 智慧工厂管理平台搭建全流程解析
智慧工厂管理平台搭建全流程解析





传统工厂管理面临能耗过高、设备停机频发、工艺控制粗放等挑战,叠加双碳目标与精益生产要求,传统管理模式亟待升级。AIRIOT智慧工厂管理平台通过生产全流程数字化监控与AI驱动优化,成为智能制造转型核心。工厂管理正从经验驱动转向数据智能驱动,通过「生产-设备-能源-工艺」全链条重构,为制造效率与可持续发展提供支撑,助力打破信息孤岛、降低运维成本,同时保障生产安全与合规性。
⬇️智慧工厂管理平台搭建完整步骤实操解析⬇️
一、管理驾驶舱
核心功能模块:耗电趋势分析、设备故障统计、实时监控矩阵、报警信息中心、环境分析看板、3D数字孪生视图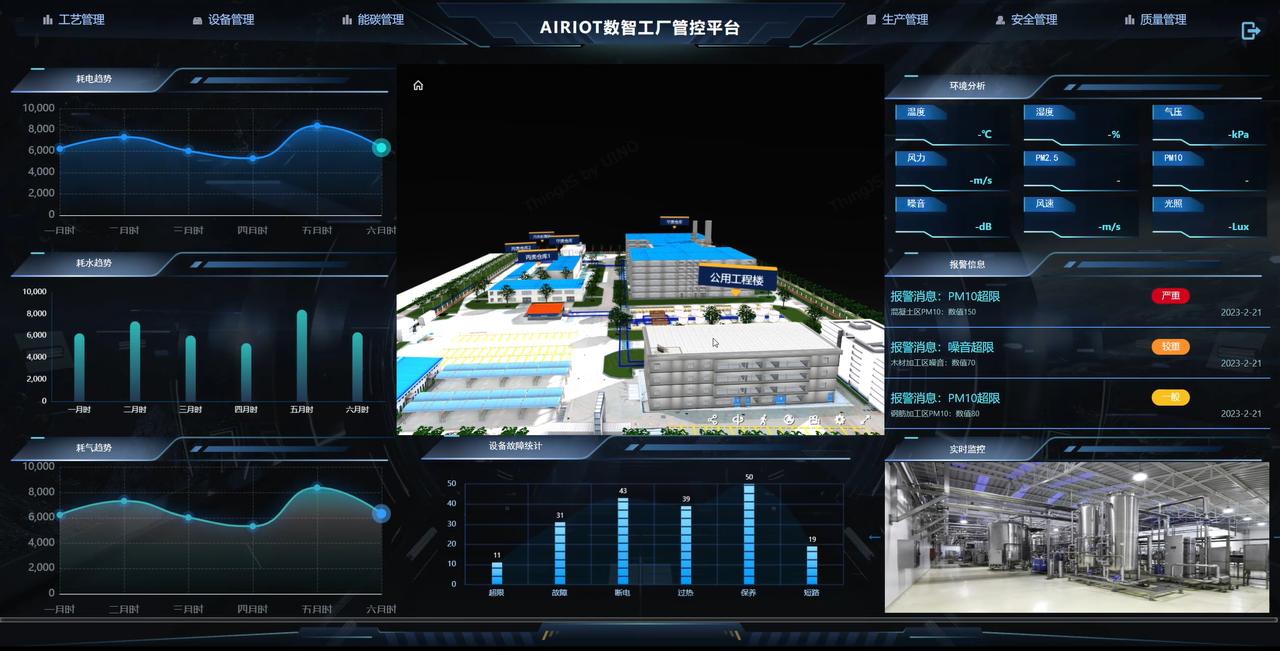
1. 数据采集层
目标:汇聚生产全要素数据,构建工厂数字资产池
实操要点:
-
关键数据源接入:
-
实时生产数据:
-
设备运行参数(电机电流、轴承温度、振动频率)
-
环境监测数据(PM2.5、VOC浓度、噪声等级)
-
能耗数据(智能电表、燃气流量计、空压机功率)
-
-
业务系统数据:
-
MES系统(工单进度、OEE设备效率)
-
ERP系统(物料库存、生产计划)
-
安全管理系统(报警记录、应急预案)
-
-
物联设备数据:
-
AGV运行轨迹(UWB定位数据)
-
智能巡检机器人(红外热成像视频流)
-
-
-
数据预处理:
-
边缘计算节点过滤抖动数据(EMA指数平滑处理振动信号)
-
多源数据对齐(将PLC时间戳与视频流帧率同步)
-
2. 数据传输层
目标:保障工业数据实时可靠传输
实操要点:
-
协议与网络设计:
-
高频控制数据:Profinet协议传输(周期≤1ms)
-
视频监控数据:RTSP流媒体协议传输(4K@30fps)
-
低功耗传感器:WirelessHART传输(电池寿命≥5年)
-
-
网络架构:
-
工业PON网络: 核心生产区采用双环冗余光纤(可靠性99.999%);仓储区域部署5G专网(uRLLC低时延切片)
-
断网续传机制: 本地边缘存储缓存72小时关键数据
-
-
安全加固:
-
工业防火墙深度解析Modbus/TCP协议
-
关键控制指令采用SM9国密算法签名
-
3. 平台处理层
目标:实现生产智能分析与决策优化
实操要点:
-
核心指标计算:
-
设备综合效率OEE = 时间开动率×性能开动率×合格品率
-
单位产品能耗 = 工序总耗电量 / 合格产品数量
-
-
智能预警模型:
-
基于LSTM预测未来2小时产线耗电趋势(误差<3%)
-
设备故障预测:振动频谱小波包分解+随机森林分类(准确率>92%)
-
-
三维数字孪生:
-
物理实体与虚拟模型实时映射(位置误差<2cm)
-
热力学仿真验证工艺参数调整方案
-
4. 应用展示层
目标:构建工厂运营「上帝视角」
实操要点:
-
可视化设计:
-
3D数字孪生视图:
-
分层显示车间/产线/设备级状态(点击电机查看电流温度曲线)
-
动态热力图显示能耗强度分布
-
-
报警信息看板:
-
分级报警(红色紧急停机告警、黄色预警、蓝色提示)
-
关联展示历史同类事件处理方案
-
-
-
交互功能:
-
穿透式查询:从车间OEE值下钻至具体设备MTBF指标
-
虚拟巡检:VR头盔远程查看高危区域实时画面
-
移动端适配:
-
PDA终端接收设备点检任务(带NFC打卡功能)
-
手机APP推送环境超标预警(定位到具体车间)
-
-
5. 关键实施要点
-
业务场景适配:
-
按角色配置视图:
-
厂长关注综合KPI(产能、能耗、良品率)
-
维修主管聚焦设备健康度TOP10列表
-
-
-
性能优化:
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









