



机器视觉/计算机视觉(Machine Vision,MV)/(Computer Vision,CV)简单来说,就是通过从照片或视频中自动提取有用的信息来完成各种任务,比如检测,定位,预警,分类,识别和高层理解等。

根据市场研究与咨询机构Tractica的最新数据,计算机视觉市场正在快速发展以指数增长。Tractica预测,到2025年全球计算机视觉软件、硬件和服务收入将从2016年的11亿美元增长到262亿美元。
智能机器视觉技术解读
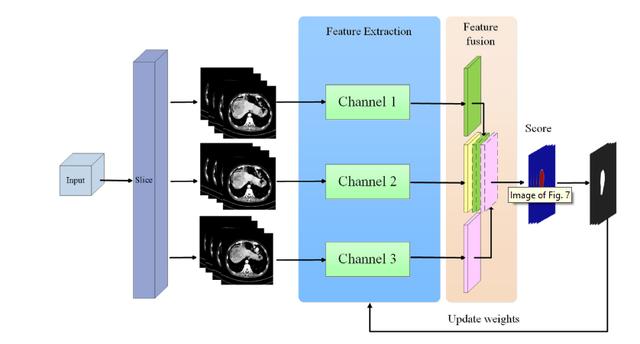
智能机器视觉涉及的基本技术包括图像(视频)的获得、图像的编解码、图像的传输、图像的增强、图像的分割、图像的特征提取,以及深度学习和各种卷积神经网络模型CNN等。模型算法包括视频目标的识别和跟踪技术、OCR技术、人脸识别技术,表情识别,手势识别,骨架和姿态识别技术等。

AI机器视觉的运用领域
基于智能机器视觉能够快速获取大量信息且易于自动处理,人们逐渐将机器视觉系统广泛地用于电子、汽车、冶金、食品饮料、零配件装配及制造等行业。机器视觉系统在质量检测的各个方面已经得到广泛的应用。
随着国内制造业的快速发展和对产品质量要求的不断提高,各行各业对图像和机器视觉技术的工业智能化需求将越来越大,因此机器视觉在未来制造业中将会有很大的发展空间。下面我们来看看机器视觉具体有哪些应用领域:
01视频监控领域
安防监控除了可以对正在发生事件的实时记录外,还可以利用AI技术对监控视频进行分析,提取其中信息(如车牌、人脸、动作分析),从而进行视频推送预警、实现预防。

02医学图像分析领域
智能影像可以快速进行癌症早期筛查,帮助患者更早发现病灶。
03物流领域
机器视觉技术可以帮助物流配送系统的自动化改造,解决物流行业中人工分拣+配送效率低、速度慢等痛点。

04银行金融领域
提供大数据采集、预处理以及大数据处理分析、可视化等核心技术及解决方案,应用于金融数据分析、银行风控等多个领域。

某银行智能身份识别系统:人脸检测、识别、搜索

某银行OCR(票据、单据识别)系统
05工业生产领域
引导和定位:视觉定位要求机器视觉系统能够快速准确的找到被测零件并确认其位置,引导机械手臂准确抓取,进行产品分拣等。

工业生产线上零部件抓取
外观检测:检测生产线上产品有无质量问题,该环节也是取代人工最多的环节。包括尺寸检测、外观缺陷检测等。
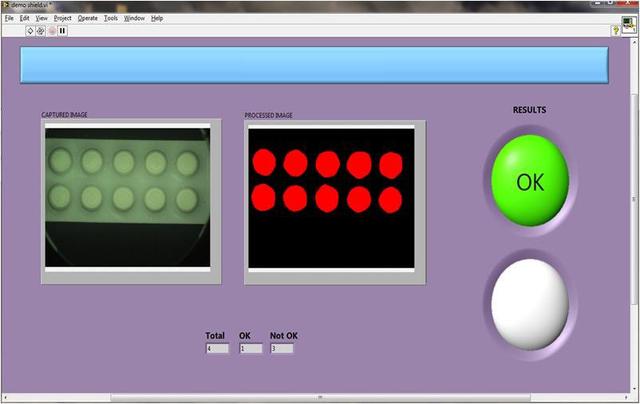
制药包装质量检测
高精度检测:有些产品的精密度较高,达到0.01~0.02mm甚至um,人眼无法检测必须使用机器完成。

精密仪器针头检测
识别:即利用机器视觉对图像进行处理、分析和理解,以识别各种不同模式的目标和对象。可以达到数据的追溯和采集。

条形码识别和OCR图片文字识别
总的来看,智能机器视觉系统的特点是提高生产柔性和自动化程度,在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,用智能机器视觉来替代人工视觉。同时在大批量工业生产过程中,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息的集成,是实现计算机集成制造的基础技术。
更多服务和案例:
上海交通大学苏州人工智能研究院
智慧机器视觉研究中心
中心主任:王一舟


















 877
877

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









