




3D打印技术参考于近日了解到,英国国家增材制造中心(MTC)从EOS下属公司AMCM购买了其最新的工业3D打印系统AMCM M 290-2 FLX。值得注意的是,这是一台完全不同于传统意义上的SLM金属3D打印机,展现出了这家公司在引领SLM技术创新方面的领导者应有实力。同时,种种迹象已经显示出,金属增材制造行业正在悄然发生改变,笔者将在文末做出讨论。

MTC团队在机器交付前前往AMCM接受培训
该设备的最大特点是其配备了能够调节光斑尺寸的双nLIGHT AFX激光器,光斑尺寸从85µm到210µm可调,从而可以在打印过程中创建更浅、更宽的熔池。因此,AMCM M 290-2 FLX可实现更快的打印速度、更稳定的打印过程以及更少的烟尘和飞溅。这些改进解决了传统方法所遇到的局限性,将金属3D打印的发展重点转向具有巨大潜力的光束整形方法。
切换赛道,引领SLM技术创新
在诸多设备商正在发展具有超大幅面、数十台激光的SLM金属3D打印装备时,国外设备商实际上并没有跟进。尤其以EOS为代表的传统SLM技术开发商,仍旧选择从基础上攻克该技术的制造过程。
AMCM M 290-2 FLX可覆盖全幅面,这意味着两台振镜即可覆盖到基板上的所有点,并且在构建方向上具有充分的灵活性。AMCM在使用IN718材料时已经显示出生产率的显著提高。与光斑尺寸为85µm的标准单400W激光加工相比,单nLIGHT激光曝光速度提高了2倍,而且零件具有相同的机械和表面特性,如果再增加一个激光器,这一性能有望得到进一步提高。

▲ AMCM M 290-2 FLX
高效曝光,高精度打印
气体流量和氧气含量通常是PBF-LB工艺质量的决定性因素。当速度超过一定临界值或使用对氧化敏感的材料时,尤其如此。由于AMCM专注于工业解决方案,因此其系统具有独特的长期稳定气氛控制功能,其浓度小于50ppm。MTC 最初将使用 AMCM M 290-2 FLX对纯铜打印进行全面评估,因为纯铜是一种在追求工业质量和可靠性时极具挑战性的材料。
此外,AMCM系统可将构建平台加热至 500°C。由于预热和后热处理对某些高性能铝合金和难熔金属的加工至关重要,这使得MTC能够对航空航天和国防工业等广泛的高端应用进行评估。

采用nLIGHT激光器打印叶轮,曝光时间减少45%,打印时间减少40%
除了探索新材料,MTC还在开发提高3D打印生产速度和增大产出部件尺寸的方法。要减少时间和成本,就必须采用高效的曝光工艺。nLIGHT的可变光斑大小可在30毫秒内切换,以最高精度打印轮廓和精细结构,并以更快的吞吐量进行填充曝光。这意味着,该机器能够使用小光斑进行轮廓打印,并能在打印内部填充时切换为大光斑,从而实现更快的打印过程,而且光斑尺寸是实时切换的。
就像绘画大师使用不同的画笔来描绘大面积区域而不是细节一样,在增材制造中,较大的光斑尺寸也是填充大块材料的不错选择。毕竟,这样可以在每次通过时产生更多的体积,大大减少填充线和激光偏转。此外,英国增材制造技术中心还将通过新型原位光束相互作用和过程监控,研究减少热处理等后处理步骤的新方法。
AMCM M 290-2 FLX配备了两个1200 W激光源,是一款高功率系统,非常适合挑战速度和尺寸的极限。
金属增材制造光束整形概览
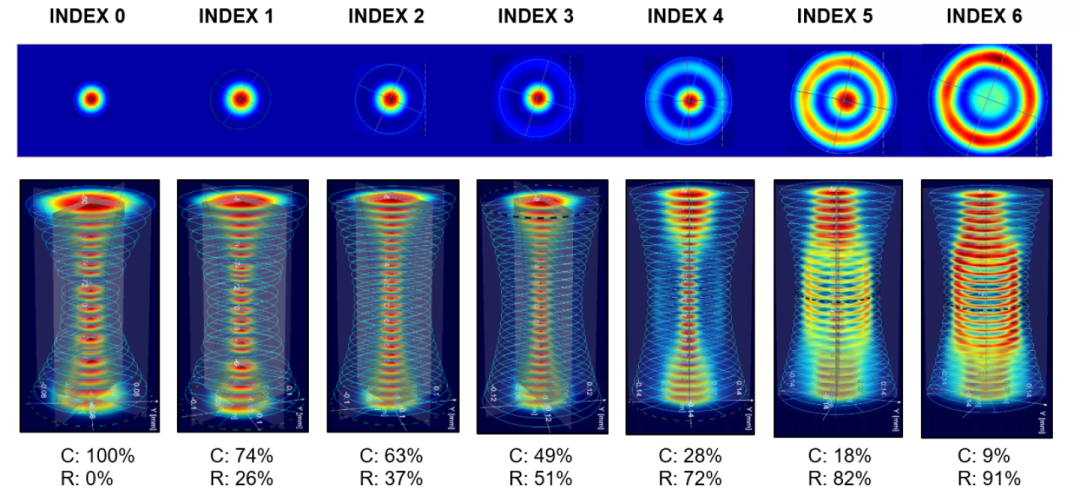
光束整形涉及在激光束与粉末床相互作用之前使用各种光学元件操纵激光束轮廓。这允许创建超出标准高斯轮廓的不同光束形状。
Fraunhofer IAPT的L-PBF负责人Philipp Kohlwes证明了光束整形是一个很有前景的研究领域,他强调了光束整形在提高金属增材制造稳定性和生产率方面的潜力。为了实现这一目标,该研究所的研究人员探索了一些技术,例如调整激光轮廓以优化LPBF工艺期间熔池中的能量输入。传统的高斯激光轮廓存在问题,因为它们会导致能量分布不均匀,从而导致汽化问题并损害工艺稳定性。光束整形提供了一种潜在的解决方案,通过调整激光轮廓来确保熔池内温度分布的一致性。这反过来又带来了诸如改善微观结构控制、潜在成本降低以及通过更快的打印速度提高生产率等好处。
早在2021年,劳伦斯利弗莫尔国家实验室(LLNL) 研究了如何使用激光束整形来增强金属增材制造。通过锥形透镜和增加加光学器件将激光塑造成贝塞尔光束,从而重新分配能量,减少孔隙形成和“钥匙孔”缺陷。这些光束对热沉积提供卓越的控制,从而减少熔池中的湍流和飞溅。与使用高斯光束打印的零件相比,使用贝塞尔光束打印的零件表现出更致密、更强、更稳定的特性。
END
追求更快的打印速度无疑是降低成本的关键。纵观整个SLM技术近年的发展,该技术领域因SLM Solutions公司于2020年首先推出配备12台激光器的机器而进入大尺寸、多激光发展阶段。但从2024年的最新市场态势看来,这一现象有戛然而止的迹象。
3D打印技术参考认为,行业开始进入反思期。传统SLM技术的发展,是应该堆放更多的激光器,还是应该转向突破光学原理,就如同EOS推出的光束整形3D打印系统,以及Seurat推出区域打印技术一样。在这一新的发展态势下,很多公司,无论是大厂还是新的创新企业,都面临机遇和挑战。
注:本文内容由3D打印技术参考整理编辑,转载请点击转载须知。
欢迎转发

主编微信:2396747576(请注明身份); 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
1.光束整形技术对提高金属3D打印质量、获得定制组织、降低成本具有重要价值
2.Fraunhofer ILT使粉末床激光3D打印的飞溅减少了4倍



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









