



自动锁螺丝机程序三轴龙门架式(Y轴带着X z轴一起动,吸钉式) 显控触摸屏加三菱FX3GA或者FX3U , 用PLC变址寄存器做配方,程序思路清晰,带详细注解。 支持示教调整每颗螺丝位置。 可以设定从
《三轴螺丝机配方管理实战:三菱PLC变址寄存器的妙用》
车间里那台三轴龙门式自动锁螺丝机最近升级了配方,用三菱FX3U的变址寄存器搞定了1-50颗螺丝的位置记忆。这玩意儿最妙的地方在于,操作工在触摸屏上点点划划就能教机器记住每个螺丝孔位,换产品时再也不用重新写程序了。
先看硬件配置:X轴负责横向移动,Z轴升降锁螺丝,Y轴带着整个XZ模块纵向跑位。吸钉式电批通过真空传感器检测吸钉状态,三轴都配了原点传感器。显控TK6071IQ触摸屏通过422口连PLC,配方参数直接映射到D寄存器区。
核心配方数据结构:
D1000 当前配方螺丝总数
D1001 X轴基准坐标
D1002 Y轴基准坐标
D1003 Z轴下降高度
D1010~D1259 每颗螺丝的X/Y偏移量(每个点位占3个D寄存器)
这里用了变址寄存器Z0作为点位偏移计算器。比如要读取第5颗螺丝的X偏移:
MOV K5 Z0 ;Z0=5
*3 Z0 ;每个点位占3寄存器
+10 Z0 ;偏移基准地址D1010
DMOV D10Z0 D200 ;将X偏移量存入当前执行寄存器
这个计算过程用三菱的变址运算指令一气呵成,比传统用乘法指令节省了3步操作。
示教功能的关键代码:
LD M8000 ;PLC运行常ON
MOV D1000 D120 ;当前总点数存入临时寄存器
INC D120 ;准备存储新点位
*3 D120 ;计算存储偏移
+1010 D120 ;定位到存储区首地址
DMOV D100 D120 ;保存当前X坐标(D100来自伺服反馈值)
INC D120
DMOV D101 D120 ;保存Y坐标
INC D120
DMOV D102 D120 ;保存Z坐标
操作工在触摸屏点"示教"按钮时,PLC自动记录当前机械坐标。这里用了批量地址偏移算法,避免每个轴都要单独写存储逻辑。
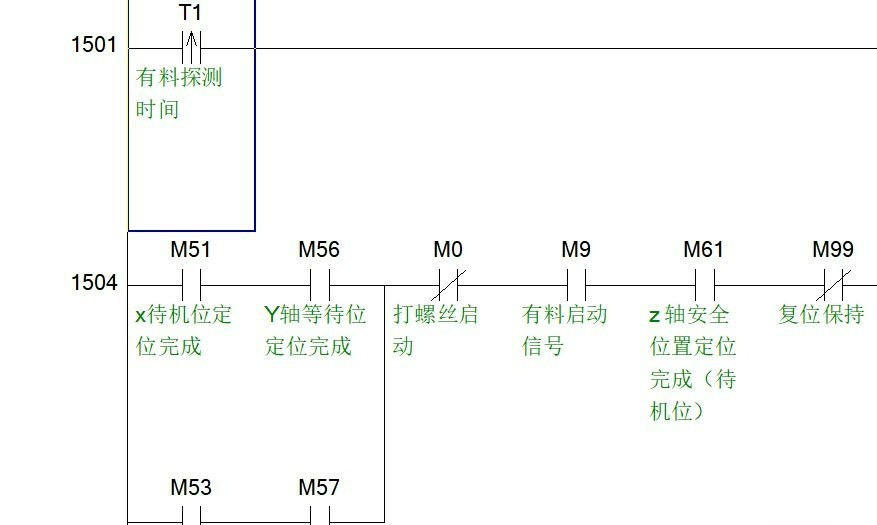
执行逻辑的精髓在于循环控制:
LD X002 ;启动信号
MOV K1 D150 ;D150循环计数器
FOR K50 ;最大50次循环
CMP D150 D1000 ;比较当前计数与总点数
>= M0 ;超过总数时跳出
DMOV D1010Z0 D200 ;X偏移
DMOV D1011Z0 D201 ;Y偏移
DMOV D1012Z0 D202 ;Z高度
CALL P10 ;执行移动+锁螺丝动作
INC D150 ;下一颗螺丝
+3 Z0 ;变址寄存器步进3
NEXT
重点是这个FOR循环配合变址寄存器Z0的自动偏移,处理50个点位就像处理1个点位一样简单。如果需要从第N颗开始打,只需要把D150的初始值设为N,同时Z0初始值设为(N-1)*3即可。
实际调试时有个坑:变址寄存器超过K255时要用32位运算。后来改用DMOV处理双字地址,把配方容量扩展到200个点都没压力。这个方案比用文件寄存器更省内存,特别是需要频繁修改坐标时,直接改D寄存器值就能生效。
现在操作工换型只要做两件事:1. 触摸屏上点示教走完所有孔位 2. 输入需要打的螺丝数量。曾经需要半天调试的换型工作,现在喝杯咖啡的时间就搞定了。这大概就是PLC变址寄存器最性感的打开方式——用最朴素的指令,实现最灵活的控制。
三轴龙门架自动锁螺丝机的程序架构里有个特别实用的设计——用PLC变址寄存器搞配方管理。这招对于需要频繁调整生产参数的项目来说,简直比直接改程序方便太多。比如处理不同型号螺丝孔位时,不用重新烧录程序,直接改寄存器数值就能切换坐标参数。
先看硬件配置:Y轴带着X、Z轴跑,吸钉式结构。触摸屏上设置起始螺丝位置时,实际是把坐标数据打包存进D寄存器组。这里用三菱的变址寄存器V/Z来当指针,相当于给每个螺丝坐标分配了动态地址。举个栗子,要存第5颗螺丝的X坐标,直接往D100V5里写数就行(V5就是偏移量)。
示教模式的核心代码段长这样:
MOV K4 D0 //示教模式触发信号
MOV D100Z K4Y0 //Z寄存器当前值作为偏移量
MOV K2M0 D200Z //把M0-M17的状态存入当前配方位置
INC Z //示教完成后指针自增
这段程序在调试设备时特别有用。现场工程师拿着示教器移动机械臂到指定位置,按确认键瞬间,当前坐标就被记到对应寄存器里。Z寄存器像书签一样自动跳到下个存储位置,整个过程行云流水。
配方调用部分更见功力:
LD M8000 //PLC运行常ON触点
MOVP K5 Z //从第5颗螺丝开始执行
FOR K10 //总共打10颗螺丝
MOV D100Z D0 //X坐标送执行寄存器
MOV D200Z D1 //Y坐标送执行寄存器
CALL P100 //执行锁螺丝动作
INC Z //坐标指针+1
NEXT
FOR循环配合变址寄存器,让批量处理变得优雅。特别是那个INC Z指令,每次循环自动切换下个坐标参数,比用传统计数器+乘法定位的方式省了至少20行代码。
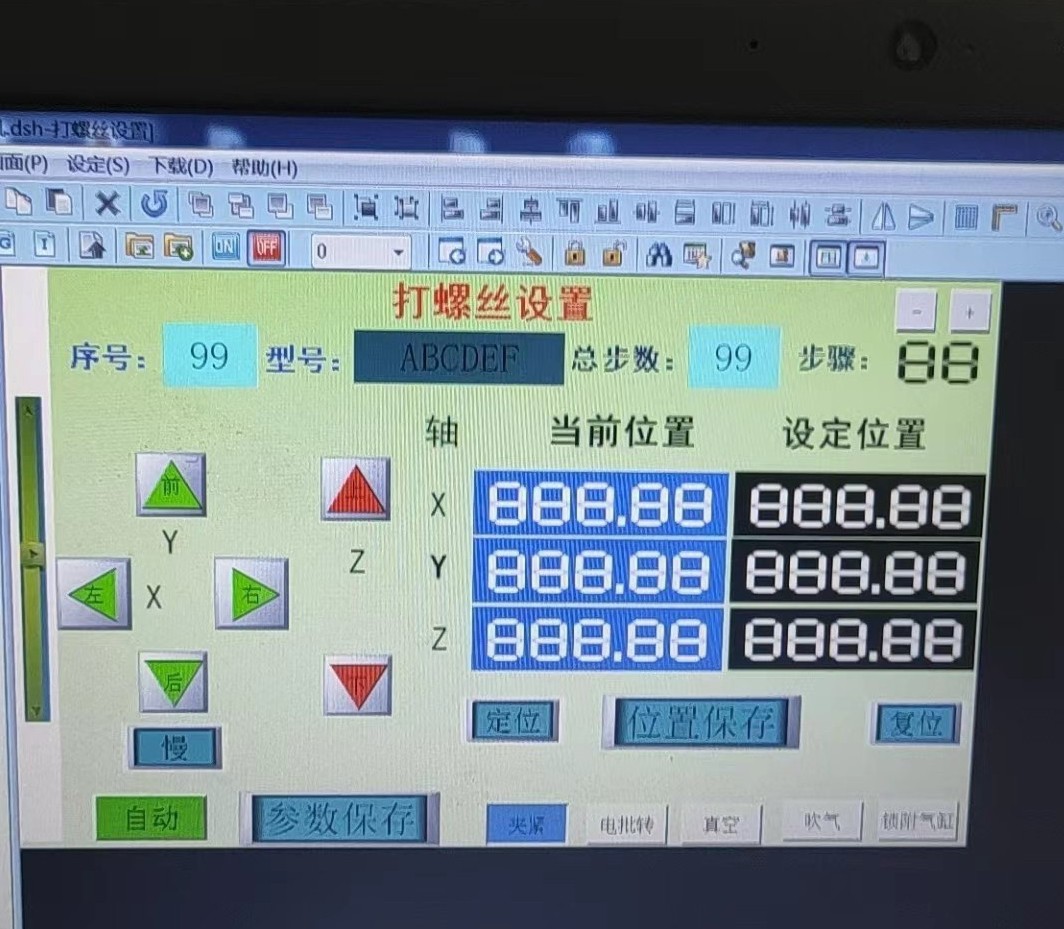
触摸屏界面设计也有讲究。显控屏的数值输入元件直接绑定D300开始的寄存器组,操作工输入"起始位置"时,实际修改的是变址寄存器的初始值。比如设定从第8颗开打,程序里自动把Z初始值设为7(因为寄存器从0开始计数)。
扩展性方面,原本设计支持16颗螺丝,后来要改50颗?直接把寄存器区间从D100-D115扩展到D100-D149,触摸屏上数值输入上限改成50,齐活!不用动程序结构这事,现场维护的老司机们直呼内行。
要说这个方案最妙的地方,还是用变址实现了"数据与逻辑分离"。所有坐标参数都存在连续的寄存器里,调试时拿U盘导出D100-D149的数值,用Excel整理完再导回去,比重新编译程序快多了。哪天要加个倾斜角度参数?直接在现有寄存器后面追加存储空间,程序里多加一条MOV指令的事。
自动锁螺丝机程序三轴龙门架式(Y轴带着X z轴一起动,吸钉式)
显控触摸屏加三菱FX3GA或者FX3U , 用PLC变址寄存器做配方,程序思路清晰,带详细注解。
支持示教调整每颗螺丝位置。
可以设定从第几颗开始打,打螺丝颗数1-16可以设置。
修改程序可以1-50颗,用PLC做配方。
动作不复杂,最值得借鉴的应该是用PLC做配方的思路吧,



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









