前文提及的VFAs)。
上述所有问题均可在PrusaSlicer的G代码预览功能中直观查看:只需切换至“速度”模式,若想观察更精准的情况,切换至“实际速度”模式更佳。
含全新“表面一致性”选项新软件版本
PrusaSlicer新版测试版(Beta)新增一项重要改进功能——“表面一致性”。这一全新冷却策略的智能化程度大幅提升:它会优先选择降低非可视区域(如填充结构)的打印速度;仅在绝对必要时,才会降低外围轮廓的打印速度,即便如此,也会在轮廓环的最后一段保持初始打印速度。通过这一设计,可实现整个模型打印速度的高度稳定,进而获得更均匀的表面光洁度。
使用黑色PETG材料时,该改进带来的效果十分显著;而使用哑光材质时,效果虽更细微,但仔细观察仍能发现差异。用户可以在耗材设置-冷却-冷却减速逻辑菜单中切换回旧版模式。
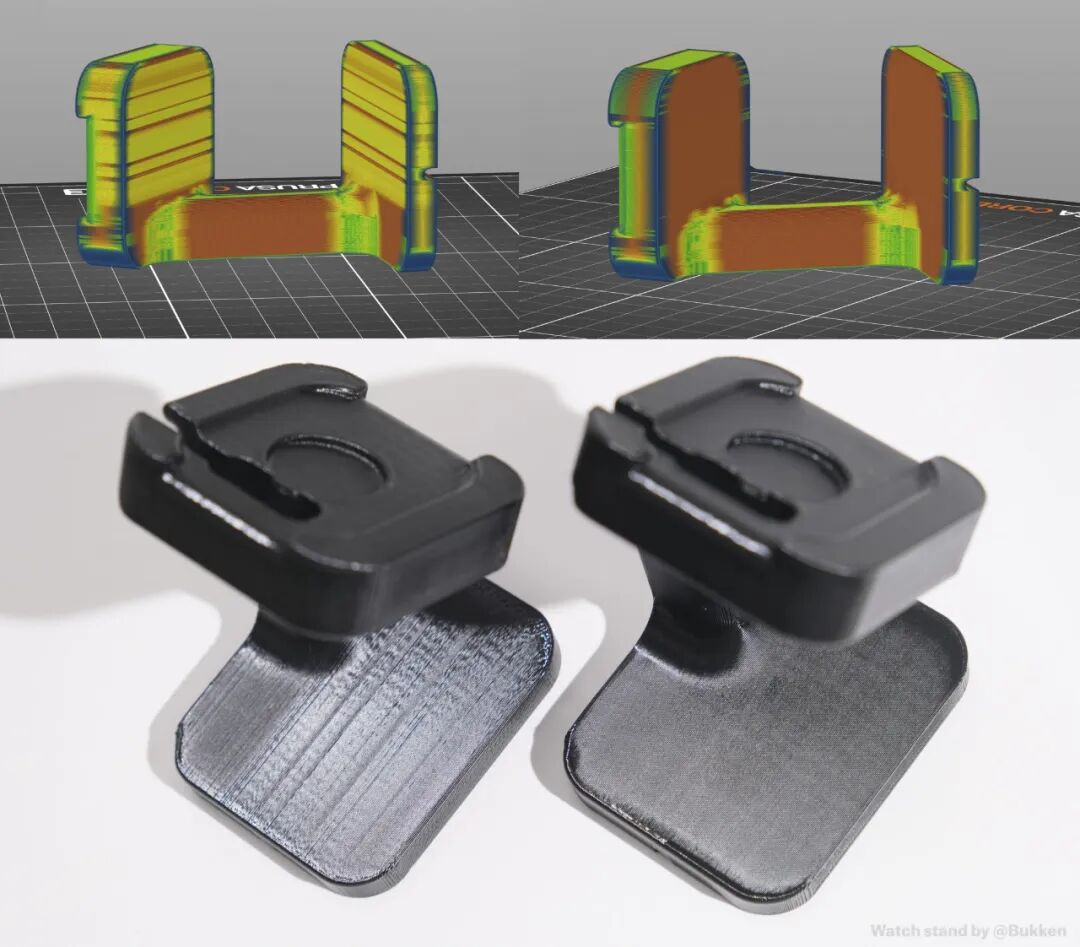
使用黑色 PETG 时,改进最为明显
顺便提一句,在处理这个问题的过程中,注意到OrcaSlicer有一个名为“Don’t Slow Down OuterWalls(外壁不减速)”的功能,该功能尝试通过另一种方式解决此问题。具体来说,“igiannakas”在这一功能的开发上付出了大量努力,做得非常出色。Prusa的实现方案虽与之不同,但能达成类似效果,且稳定性足以支持将其设为默认开启状态。两者的核心区别在于,Prusa的方法在冷却减速计算过程中,仍会将外部轮廓纳入考量,同时还采用了其他一些巧妙的优化手段。
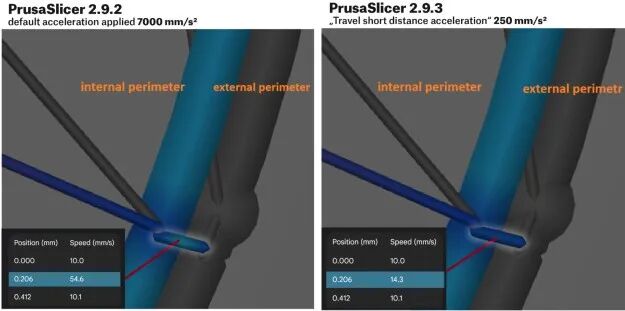
通过特定短距离移动加速度
降低外表面振纹
为减少振纹(或“重影”)瑕疵,Prusa针对另一振动源展开了优化:轮廓间极短的移动行程。这类移动距离极短、耗时几乎可忽略,却会引发程度惊人的晃动。
背后原因如下:这类移动行程的方向通常与轮廓壁垂直。当打印机以默认的高加速度执行该移动时,会产生剧烈的冲击,进而导致整机振动。行业内常用高强度输入整形技术来避免边角圆弧化问题,但我们当前的参数设置在应对这类特定的短距离快速移动时效果不佳。
PrusaSlicer中的全新切片策略解决了这一问题。该策略会自动对外部轮廓上这类极短距离的移动行程采用更平缓的低加速度,而常规移动行程仍保持高速。这种针对性的减速能在最关键的位置抑制振动,不仅让尖角附近的表面更平整光洁,还不会对整体打印时间造成影响。
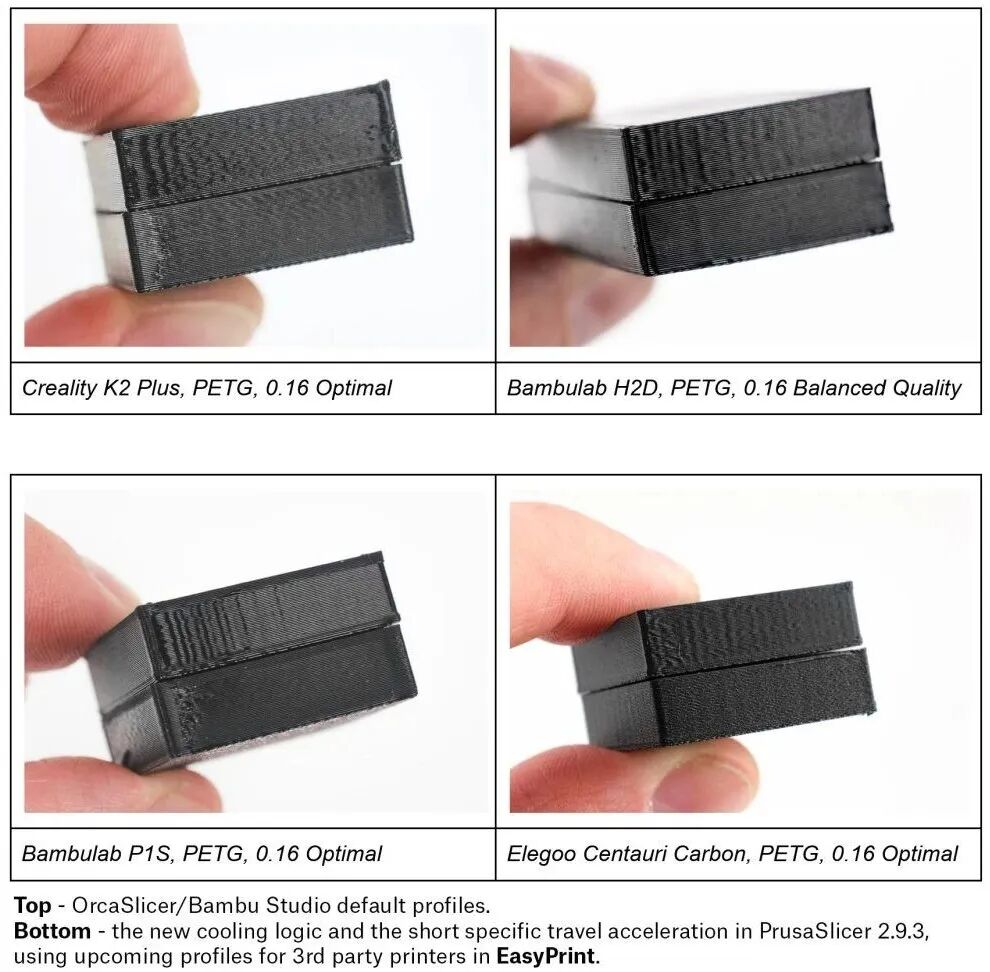
Prusa最初的优化重点主要放在CORE One上,但后续发现,这一优化同样能提升XL以及MK4/S的打印质量。Prusa甚至在市场上其他品牌的打印机上测试了全新的冷却逻辑与特定短距离移动加速度功能,结果显示这些设备也同样能提升打印质量。
VFAs指的是挤出过程中产生的微观缺陷,这类缺陷会在每一层的相同位置重复出现,最终在模型表面形成垂直纹路。这些纹路极其细微,从10μm起就能被观察到,而大家见过的最严重情况,其峰谷差约为40μm。这个尺寸小到许多测量设备都难以稳定捕捉,用手甚至都无法触摸到。但由于光泽度高的耗材(如亮面PLA、PETG)具有特定的光线反射特性,这些纹路会通过光影变化显现出来。换句话说,VFAs本质上是一种光学可见的瑕疵。

而且这是一种“一旦看见就再也无法忽视”的瑕疵。只要你学会通过旋转光面3D打印件(比如用黑色PETG耗材打印的零件),让它在特定角度下反射光线,你就会发现,世界上几乎所有3D打印件上都存在VFAs。
市面上几乎所有3D打印机都会产生VFAs,而且它的成因并非单一因素。比如,你无法通过更换皮带的方式彻底消除VFAs,它是多种因素叠加导致的结果。目前有几种方法可以“掩盖”VFAs,比如使用哑光耗材、降低打印温度等。但真正根本的解决方案,是找到所有导致VFAs的源头,并将这些因素的影响降到最低。

调校皮带很重要。在研究初期,Prusa就排除了电机是VFAs成因的可能性。CORE One上出现的VFAs,其特征与电机可能产生的特定间距纹路并不相符。此外,自MK4机型时代起,电机、驱动器以及电压参数就已调校得十分完善,而CORE One采用的正是这套经过验证的相同组件配置。
尽管3D打印社区已指出VFAs的多种潜在成因(包括电机共振和皮带机械结构问题),但我们对用户反馈的受影响打印机进行深入分析后发现,CORE One的VFAs问题绝大多数指向皮带张力不当。为此,我们设计了一款全新的皮带调校工具,用于确定最佳皮带张力,并已着手开展测试
Prusa 在App中推出了经过重新设计的皮带调校流程,以及功能升级后的调校工具,该品牌还准备了一份关于皮带调校方法的详细指南。要达到最佳效果,还需要配合使用PrusaSlicer的最新测试版beta。
全新优化打印配置文件
通常会将配置文件分为两类:一类是侧重打印速度的配置文件(如“SPEED”、“DRAFT”模式),另一类是优先保证打印件力学性能的配置文件(即“STRUCTURAL”模式)。
Prusa已确定CORE One上会出现VFAs的轮廓打印速度区间。对于大多数配置文件,修复方案相对简单:我们调整了相关参数以消除这类打印瑕疵,同时基本保持打印时间不变(部分速度略有提升,部分则略有降低)。
然而,对于“结构”模式配置文件,若调整轮廓打印速度,幅度需相当大——而这可能会影响打印件的力学性能。Prusa不希望在同名配置文件中引入此类重大且意外的改动,许多用户将CORE One用于生产场景,在这类场景中,打印件的强度远比少数反光材质组合下的表面光泽瑕疵重要。因此,仅对“STRUCTURAL”模式配置文件做了小幅调整。
这意味着,使用“STRUCTURAL”模式配置文件打印时,工件上仍可能出现VFAs,尤其是使用PETG耗材时。若要继续将该配置文件作为打印高耐用性、高强度3D工件的首选方案,我们就需要接受这一必要的妥协。在此,Prusa希望保持绝对透明——显然,并非所有配置文件都能兼顾所有优势,有些限制是物理规律决定的。如果我们宣称“所有配置文件都能实现顶级质量、最佳层间附着力、世界级耐用性”,那就意味着这些配置文件本质上毫无区别,各项参数也失去了存在的意义。
不过,Prusa为CORE One新增了一类名为“BALANCED”的打印配置文件。这类配置文件既具备较高的打印速度,又能实现出色的表面光洁度,同时还能保证良好的结构完整性。如今,对于大多数实用型打印需求,“平衡”模式都是我的首选,但具体选择仍需根据你的使用场景而定:有时你可能需要用“DRAFT”模式,以最快速打印出层纹较粗的工件;有时SPEED”模式则最适合快速打印光洁度尚可的工件;而在打印小型机械零件时,你或许仍会选择“STRUCTURAL”模式。总结如下:
- 速度——非常快,表面质量好,耐用性一般
- 平衡——速度快、表面质量好、耐用性好
- 结构——速度快,表面质量好,耐用性好
Prusa还将这些配置文件添加到了EasyPrint中——这是推出的云端切片服务。#增材制造 #3D打印
注:本文由3D打印技术参考创作,未经联系授权,谢绝转载。
欢迎转发
千人行业专家交流Q群:248112776
延伸阅读:
1.3D·24|核增材中心奠基;3D打印维修驱逐舰;哈工大发明"双耗材独立挤出系统";一企业新获千万融资;我国增材标准要达世界领先
2.标配8光,可选16光|倍丰智能要在TCT深圳3D打印展亮大招
3.3D打印行业“神仙打架”名场面即将上演,TCT深圳展特色看点都在这里!
4.3D·24|陕西企业1亿布局3D打印等;1.35亿政府支持项目;PrusaSlicer最新版可优化表面质量;学生宿舍3D打印


















 310
310

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









