



原标题:如何学习工业工程的改善思维及方法
☞这是金属加工(mw1950pub)发布的第11851篇文章
编者按
由于综合环境变得越来越复杂,现代实体制造业受到种种冲击。尤其是随着国内人口红利的消失,企业管理的难度不断加大,企业赢利能力也随之下降。如何在持续经营的情况下,通过减少浪费来提高效率、降低成本,将是所有企业都面临的关键课题。
工业工程是推动企业管理实现科学化、合理化、高效化的重要手段。工业工程师也是现代企业倍受尊重的职业之一。企业的大部分精益改善工作由专职的工业工程师主导。不过,随着改善的职能扩散到所有的部门,越来越多的非工业工程职能人员开始学习工业工程的改善思维及方法。他们通过工作研究、方案制定及改善推动的技巧,在所服务的企业创造了非常高的收益。
点击图片 购买
本书共17章,重点讲解工业工程在传统制造业中精益改善的实践应用,从改善思维到掌握各种工业工程改善方法,再到企业如何应用精益改善实践,最后到改善过程推动技巧。
可供企业专职的工业工程师、精益改善工程师使用,也可供生产制造管理者、生产技术人员等阅读。
拖动右侧滚动条可以查看全目录
▼
目 录
前言
第1章 中国现代制造业的特点及面临的
挑战..................................................1
1.1 中国现代制造业的特点.................1
1.2 中国现代制造业常见的管理痛点 .....2
1.3 标杆企业的做法.............................4
1.4 现代企业面临的竞争力挑战.........6
1.5 制造业的机遇.................................8
第2章 工业工程的发展及对制造业的影响.......9
2.1 工业工程学科的发展.....................9
2.1.1 工业工程学科的定义 ..............9
2.1.2 工业工程的起源及其发展 ....10
2.1.3 工业工程的思维意识 ............12
2.1.4 工业工程的作用及目标 ........14
2.1.5 工业工程的四大职能 ............16
2.2 工业工程的应用...........................16
2.2.1 传统制造业全面IE应用架构 ...16
2.2.2 工业工程在企业各职能部门
中的改善应用 ..........................17
2.2.3 常见IE方法在制造业的应用
时机及效果 ..............................18
2.2.4 中国制造业应用IE的成功案例....20
第3章 科学管理与精益管理思维............21
3.1 科学管理发展历程.......................21
3.1.1 工业发展过程中先进管理理论
及实践 ......................................21
3.1.2 科学管理之父—— 泰勒 ........23
3.1.3 管理的目标与科学管理的
原则 .........................................23
3.1.4 科学管理提出效率低的原因
及对策 ....................................24
3.2 精益生产的管理哲学...................25
3.2.1 精益生产的由来 ....................25
3.2.2 丰田生产方式的成长过程 ....25
3.2.3 丰田生产的管理哲学 ............26
3.2.4 理解精益生产 ........................28
3.2.5 真精益生产与假精益生产 ....29
3.2.6 精益生产的五个原则 ............29
3.2.7 精益思想:关注流程 ............30
3.2.8 精益思想:从增值比率看
改善空间 ................................31
3.2.9 观念比较 ................................31
3.2.10 精益企业之屋 ......................32
3.2.11 传统工厂与精益工厂 ...........33
4.1 价值流图的基本概念...................36
4.1.1 价值流图的起源与发展 ........36
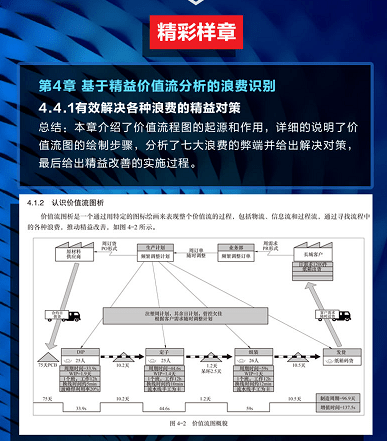
4.1.2 认识价值流图析 ....................37
4.1.3 价值流图析的作用 ................38
4.1.4 价值流的思维方式 ................38
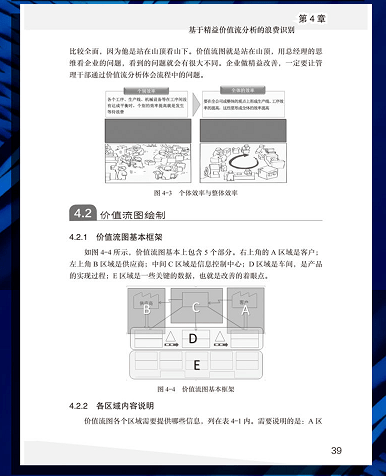
4.2 价值流图绘制...............................39
4.2.1 价值流图基本框架 ................39
4.2.2 各区域内容说明 ....................39
4.2.3 价值流符号介绍 ....................40
4.2.4 常见的数据框资料 ................42
4.2.5 绘制现状价值流图的注意
事项 ........................................43
4.2.6 选择合适的产品进行绘制分析 ...44
4.2.7 价值流图绘制前准备 ............44
4.2.8 价值流图绘制步骤 ................45
4.2.9 多工序流并行作业价值流图
实例 ........................................49
4.2.10 模拟工厂价值流图演练 ......52
4.2.11 对前面现状价值流图的分析 ...54
4.2.12 标注问题点并汇总 ..............54
4.3 精益生产的七大浪费...................56
4.3.1 制造过多(过早)浪费 ........56
4.3.2 库存浪费 ................................57
4.3.3 不良品浪费 ............................59
4.3.4 动作浪费 ................................59
4.3.5 加工浪费 ................................59
4.3.6 等待浪费 ................................60
4.3.7 搬运浪费 ................................60
4.4 精益生产改善...............................60
4.4.1 有效解决各种浪费的精益对策 ...60
4.4.2 精益改善常关注的指标 ........61
4.4.3 精益生产体系的培训 ............61
4.4.4 精益改善实施的过程 ............62
第5章 方法研究之程序分析与改善........64
5.1 程序分析.......................................64
5.1.1 程序分析的定义 ....................64
5.1.2 程序分析的目的 ....................64
5.1.3 程序分析的五个侧重点 ........65
5.1.4 程序分析的技巧—— 5W1H
提问法 ....................................65
5.1.5 程序分析的技巧—— ECRS
改善原则 .................................66
5.1.6 程序分析的图示符号 ............66
5.1.7 程序分析的分类 ....................67
5.2 工艺流程分析...............................68
5.2.1 工艺流程分析的定义 ............68
5.2.2 工艺流程图的分类 ................68
5.2.3 产品工艺流程图 ....................70
5.2.4 产品工艺分析检查表 ............73
5.3 作业流程分析...............................74
5.3.1 作业流程分析的定义 ............74
5.3.2 作业流程分析的目的与用途 ....74
5.3.3 作业流程分析图例 ................74
5.3.4 作业流程分析的改善方向 ....75
5.3.5 作业流程图案例 ....................76
5.4 线路图分析...................................78
5.4.1 线路图的定义 ........................78
5.4.2 线路图的特点 ........................78
5.4.3 线路图的绘制要点 ................79
5.4.4 线路图图例 ............................79
第6章 方法研究之作业分析与改善........81
6.1 作业分析.......................................81
6.1.1 作业分析的定义 ....................81
6.1.2 作业分析的意义及特点 ........81
6.1.3 作业分析的图示符号 ............82
6.2 双手作业分析...............................82
6.2.1 双手作业分析的定义及特点 ....82
6.2.2 双手作业分析的目的 ............83
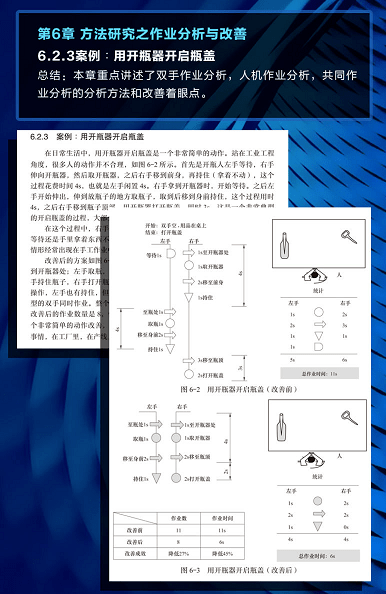
6.2.3 案例︰用开瓶器开启瓶盖 ....83
6.2.4 生产案例分析 ........................84
6.3 人机作业分析...............................86
6.3.1 人机作业分析的定义及特点 ....86
6.3.2 人机作业分析的目的 ............86
6.3.3 人机作业分析的记号 ............86
6.3.4 案例:一人两机作业分析
与改善 .....................................86
6.3.5 人机分析(改善前) ............87
6.3.6 人机改善的着眼点 ................88
6.3.7 人机分析(改善后) ............89
6.4 共同作业分析...............................90
6.4.1 共同作业分析的定义及特点 ....90
6.4.2 共同作业分析的目的 ............90
6.4.3 案例︰他们在干什么?........90
6.4.4 赛车进站作业内容 ................90
6.4.5 联合作业分析案例 ................91
6.4.6 联合作业分析图表 ................92
6.4.7 联合作业改善的着眼点 ........93
6.4.8 联合作业分析图表(改善后) ...93
第7章 方法研究之动作分析与改善........95
7.1 动作分析简介...............................95
7.1.1 认识动作 ................................95
7.1.2 动作分析的定义与目标 ........96
7.1.3 动作分析之父的“砌砖故事” .....96
7.1.4 动作分析的方法 ....................97
7.2 动作要素分解...............................97
7.2.1 沙布利克(Therblig)简介 ......97
7.2.2 动作要素分类 ........................98
7.2.3 动作要素符号 ........................98
7.2.4 17个动素详解 .......................99
7.3 动作经济原则.............................108
7.3.1 动作经济原则的定义 ..........108
7.3.2 动作经济原则的类别 ..........108
7.3.3 动作经济原则—— 人体运用
方面 ................................................109
7.3.4 动作经济原则—— 工作场所
的布置与环境 .........................112
7.3.5 动作经济原则—— 工具与
设备的设计 .............................114
第8章 科学化标准工时的观测与制定.......117
8.1 标准工时概述 ..............................117
8.1.1 标准工时的意义 ...................117
8.1.2 标准工时的影响力 ...............117
8.1.3 标准工时的用途 ...................117
8.1.4 标准工时的特性 ...................118
8.1.5 标准工时制定时机 ...............119
8.1.6 标准工时制定方向的必要
思考 .......................................119
8.1.7 标准工时的定义 ..................120
8.1.8 标准工时的五大因素 ..........120
8.1.9 标准工时的构成 ..................121
8.1.10 标准工时的计算方法 ........121
8.2 标准工时测定.............................122
8.2.1 标准工时的测定方法 ..........122
8.2.2 时间观测的定义 ..................122
8.2.3 时间观测及分析时的注意
事项 ......................................123
8.2.4 时间观测的工具 ..................123
8.2.5 时间观测的一般步骤 ..........123
8.2.6 观测结果的记录 ..................124
8.2.7 时间观测异常值分析 ..........124
8.2.8 录像分析的优点 ..................126
8.2.9 标准资料法实例 ..................126
8.3 标准工时评比、宽放及注意事项....129
8.3.1 工时评比的定义 ..................129
8.3.2 影响作业速度的因素 ..........129
8.3.3 平均化时间评比法 ..............129
8.3.4 评价等级系数表 ..................130
8.3.5 熟练度与努力度评价基准表 ....130
8.3.6 评价系数计算案例...............131
8.3.7 时间宽放的定义 ..................132
8.3.8 宽放的构成 ..........................132
8.3.9 宽放的分类 ..........................133
8.3.10 不同类别的宽放国际标准 .....133
8.3.11 宽放设定实例 .....................134
8.3.12 常见人机作业加工类工序
的产能计算 .........................135
8.3.13 常见流水作业工序的产能
计算 .....................................137
8.3.14 标准工时设定注意事项 ....138
第9章 标准工时在管理中的全面应用......139
9.1 标准工时应用于产品报价.........139
9.1.1 产品报价中的过程盲点 ......139
9.1.2 标准工时在产品报价中的
作用 ......................................139
9.1.3 人力成本报价应用案例 ......139
9.2 标准工时应用于计件工资.........140
9.2.1 标准工时在计件工资中的
意义与做法 ............................140
9.2.2 计件工资计算及发放流程 .....141
9.2.3 基准单价计算案例 ..............141
9.2.4 工序单价计算案例 ..............141
9.3 标准工时应用于产能负荷分析 .....142
9.3.1 产能负荷分析的意义 ..........142
9.3.2 产能负荷分析的相关条件 .....142
9.3.3 产能负荷分析的相关计算
公式 ......................................142
9.3.4 产能负荷分析的计算过程 .....143
9.3.5 产能负荷的应用—— 产销
协调会 ...................................145
9.3.6 产销协调会中常见的议程 .....145
9.3.7 产能负荷不均的应对措施 .....147
9.4 设备及人力需求计算 .................147
9.4.1 设备及直接人力需求的计算
意义 .......................................147
9.4.2 设备及人力需求分析的相关
条件 ........................................147
9.4.3 设备及人力需求分析的
计算过程(范例) ..............148
9.4.4 间接人力需求评估(职能
目标法) ..............................149
9.4.5 间接人力需求评估(工作
日志法) ..............................149
9.5 标准工时在排程中的应用.........151
9.5.1 标准工时在排程中应用
的意义 ..................................151
9.5.2 标准工时在排程中的应用
实例—— 组装 ......................151
9.5.3 标准工时在排程中的应用
实例—— 压铸 ......................153
9.6 标准工时应用于生产效率计算 ....154
9.6.1 生产日报表的作用 ..............154
9.6.2 工时效率报表中应当被
体现的关键点 ......................154
9.6.3 常见的效率计算公式——
人员效率 ..............................154
9.6.4 常见的效率计算公式——
设备效率 ..............................154
9.6.5 生产日报表常见的类别 ......155
9.6.6 以机器为主的综合绩效
计算报表 ..............................155
9.6.7 以人+机为主的综合绩效
计算报表 ..............................156
9.6.8 以人为主的流水作业人员
绩效计算报表 ......................157
9.6.9 关于现场版记录与计算机
版记录 ..................................157
9.7 标准工时在异常工时管理中
的应用 .........................................157
9.7.1 异常工时管理的定义和意义 ....157
9.7.2 基于管理责任的异常
工时结构 ..............................158
9.7.3 各职级异常工时汇总 ..........158
9.7.4 常见异常工时的管理流程 .....159
9.7.5 报表数据的录入 ..................161
9.7.6 报表数据的监控 ..................162
9.8 周、月度效率会议及改善.........162
9.8.1 周、月度效率会议的意义 .....162
9.8.2 周、月度效率会议的议程 .....162
9.8.3 周、月度效率会议检讨的
内容 ......................................162
9.8.4 基于效率异常的专案改善
展开 ......................................165
9.8.5 绩效持续改善 ......................166
第10章 工厂布置及搬运改善................167
10.1 布置的基本概念和原则...........167
10.1.1 布置的定义 ........................167
10.1.2 整厂规划的思考方向 ........168
10.1.3 整厂规划的步骤 ................168
10.1.4 布置的原则 ........................169
10.2 布置的基本形态及分析...........172
10.2.1 布置的基本形态 ................172
10.2.2 表现布置的方式—— 缩略
布置图案例 ........................174
10.2.3 作业邻近性关联分析 ........174
10.2.4 加工工序与布局合理性
分析 .....................................176
10.2.5 加工工艺流程分析 ............176
10.2.6 加工工序流动(布局
合理性)分析 .....................176
10.2.7 车间布局实例—— U形
生产线 .................................177
10.2.8 车间布局实例—— 一笔
画工厂 .................................178
10.3 搬运的基本概念.......................178
10.3.1 搬运是一种浪费 ................178
10.3.2 搬运改善的重要性指标 ....179
10.3.3 改善可获得的效果 ............179
10.3.4 搬运改善的着眼点 ............180
10.4 搬运分析方法...........................180
10.4.1 搬运的活性分析 ...............180
10.4.2 搬运原则一览表 ................182
10.4.3 搬运分析符号 ..................182
10.4.4 搬运分析举例 ....................184
10.4.5 搬运动线分析 ....................185
10.4.6 搬运的活性分析—— 图表
及指数计算 ........................187
10.4.7 案例:某企业搬运工程分析 ...187
第11章 设备加工型车间的精益改善.......191
11.1 设备效率数据掌握及分析 .......191
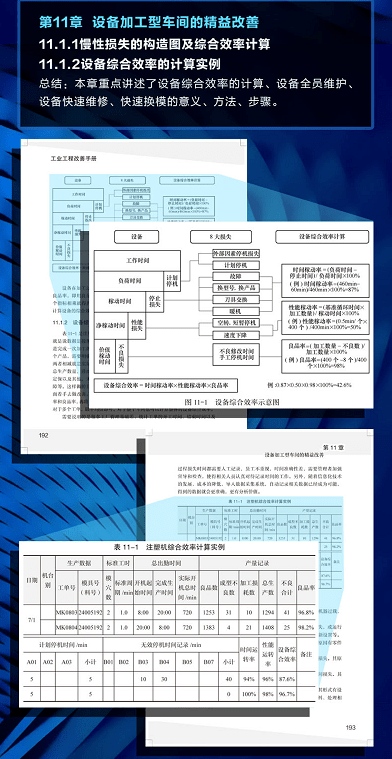
11.1.1 慢性损失的构造图及综合
效率计算 .............................191
11.1.2 设备综合效率的计算实例 ....192
11.1.3 影响OEE的六大因素 .......193
11.1.4 某企业影响设备有效性
数据分析 .............................194
11.1.5 持续改进5Why ..................194
11.2 全面生产维护 ...........................195
11.2.1 TPM对操作人员的要求 ...195
11.2.2 TPM的八大支柱 ...............195
11.2.3 TPM的实施要点 ...............196
11.2.4 设备维护保养体系建立 .....197
11.2.5 设备点检/保养基准建立 ....197
11.2.6 设备日常点检执行 .............199
11.3 设备快速维修 ...........................201
11.3.1 快速维修的意义 .................201
11.3.2 快速维修反应—— 安灯
信号 .....................................201
11.3.3 快速维修—— 异常处理
流程 ....................................202
11.3.4 快速维修——通过数据
促进管理 ............................202
11.3.5 维修数据计算实例 .............203
11.3.6 维修数据指标管理 .............203
11.4 设备快速换模 ...........................204
11.4.1 传统汽车与方程式赛车
换胎 ....................................204
11.4.2 换模演进 .............................205
11.4.3 传统换模 .............................205
11.4.4 传统换模时间与浪费 .........205
11.4.5 换模消耗时间长的原因 .....206
11.4.6 快速换模的原因 .................206
11.4.7 快速换模的定义 .................207
11.4.8 换模时间的定义 .................207
11.4.9 内部作业与外部作业 .........208
11.4.10 标准换模流程 ...................208
11.4.11 快速换模的原则 ...............209
11.4.12 实施过程和方法:PDCA ....209
11.4.13 快速换模八步骤 ...............210
11.5 流线化群组作业改善 ...............221
11.5.1 功能式布置与流程式布置
的区别 .................................221
11.5.2 重新理解生产技术 .............222
11.5.3 流线生产的八个条件 .........222
第12章 装配型流水线的精益改善........225
12.1 流水线的基本概念...................225
12.1.1 流水线的定义及特点 ........225
12.1.2 流水线的起源与发展 ........225
12.1.3 构成流水线的五大要素 ....226
12.2 流水线平衡分析及改善...........227
12.2.1 流水线平衡改善的意义 ....227
12.2.2 流水线效率的制约 ............227
12.2.3 平衡生产线的作用 ............228
12.2.4 平衡管理的原则 ................228
12.2.5 生产线平衡的定义 ............229
12.2.6 生产线平衡的做法 ............229
12.2.7 生产线平衡损失表现 ........229
12.2.8 生产线平衡率计算公式 ....230
12.2.9 生产线平衡计算实例 ........231
12.2.10 影响线平衡计算的关键词 .....232
12.2.11 以客户需求为导向的节拍
计算实例 ............................232
12.2.12 影响线平衡的因素 ...................234
12.2.13 影响线平衡的因素及改善
对策 ....................................234
12.2.14 生产线平衡的改善步骤 .........236
12.2.15 提高生产线平衡率的四大
法宝 ....................................237
12.2.16 生产线平衡改善的主要
手段 ....................................237
12.2.17 生产线平衡改善模拟图 .....237
12.2.18 工作站减少工时的方法 .....238
12.2.19 案例:某企业生产线平衡
分析 ....................................238
12.2.20 生产线平衡改善的盲点 .....239
12.3 快速换线改善...........................239
12.3.1 改善背景(某企业装配线
转型改善) ........................240
12.3.2 生产线换线时间统计记录 ....240
12.3.3 生产线换线流程及存在的
问题 .........................................241
12.3.4 生产线换线存在的问题
解析及措施讨论 .................243
12.3.5 成立快速换线小组 ............244
12.3.6 换线目标设定 ....................245
12.3.7 换线改善的主要思路 ........245
12.3.8 换线改善—— 流程调整
(方案设想) .....................245
12.3.9 实际换线过程监控 ............247
12.3.10 实际换线时间趋势 ..........247
12.3.11 实际换线延误分析 ...........247
12.3.12 改善对策及效果追踪 ......248
12.3.13 标准化:将转产过程流
程化 ..................................250
12.4 精益物流配送机制规划...........250
12.4.1 精益物流总览 ....................250
12.4.2 流水线作业的追求与效率
保证条件 .............................250
12.4.3 流水线常见的问题 ............251
12.4.4 JIT的物流目标 ..................252
12.4.5 配送频率与缺料风险 ........252
12.4.6 物流与信息拉动 ................253
12.4.7 常见的物料拉动方式 ........253
12.4.8 看板拉动式的物流配送
模式 .....................................253
12.4.9 换线过程与配料时机 ........254
12.4.10 物料配送路径图 ..............255
12.4.11 配送物料表—— 物料员
配送标准书 .......................256
12.4.12 异常配料—— 安灯呼叫 ....256
12.4.13 配送区间 ..........................257
12.4.14 配送人员 ..........................258
12.4.15 线边超市 ..........................258
12.4.16 线边超市储位规划 ..........259
12.4.17 物流器具规划 ..................259
12.4.18 配料区及称具选择 ..........260
12.4.19 物料配送车规划 ..............260
12.4.20 物料配送改善的效果 ......260
第13章 柔性单元细胞生产线的规划.......263
13.1 单元细胞生产线的基本概念 .....263
13.1.1 大环境消费习性对企业
造成的影响 .........................263
13.1.2 制造业普遍存在的订单
状况 .....................................263
13.1.3 多种少量对制造业造成的
困扰与挑战 .........................264
13.1.4 精益企业常见的应对措施 ....265
13.1.5 传统大批量生产线作业的
特点 .....................................266
13.1.6 精益柔性单元细胞线的
特点 .....................................267
13.1.7 大量生产与单元生产的
区别 .....................................268
13.1.8 单元生产线面临的挑战 ....268
13.2 单元细胞生产线的规划...........269
13.2.1 单元生产线的布线形态 ....269
13.2.2 单元生产线的布线图例 ....270
13.2.3 PQ分析,依据订单状况
规划生产线 .........................272
13.2.4 根据订单量选择生产线
类型 .....................................273
13.2.5 利用工艺途程规划生产
群组 ....................................273
13.2.6 以客户(计划量)节拍为
目标规划生产线 .................275
13.2.7 利用标准工时规划工位 ....275
13.2.8 工位采用柔性多样组合 ....278
13.2.9 整体布局及物流考虑 ........278
13.2.10 物料配送由专人处理 ......280
13.2.11 设备及工具的配置思考 .....281
13.3 单元细胞生产线的配套管理 .....281
13.3.1 在线半成品的控制 ............281
13.3.2 站立式作业更具灵活性 ....282
13.3.3 排产系统的调整配合 ........282
13.3.4 生产看板及必要的目视化
准备 .....................................285
13.3.5 标准化作业有助于效率
及品质保证 .........................286
13.3.6 必要的多技能员工训练 ....288
13.3.7 必要的正向激励制度实施 ....289
13.3.8 生产过程中的品质保证 ....289
13.3.9 生产过程中的进度管理 ....291
13.3.10 生产过程中的库存控制 .....292
13.3.11 日清日结式日常管理 .......293
第14章 工业工程师的角色认知及职场
技巧.............................................295
14.1 工业工程师的角色认知 ...........295
14.1.1 工业工程师的定义 .............295
14.1.2 工业工程师的角色扮演 .....295
14.1.3 工业工程师的职业信仰 .....296
14.2 工业工程师的成长路径 ...........296
14.2.1 工业工程师成长的最佳
路径 ....................................296
14.2.2 十年磨一剑的专注要点 .....297
14.2.3 合理的多元知识结构规划
及掌握 ................................298
14.2.4 “三位一体”的学习方式 .....298
14.3 工业工程师的职场技巧 ...........299
14.3.1 “高情商”是IE改善
第一推动力 ........................299
14.3.2 擅长与不同职级人员
进行沟通 .............................299
14.3.3 体制的规划可以使绩效
最大化 .................................300
14.3.4 忙忙碌碌的付出却得不到
认可的原因 .........................301
14.3.5 各职能部门在改善活动中
扮演的角色 .........................301
14.3.6 IE进入新环境的关注要点 ....302
14.3.7 系统化解决问题的步骤 .....302
14.3.8 具有系统观 .........................304
14.3.9 以事实为友 .........................305
14.3.10 聆听的优点及做法 ...........306
14.3.11 对任何技术的“怀疑” ....306
14.3.12 项目的执行参与度 ...........307
14.3.13 找到关键的驱动因素 .......307
14.3.14 先做有把握做到的改善 .....308
14.3.15 IE人的社交圈 ..................309
14.3.16 资源整合及应用 ...............309
14.3.17 不断养成对广度、深度、
高度的追求 .......................309
第15章 方案的制定、提报及项目管控
技巧..................................................311
15.1 方案的制定 ................................311
15.1.1 方案制定的意义及时机 ......311
15.1.2 方案的大纲拟定结构 ..........311
15.1.3 方案的过程编写细节 .........312
15.1.4 方案制定的注意事项 .........312
15.1.5 方案的自我及交叉论证
方式 .....................................313
15.2 方案的提报及立项 ...................313
15.2.1 方案的提交与报告要点 .....313
15.2.2 方案的展示与演说注意
事项 .....................................314
15.2.3 方案的执行立项方式 .........314
15.3 项目管理技巧 ...........................315
15.3.1 最佳的项目推动团队组成
结构 .....................................315
15.3.2 最佳的项目实施过程计划 .....316
15.3.3 实施变革项目的启动仪式 .....319
15.3.4 项目改善过程注意要点 .....319
15.3.5 周、月度的阶段检讨 .........320
第16章 工业工程职能规划及团队组建.......322
16.1 工业工程部的建立及运作.......322
16.1.1 工业工程部门的筹建时机 .....322
16.1.2 工业工程部门的架构归属 .....323
16.1.3 工业工程部门内部的组织
架构 .....................................323
16.1.4 工业工程部门的职能展开 .....327
16.1.5 工业工程部门的岗位职责 .....329
16.1.6 工业工程部门的绩效指标
设定 .....................................330
16.1.7 某企业集团工业工程部
年度实施计划 .....................331
16.2 工业工程师的能力建设...........334
16.2.1 工业工程师的需求规划 ....334
16.2.2 工业工程师人才的引进
方式 ....................................334
16.2.3 工业工程师的职级能力
要求 ....................................335
16.2.4 工业工程师的聘用 ............336
16.2.5 工业工程师的实习过程 ....336
第17章 工业工程实施盲点及应对措施.......339
17.1 中/高层对工业工程的认知
误区 ..........................................339
17.2 工业工程方法选用时机不当 .....339
17.3 工业工程师自身能力不足.......340
17.4 中高阶的参与度不够...............340
金粉商城热门图书排行
欢迎加入金粉商城 ,机械人专享的商城
点击“阅读原文”进首页,还有更多好书等你来选返回搜狐,查看更多
责任编辑:


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









