










本文主要研究内容
随着数控技术在应用领域的日益增长,先进的制造技术也逐渐成熟, 旧机床的改造可以很好地满足加工的需要,并大大减少了成本的投入。需要以数控化方式对机床进行改造,主要是基于普通机床发展配置适合的数控体系,而且要结合机床的关键组成,例如机械组成、电气组成等等进行相应的调整,让其具备数控零件加工的能力。其后,要对数控加工机床安装测试,对数控加工的可靠与稳定状况进行验证。从而保证数控改造后产品的精度和质量,提高生产效率。本文主要是在原有机床的基础上,选择合适的数控系统。电气部分和进给系统部分采用数控改造。进行了许多数控系统的对照,选定了较适合该加公中心的数控系统。电气部分主要设计了硬件的连接、伺服系统的选择和电路的设计,以及主电路和控制电路的设计。现在普通机床仍使用于第一线的生产,但在最近几年,国家逐渐加大了对机床数控化改造政策的力度,而许多机床具备着改造的价值,完全可以改造后使用,本文主要是对MC1600进行数控化改造,改造后,它可以有大部分的数控机床的功能。
电气改造设计
硬件的连接
图2是电气改造中硬件部分的连接。
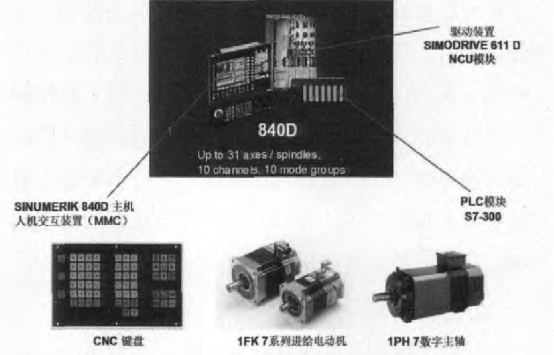
图2硬件连接
伺服系统的选择
伺服系统的性能是否可靠,将直接影响机床运动部件控制指令的执行,从而直接影响整个加工中心的性能。但伺服系统的价格与其性能成正比,因此不能盲目追求高性能。选择合适的交流伺服系统,并结合实际情况和总体需求,注意其性价比。考虑到上述要求,X、B、Z轴采用1ft6108交流伺服电机,转矩M=58nm,转速n=2000rpm;Y轴选择1ft6108型号的交流伺服电机(涵盖了制动器),转矩要求MD=58nm,转速要求n=2000rpm,B以及W轴选择1ft6108交流伺服电机,扭矩要求MD=41.5nm,转速要求n=2000pm;主轴选择1ph7交流伺服电机,功率达到12KW,转速达到n=1500-6000rpm。
位置反馈设备是由线性光栅以及增量式光电编码器来构成的。直线光栅的栅距采用Z、y、C直线轴的位置反馈设备,而其他的旋转轴B、主轴C的位置反馈设备是选择6fx2001-3gc50编码器,其中速度反馈设备是借助交流伺服设备内部集成增量式手段,而形成的光电编码器。
伺服的连接
MC1600加工中心共有7个伺服轴,包括一个主轴。该系统能很好地实现X、y、Z、B轴联动。840D、611D与外围设备之间的连接如图3所示。NCU所需的24V工作电压由电源模块提供,611D驱动轴模块也可提供600V直流母线电压。电源模块上的x351端口可以通过NCU模块上的x172端口和每个驱动模块上的x151端口连接每个模块的系统数据的控制总线。NCU上的X130端口是电动机中611D驱动器的输入和输出扩展端口。扁平电缆将驱动总线连接到每个驱动模块,以控制每个伺服电机。NCU上的X101端口可以通过MPI电缆与NCU相连,X101端口与PLC的im361接口模块相连,x121端口与手轮相连。
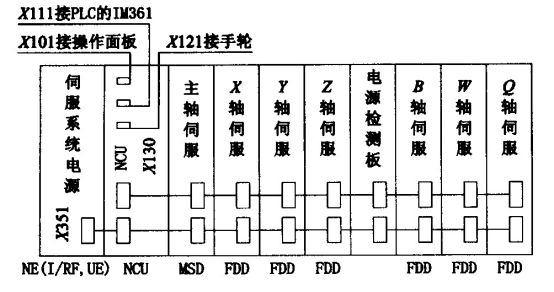
图3伺服连接
PLC选型及应用
3.1 PLC选型
PLC借助的是S7-300系列。其实,在加工中心,840D数控系统的S7-300是配备了CPU,布置在840D上,一方面能一直控制机床各坐标轴的位置信息,另一方面还可控制主轴以及刀库的启停在内的辅助动作的流程,换刀机械手以及工作台托盘交换,还有冷却润滑。
3.2 PLC硬件的基本组成
西门子S7-300是种具备模块化性质的中小型PLC系统,它的每个模块都是独立出现在系统中的,其中每个设备都能借助u总线牢牢固定在正常导轨上,从而进行组合。它的结构是由CPU以及信号模块SM,还有接口模块IM在内的部分组成。
3.3 S7-300模块
MPI是多点接口(是英文词组multi-point interface)的简写,是西门子保障plc之间的通信而研制的保密协议。这种MPI通信手段,是适用于通信速率一般、以及通信数据量小的环境下,所以它操作起来比较容易简单,同时成本低。MPI通信可选择PLC S7-200/300/400以及操作面板TP/OP,还有上位机MPI/PROFIBUS通信卡,具体应用的例子是借助CP5512/CP5611/cp5613实现数据交换效果。MPI网络的通信速率最低是19.2kbps,最高是12mbps。它能在原来基础上,最多连接32个节点,另外,它的极限通信长度是50米,同时可借助中继器手段进行扩展。
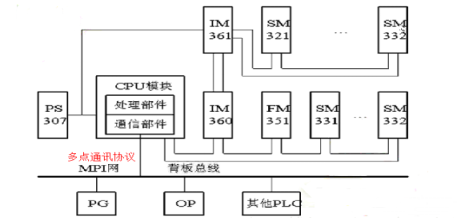
图9 S7-300模块图
顺序控制的信息大部分借助I/O域实现控制,一般涵盖了主轴驱动以及进给伺服驱动控制,还有应对机床报警的问题。因为西门子840D系统内部借助了PLC的CPU芯片,所以借助IM361,从而实现PLC与系统二者的通信功能,
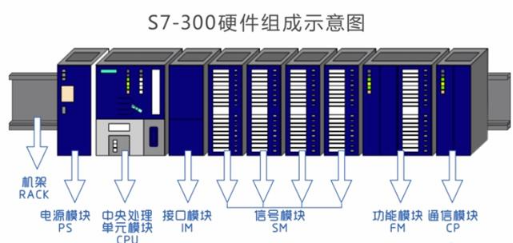
图10 PLC模型
系统的调试与运行
1、数控系统安装结束后,在送电时需预先观察这些部分连接是否错误,比如840D模块还有电气元件的接线,以及I/O域在内的连接方式。借助电源相序表的方法,要观察并确定数据输入系统电源相序的准确性,要一致、正确才行。在这基础上,再运转电源,不然的话会发生损坏机器,或者无法进行其他环节的问题。
2、通电后,要仔细观察确保机床主电源,以及数控电源指示灯,还有冷却风扇转动方向的准确性,同时,还要观察润滑油、液压油指示灯压力状况,一定要在正常范围内才行,在这基础上,要做好严格测量数控以及伺服驱动单元的一次还有二次电压的工作。如发现问题,一定得进一步检查,同时停止正常工作。
3、840D软件下载。要认真检查系统设备,并打开NCU模块上的开关S3,然后做好NCK控制移动工作,在这基础上,模块中所需的系统软件会自动由PCMCIA显示到特定的存储范围,等NCU面板上的LED出现了6,再调整S3到0,然后做上电复位工作。
NCU模块借助NCU上的RS485串行口,把PLC程序下载并保存到PLC系统中。接着删掉PLC数据,从而进行PLC程序设计工作,以及促进S7-300组态系统所有功能的恢复。
伺服轴的参数输入以及调试,点击op031上的机械参数屏,填写机械轴以及通道轴的名称,然后点击驱动配置参数屏,根据需要,采用一定伺服模块以及电机型号,接着做通电复位工作。
PLC程序进行调试主要功能是实现主轴系统自动换档,以及自动换刀,还有工作台自动数据交换在内的功能。
总结与展望
本文在调研和数据分析后对MC1600加工中心进行了数控化的改造,对数控系统,电气部分,进给系统以及PLC进行了数控化的设计。这个毕业设计也让我对数控化改造有了更深刻的认识。只需对原机床相比于购进新的数控机床而言,较少的改造成本。就能使该机床提升几倍的生产效率及稳定性。
经过改造,机床在以下几个方面都有了很大的改进:
它可以生产不能用传统机床加工的复杂零件。
(2)可实现企业加工自动化,效率比原机床提高3-7倍左右。
(3)加工零件的精度可以更高,使装配更容易。
现阶段,由于国内市场机床改造需求越来越多,机床改造最终发展为一个产业。其中,国防科工委也初步研发了机床数控程序,在这一定程度上,刺激了机床改造需求。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









