




关键词:低\零代码、运动控制、激光打标、激光切割、GraniStudio、GS、HMI
一、整体概述
设备用于薄片型产品全自动激光切割与打标,操作人员将产品放置于上料平台并按下 启动按钮后,GS软件实时响应指令,控制精密滑台轴将产品精准输送至激光切割与打标工位,并触发激光器出光完成复杂图形的高速切割或打标,完成后自动回到放料位,支持连续批量作业。
设备图片:
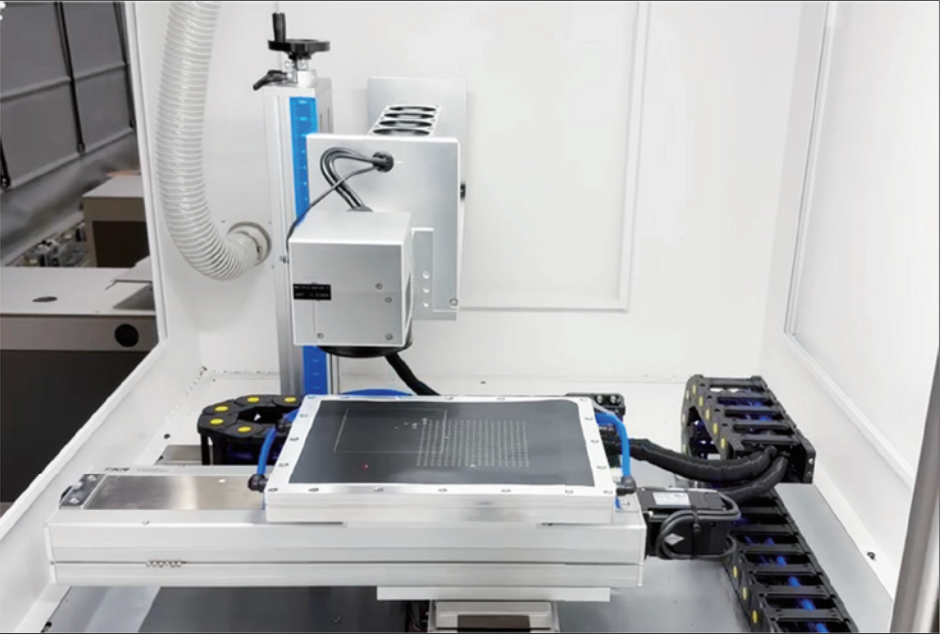
设备硬件:
板卡:乐创4轴脉冲卡
打标卡:金橙子二代卡
二、 流程搭建前准备工作
1.设备动作逻辑流程图
根据客户工艺绘制逻辑流程图,具体流程图在说明流程时展示
2.制作GS电气 IO表
第一次使用GS软件时操作步骤如下:
(1)运行GS软件;
(2)打开资源管理器界面;
(3)在算子库板卡模版找到IO配置算子;
(4)打开配置界面会给出默认文件,下载模版文件另存为一份,点击保存
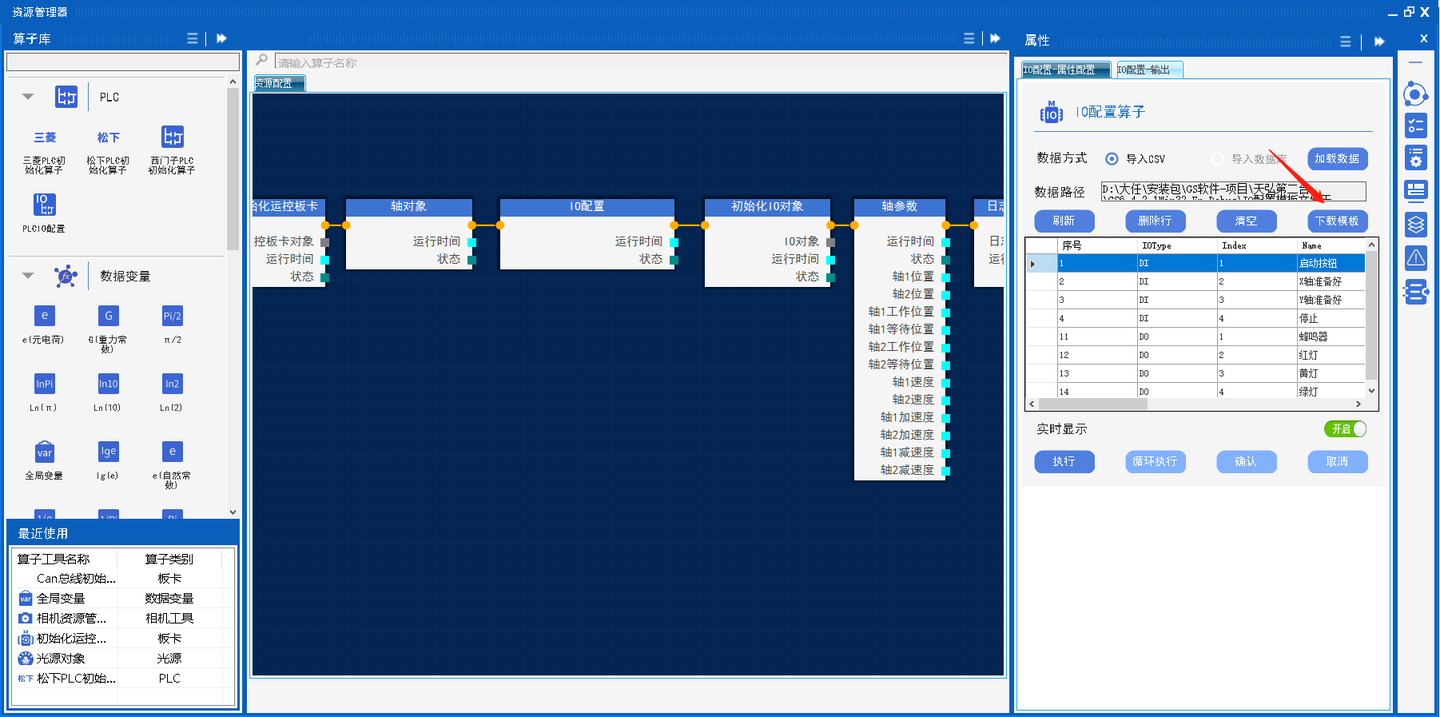
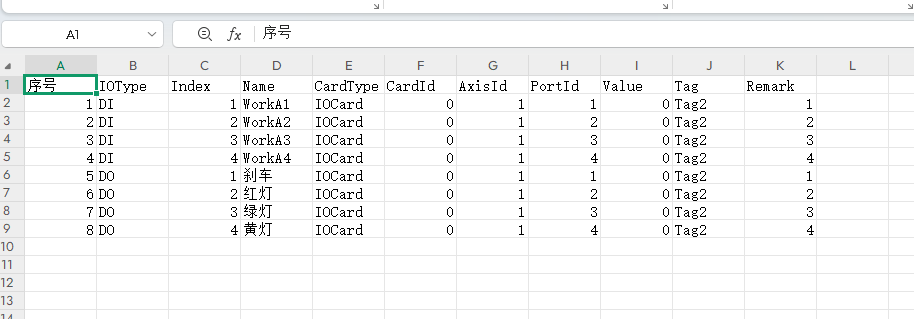
(5)打开存储的路径文件,根据实际进行修改,IOType列填写DI或者DO,表示输入和输出,Name列表示名称,CardType列表示IO类型,CardId列表示卡号,PortId列表示IO点位所在端口号,value列表示默认点位值,Tag列表示缺省值,Remark列表示点位备注
3.流程搭建
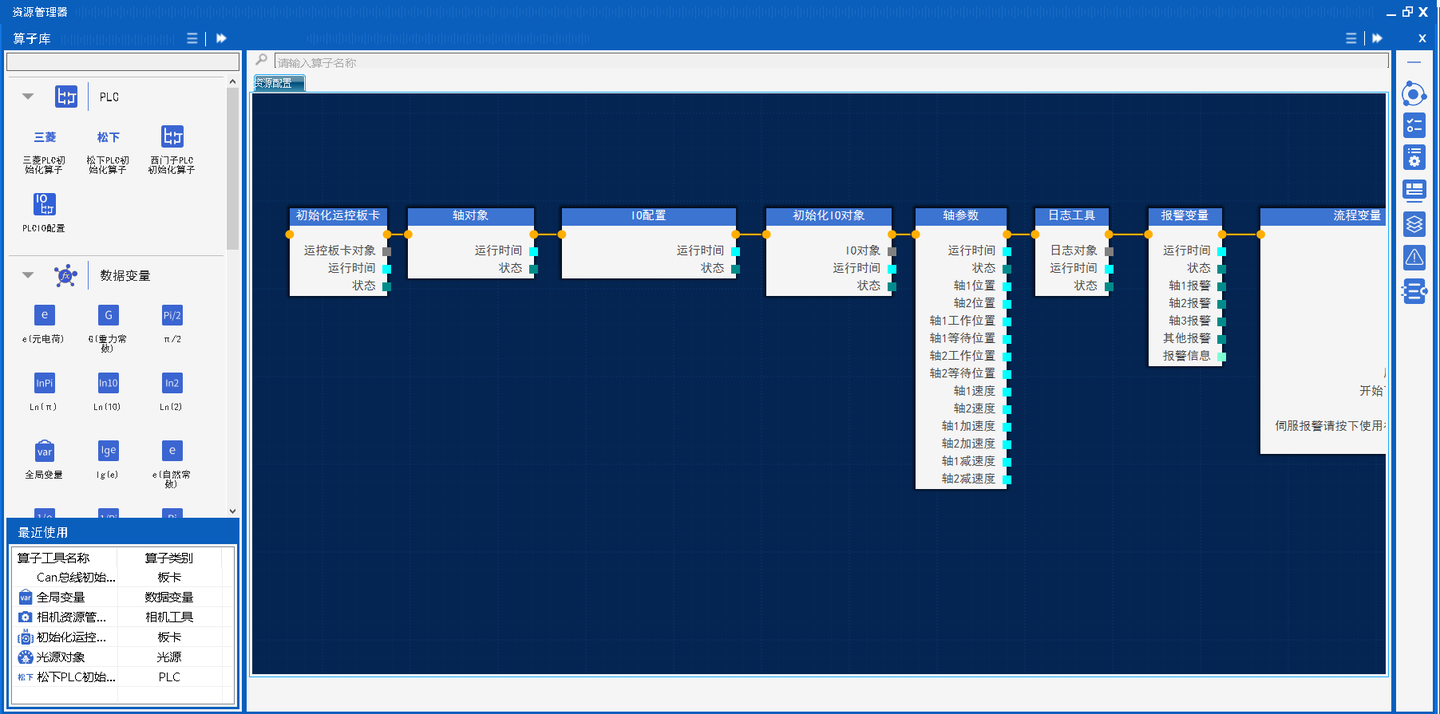
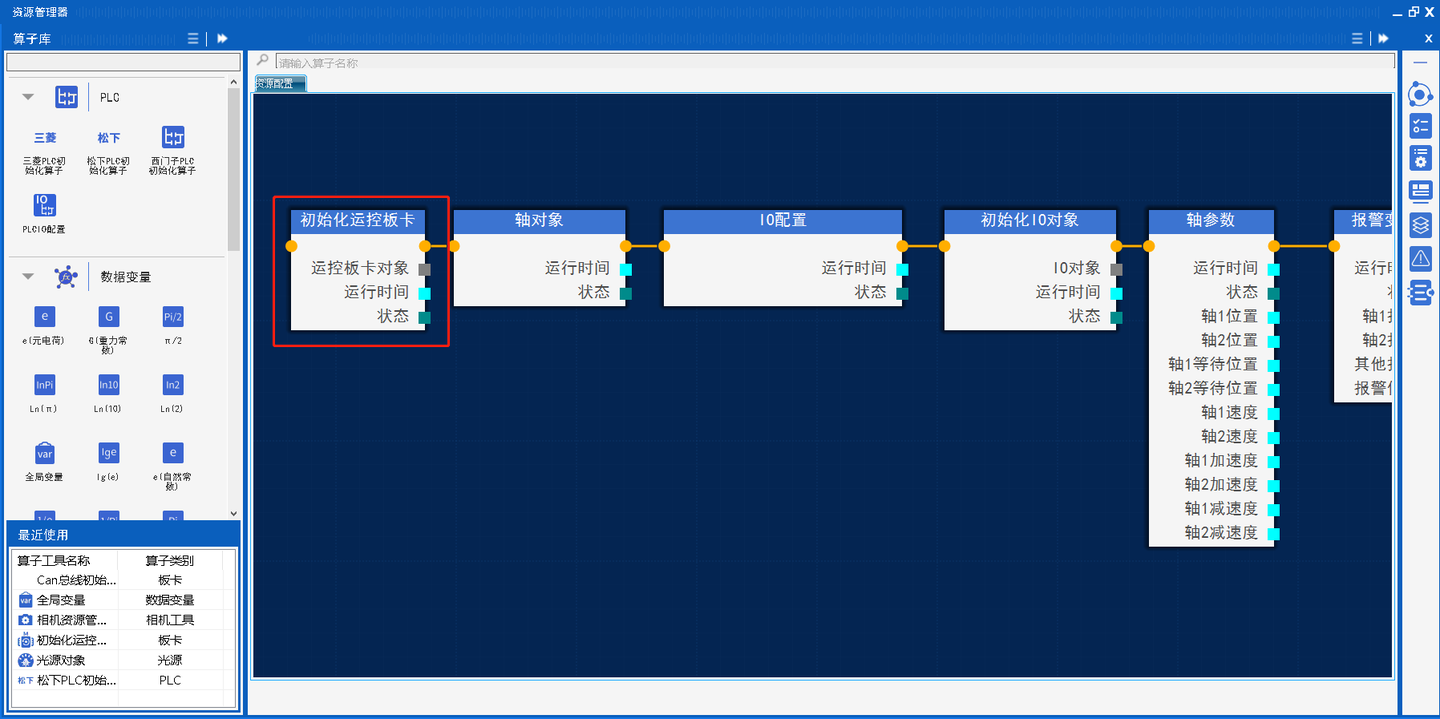
(1)资源管理器:
第一步:配置板卡资源,通过初始化运控板卡算子实现板卡连接以及配置轴初始化参数。
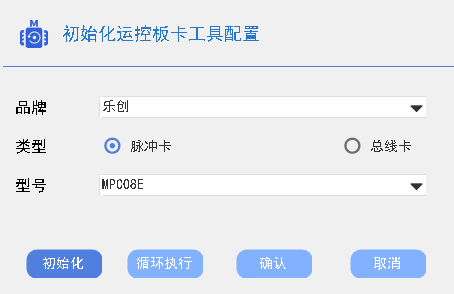
设备使用乐创MPC08E脉冲卡,“初始化运控板卡”算子配置界面上“品牌”项下拉列表选择“乐创”,类型项选择“脉冲卡”,“型号”下拉列表选择MPC08E。本项目使用的是4轴卡,只使用一张运动控制板卡,卡号设置为“0”。如存在多个板卡,可配置板卡卡号。
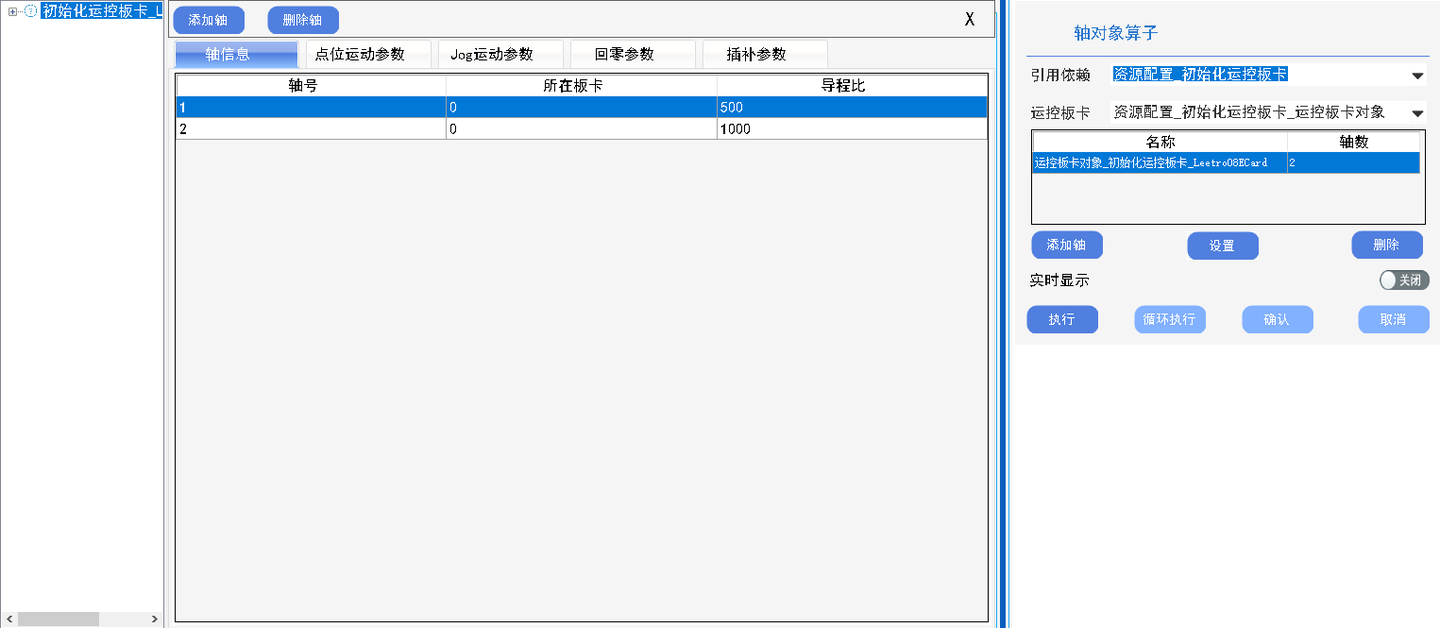
设备GS控制两个轴,通过轴对象算子添加2个轴使用,配置导程比
第二步:配置IO资源,通过IO配置和初始化IO对象算子实现IO资源初始化
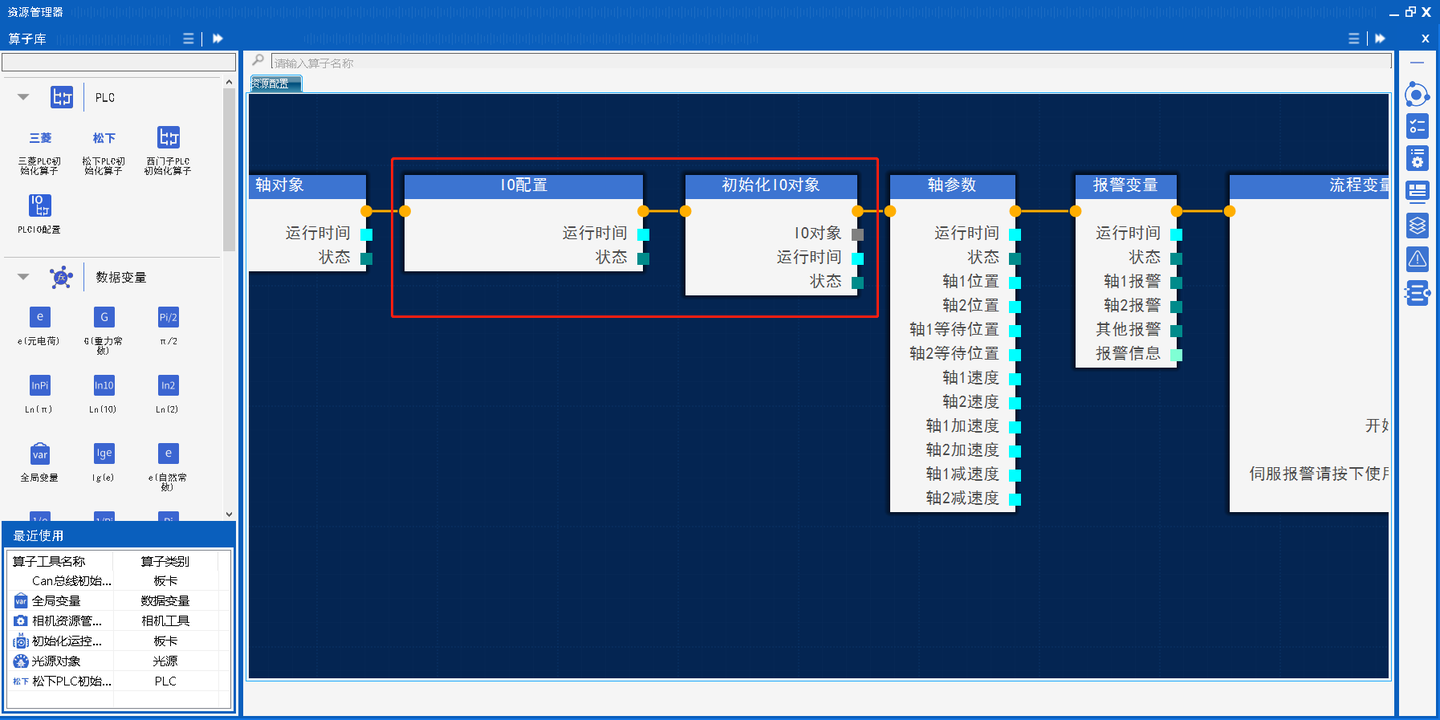
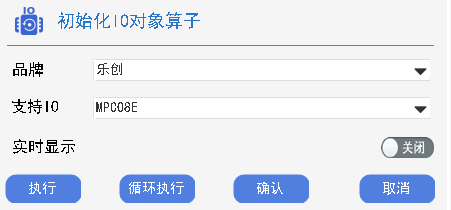
通过IO配置算子导入配置过的IO文件即完成配置IO资源,设备IO模版使用的是MPCO8E自带16路输入输出,所以初始化IO对象品牌选择“乐创”,支持类型选择“MPC08E”:
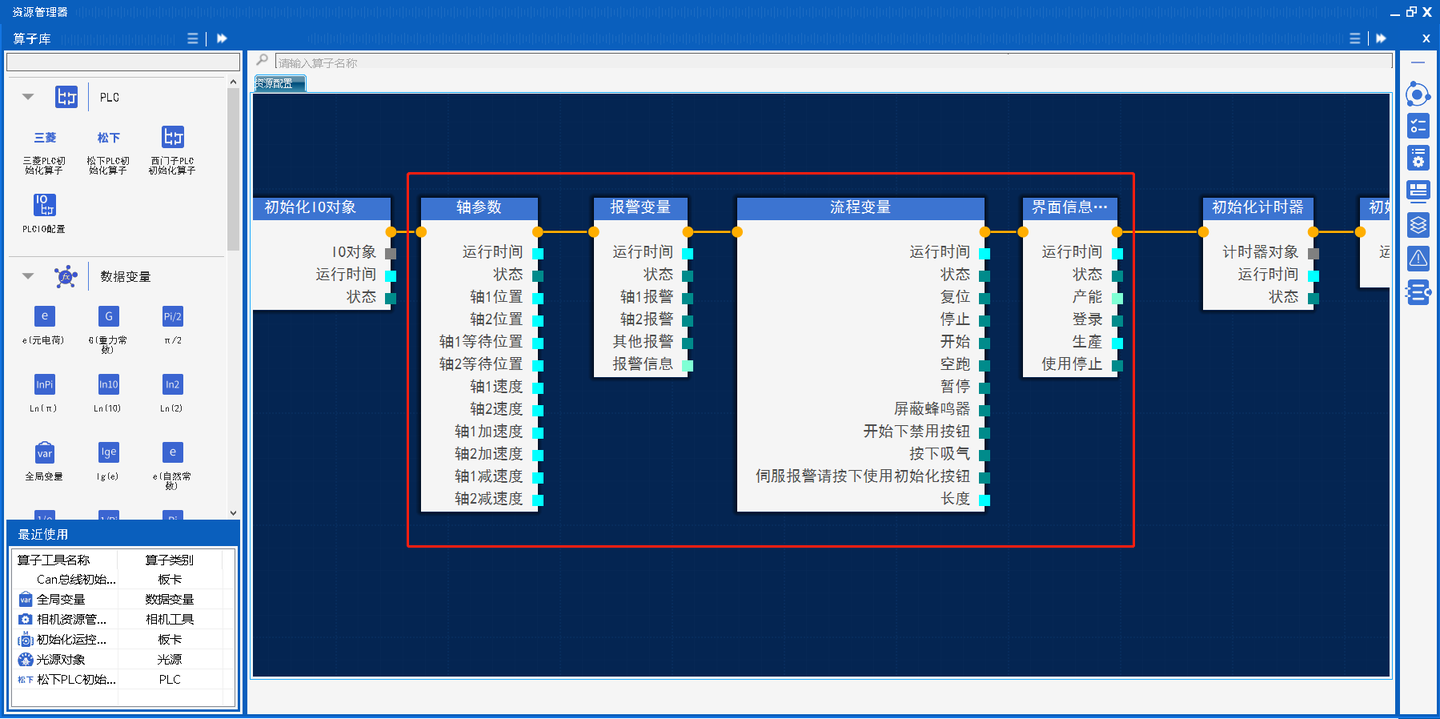
第三步:配置使用变量,将轴参数变量(包括轴速度、轴等待位置等)、界面显示信息变量(包括界面产能、配置参数存储等)、控制流程交互变量(包括设备运行状态、按钮操作逻辑判断等)、设备初始化变量(用于存储板卡是否连接异常以及轴是否伺服断电)等
第四步:使用日志工具算子创建存储日志信息文件夹,后续和主任务设计器日志记录工具配置做运行日志存储
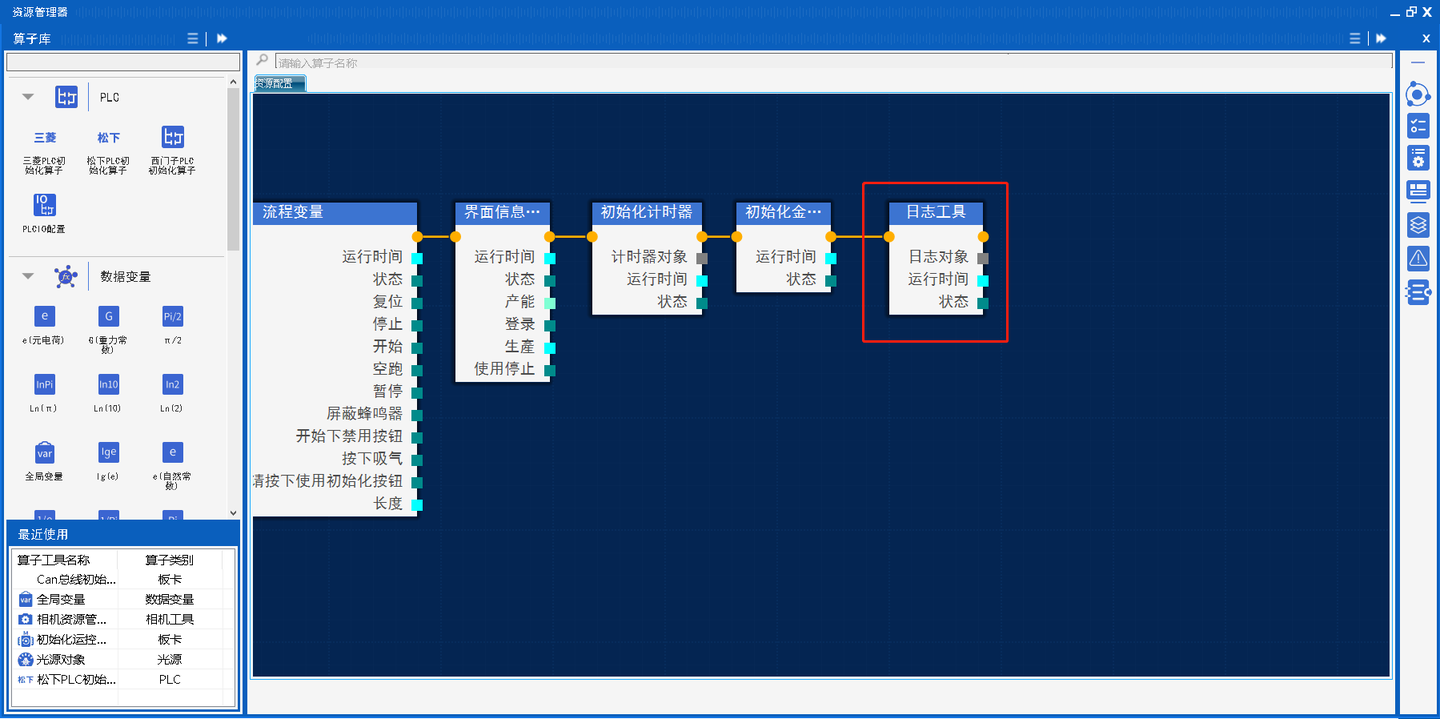
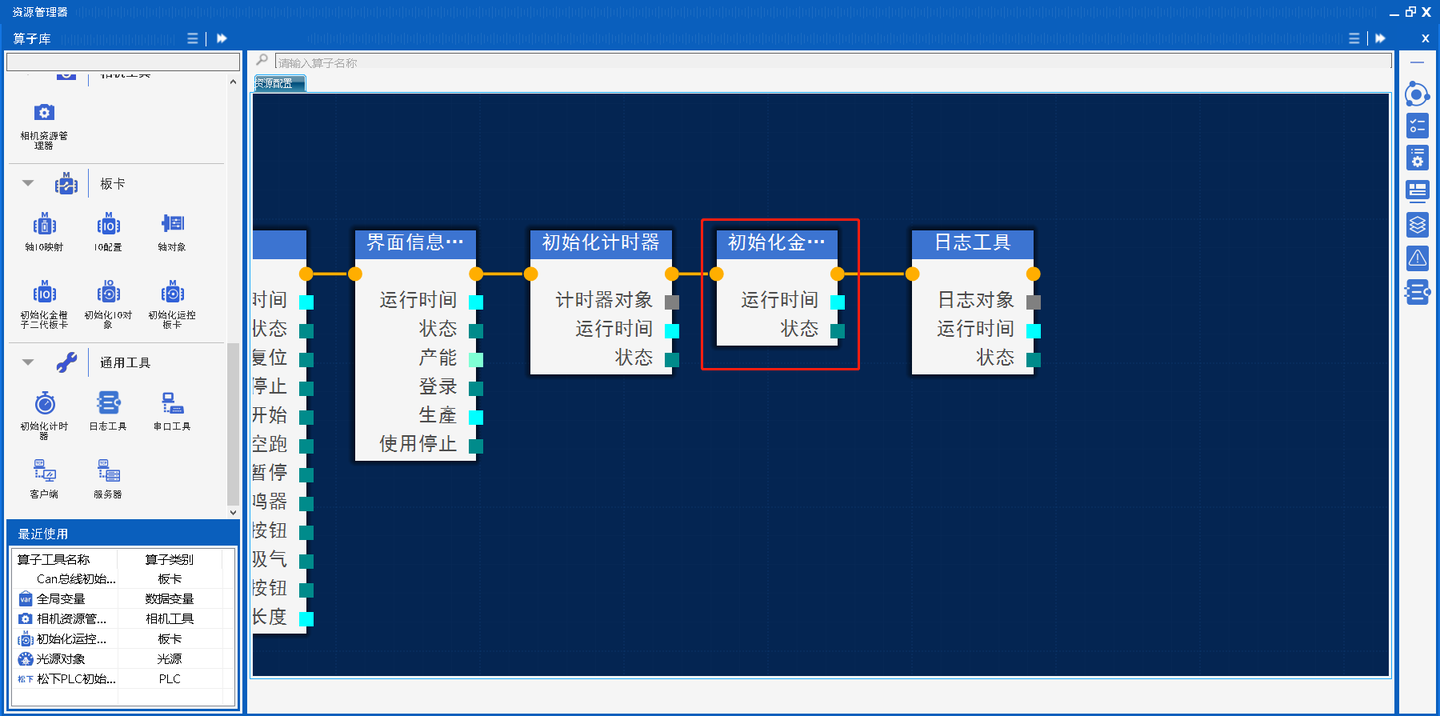
第五步:使用初始化计时器算子后续配合主任务设计器计时器开启以及计时器停止算子实现CT记录
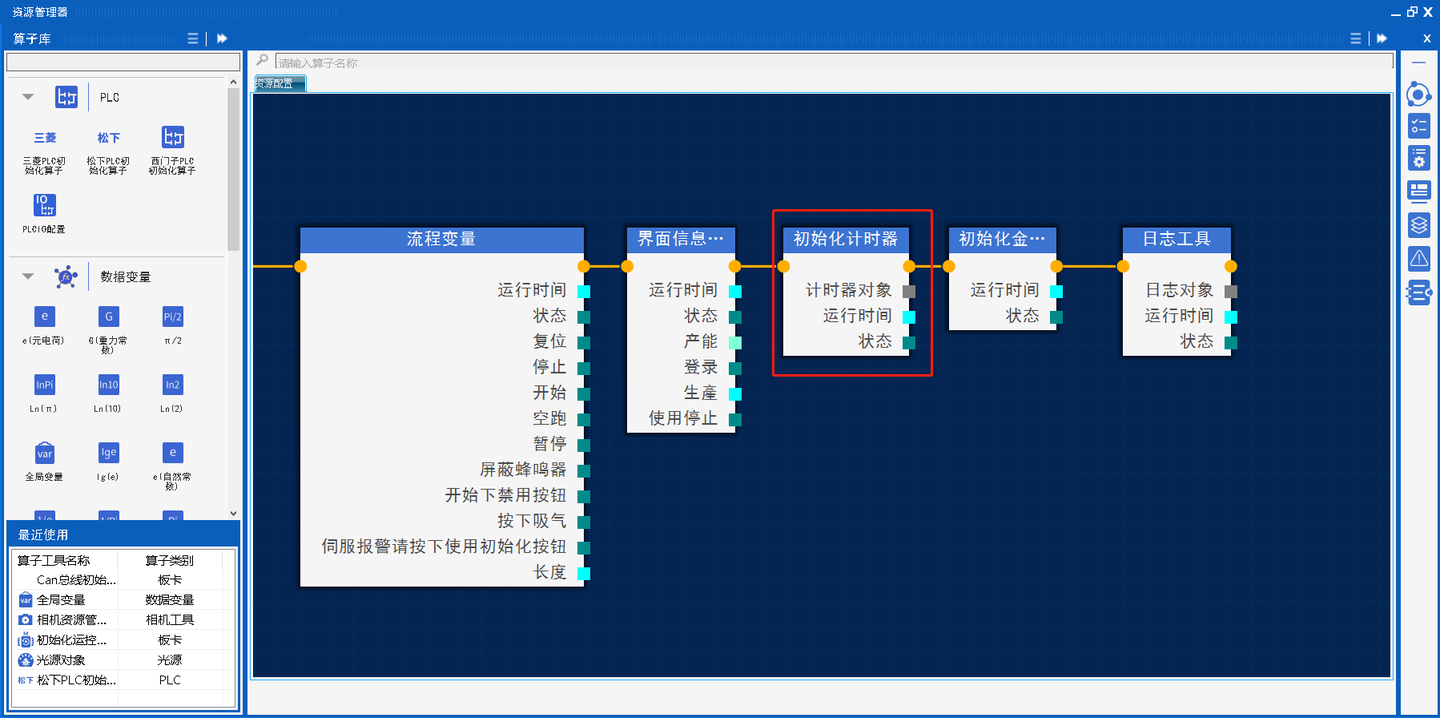
第六步:使用初始化金橙子二代卡算子连接打标卡,此算子不用做配置,执行即可
(2)任务设计器:
第一步:复位流程开发
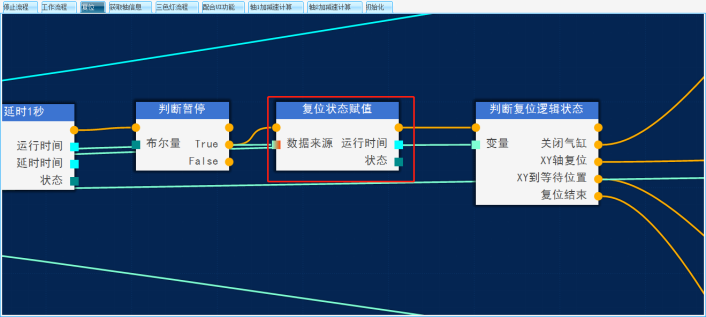
制作设备动作逻辑之前首先要实现设备复位工作,设备流程以及流程图如下:
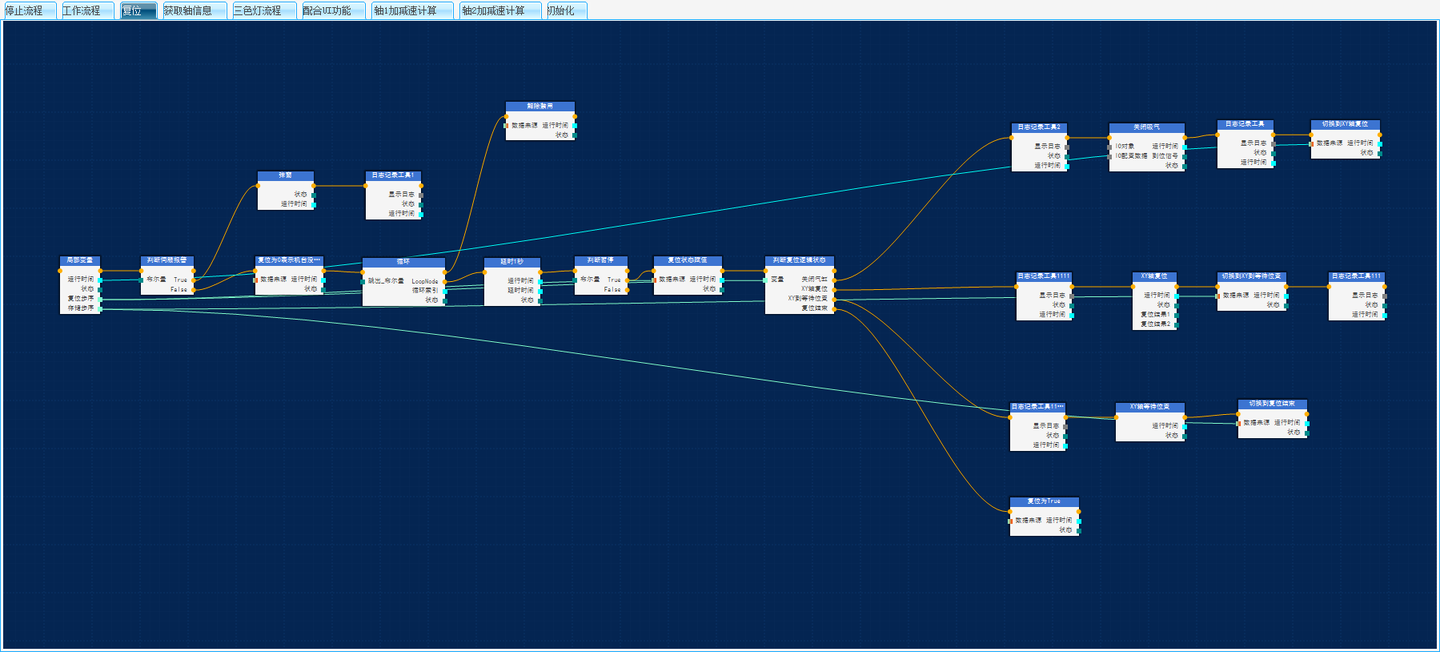
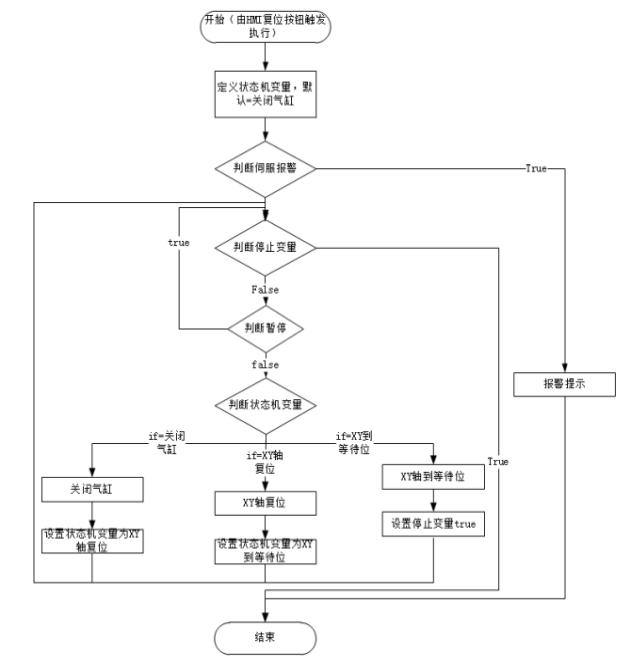
步骤1:定义状态机变量,默认=关闭气缸:通过局部变量先定义两个变量,为暂停和继续功能使用
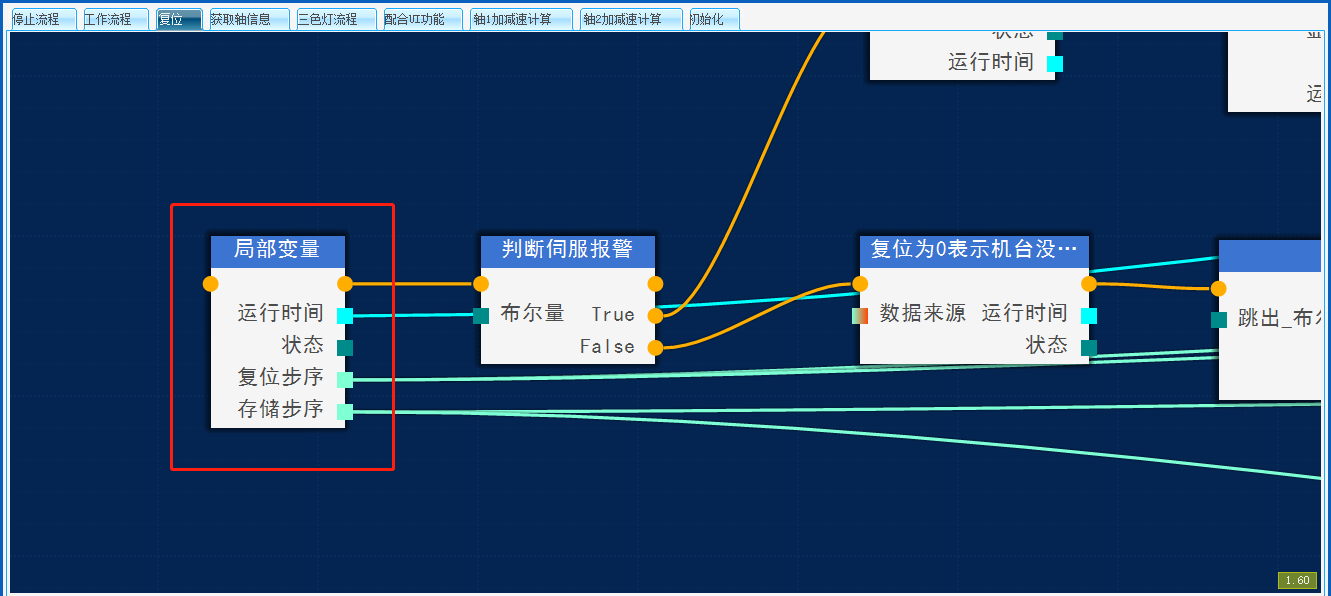
两个变量的意义是:复位步序变量用于告诉设备下一步应该做的动作,存储步序用于通知复位步序下一步可以做的动作,设备正常执行动作时通过修改存储步序变量值,例如:
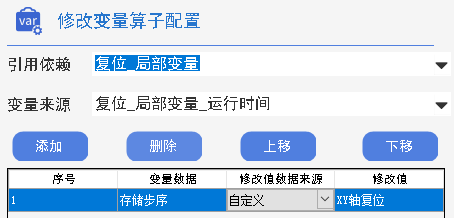
当分支动作执行结束后,通过循环算子让流程重新开始循环,设备正常工作的情况下将存储步序值赋值给复位步序,再通过多分支工具判断复位步序值执行动作;
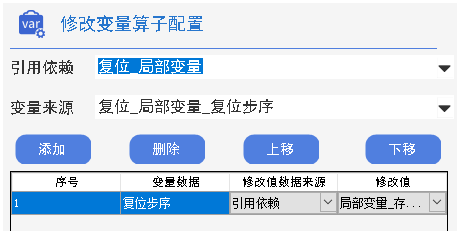
当设备按下暂停时可能会出现分支动作没运行完成的情况(例如轴未复位完成),判断设备是否暂停,暂停中将复位步序变量值到存储步序变量,那么当设备继续工作时即可继续未完成的工作,由于设备实际不需要暂停功能,因此作为预留。
步骤2. 判断伺服报警:使用
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 1721
1721

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









