




目录
一、项目描述
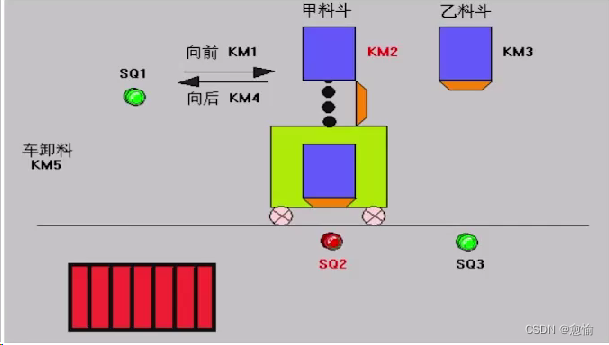
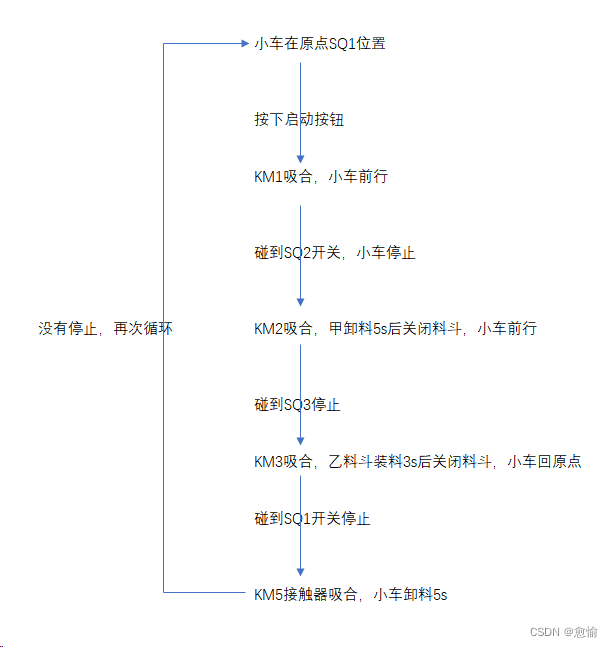
设备如下图所示,其中启动按钮SB1用来开启运料小车,停止按钮SB2用来手动停止运料小车(其工作方式任务模式要求)。当小车在原点SQ1位置,按下启动按钮SB1,小车从原点SQ1起动,KM1接触器吸合使小车向前运行直到碰到SQ2开关停,KM2接触器吸合使甲料斗装料5s,然后小车继续向前运行直到碰SQ3开关停,此时KM3接触器吸合使乙料斗装料3s,随后KM4接触器吸合小车返回原点直到碰到SQ1开关停止,KM5接触器吸合使小车卸料5s后完成一次循环。
二、IO口分配
| 输入器件 | 输入点 |
| 启动按钮SB1 | X4 |
| 停止按钮SB2(常闭) | X6 |
| 开关SQ1 | X10 |
| 开关SQ2 | X11 |
| 开关SQ3 | X12 |
| 预停按钮 | X7 |
| 回原点按钮 | X5 |
| 输出器件 | 输出点 |
| 向前接触器KM1 | Y0 |
| 甲卸料接触器KM2 | Y1 |
| 乙卸料接触器KM3 | Y2 |
三、项目流程图
四、项目程序
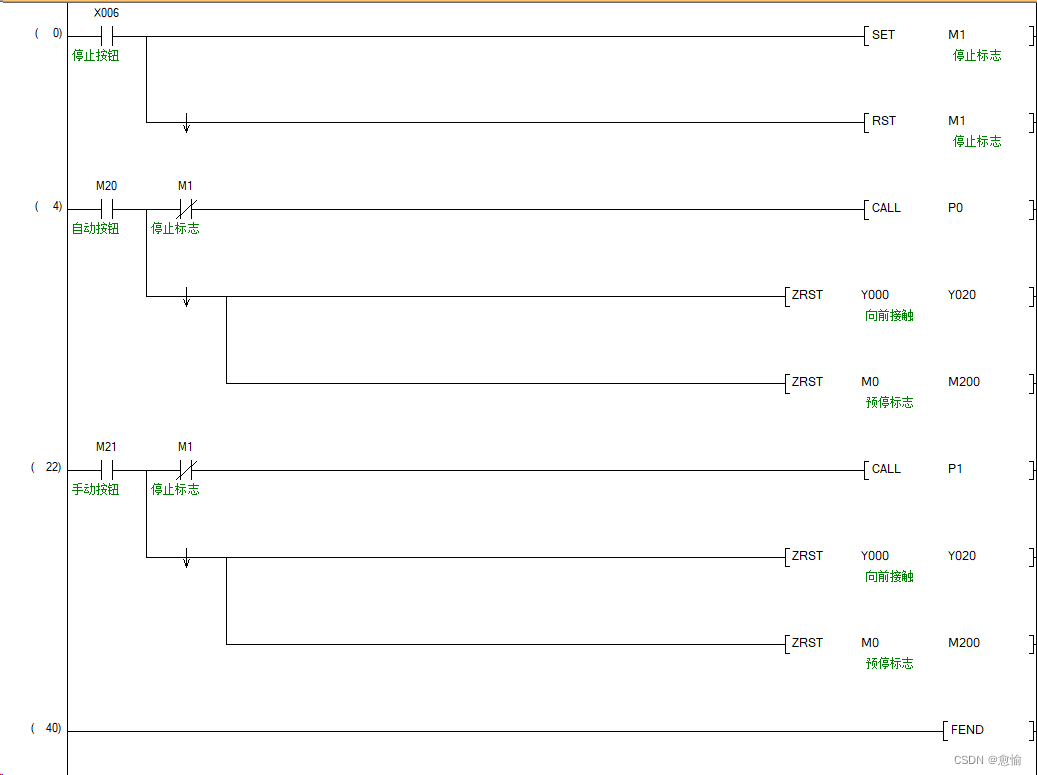
程序分为主程序、自动程序和手动程序。主程序是调用自动和手动程序;自动程序是让机器自主运转;手动程序是用户自己操作。
主程序:
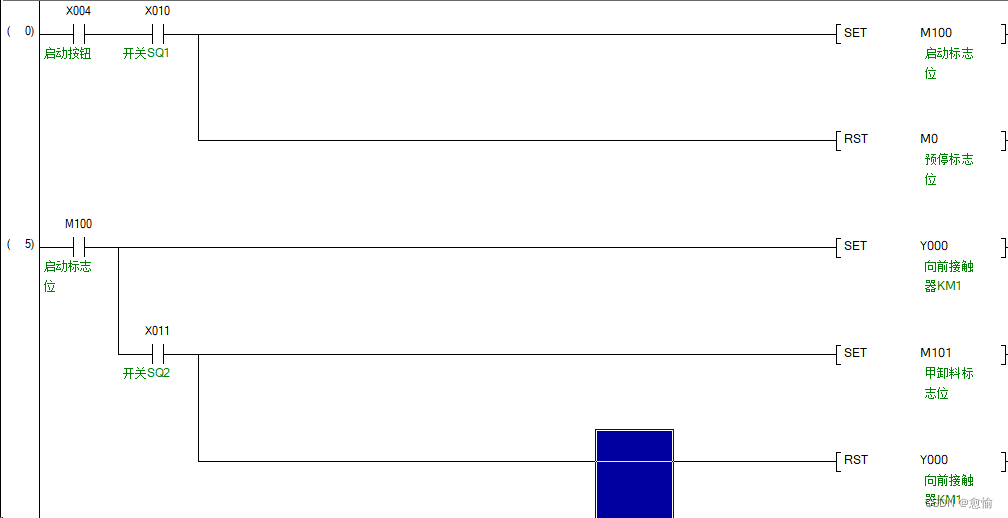
自动程序:
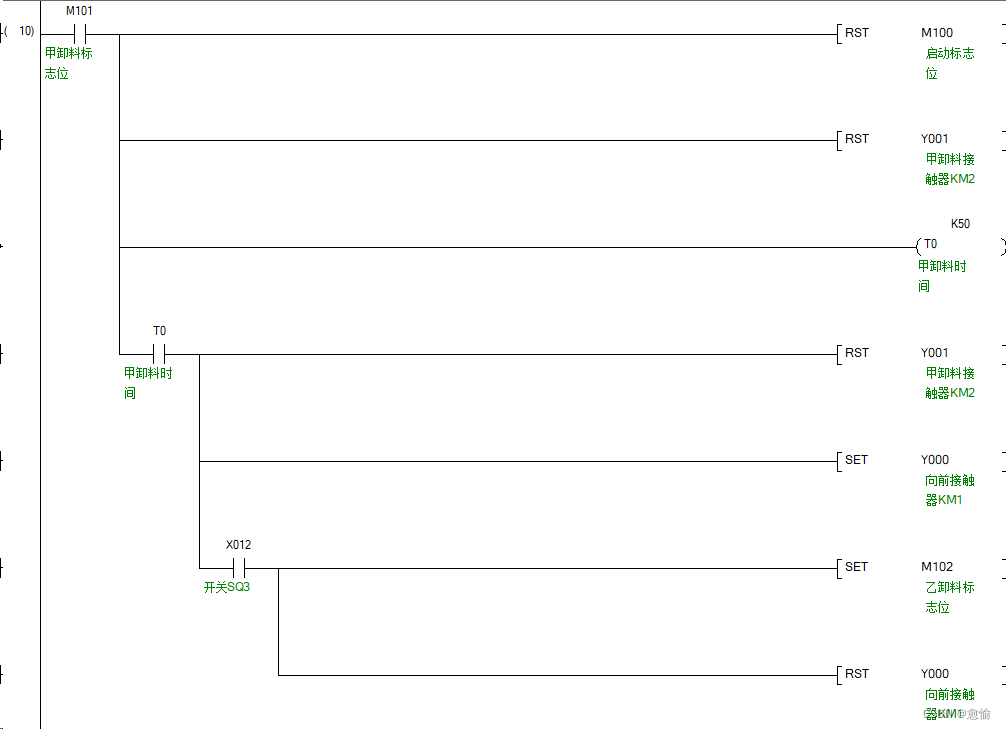
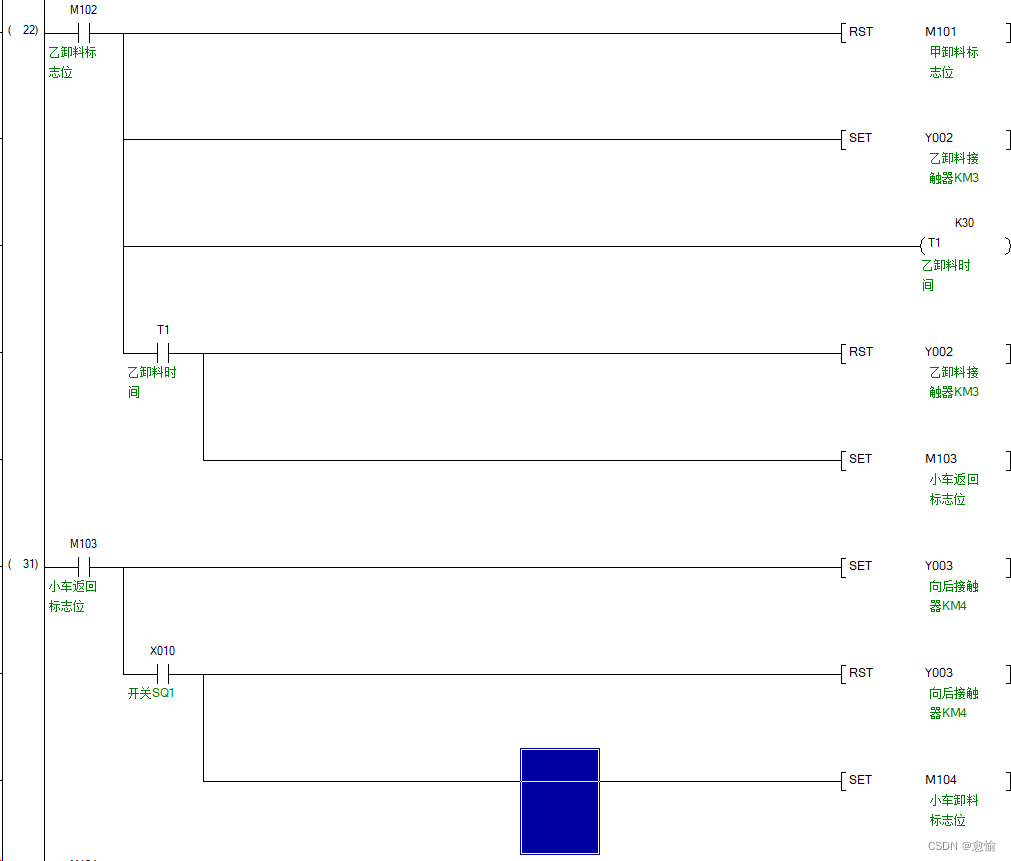
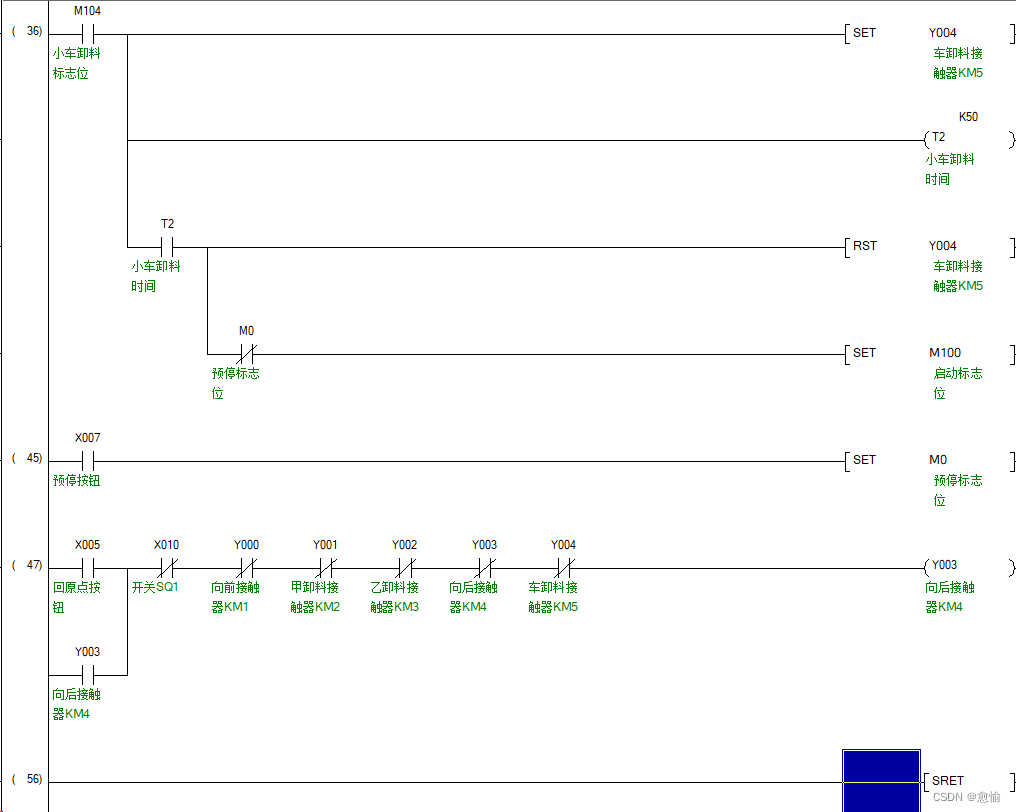
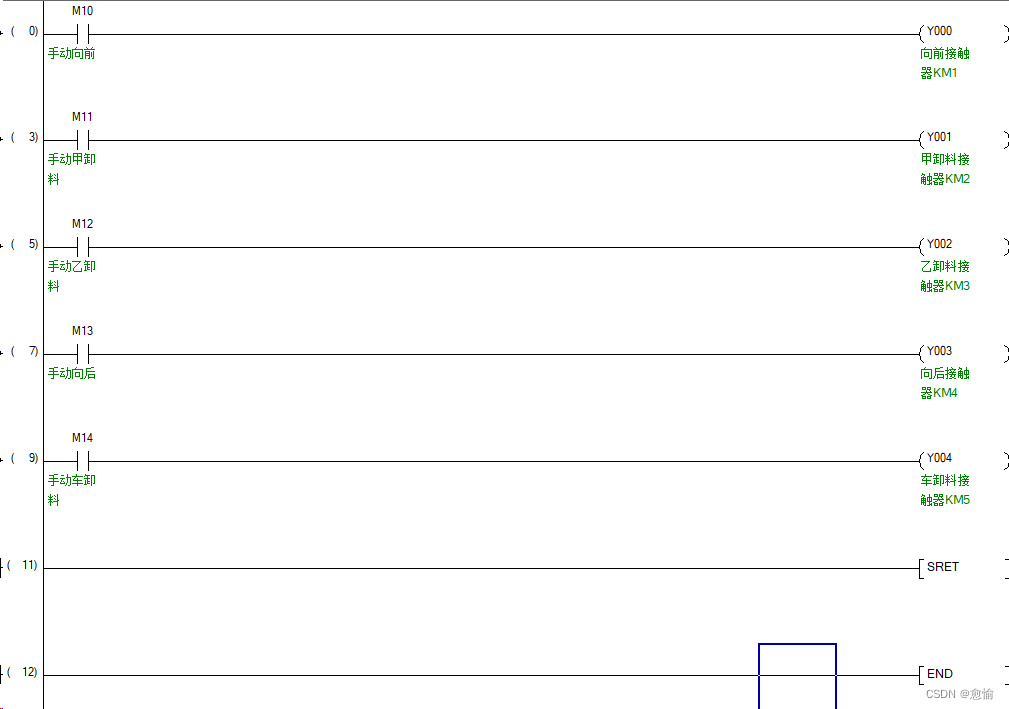
手动程序:
五、总结
1、程序使用一个标志位完成一段工序,当上一段工序完成并且置位下一段工序的标志位时,才能按部就班的执行下次。
2、在使用主程序时需要使用FEND指令结束;使用子程序后要使用SRET指令结束。


















 2万+
2万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









